
催化裂化柴油加工路线的选择与优化
2019-05-07 09:00朱长健程周全
石油炼制与化工 2019年5期
孙 磊,朱长健,程周全
(中国石化安庆分公司,安徽 安庆 246000)
我国催化裂化(FCC)加工能力约占原油一次加工能力的40%左右,导致催化裂化柴油(催化柴油,LCO)在我国柴油池中占比较大,达30%以上,成为主要的二次加工柴油组分。然而,世界原油重质化趋势愈加明显,含硫和高硫原油比例增加,国内西部油田和部分海上原油多为重质含硫原油,加之为提高汽油收率或增产丙烯不断提高FCC装置操作苛刻度,导致LCO质量愈来愈差,硫、氮、芳烃含量偏高,十六烷值偏低[1-3]。
我国油品质量升级步伐逐渐加快,2017年全国普遍实施国Ⅴ阶段汽油和柴油标准,并将在2019年全国推行国Ⅵ标准汽油和柴油[4]。中国石化安庆分公司(安庆分公司)原有2套柴油加氢精制装置,其中1.0 Mta柴油加氢精制装置(Ⅲ加氢装置)原料为3套FCC装置的柴油及焦化柴油,经加氢精制生产硫质量分数约350 μgg的普通柴油调合组分。为满足油品质量升级需要,同时降低低价值LCO产量、多产高价值产品、提高车用柴油比例,安庆分公司积极拓展优化LCO加工路线,在实现柴油质量升级的同时增产汽油、增产车用柴油、降低柴汽比,提高企业经济效益。
1 LCO加工工艺简介
随着市场汽油需求量的不断增长,其增幅已超过柴油需求量,汽油价格也高于柴油价格,市场要求柴汽比不断降低。安庆分公司根据市场需求变化,在拓展优化LCO加工路线时选择合适的LCO加工工艺,以在提高柴油质量的同时增产汽油、压减柴油。
1.1 LCO加氢精制工艺
LCO加氢精制工艺的主要目的是脱除原料油中的硫、氮、氧等杂质,加氢饱和烯烃、芳烃,改善柴油安定性,但其对柴油十六烷值的提高幅度有限(仅2~6个单位);采用深度加氢脱硫催化剂的深度加氢处理工艺,可实现原料油的超深度加氢脱硫,以满足国Ⅳ和国Ⅴ标准清洁柴油生产需要,如安庆分公司Ⅲ加氢装置采用中国石化抚顺石油化工研究院(FRIPP)开发的FHUDS-8催化剂可稳定生产硫质量分数不大于10 μgg的精制柴油[5]。
1.2 LCO与蜡油加氢掺炼工艺
1.3 LCO与重油加氢掺炼工艺
重油加氢工艺是以减压渣油、减压蜡油、焦化蜡油及FCC重循环油为原料,经加氢处理脱除硫、氮、氧等杂质,加氢饱和稠环芳烃及部分不饱和烃后,作为优质FCC原料,以减少FCC装置生焦量,提高轻质油收率,改善FCC汽油和柴油的产品性质,副产的重油加氢柴油产品作为车用柴油调合组分。安庆分公司2.0 Mta重油加氢装置采用石科院研发的第三代RHT系列渣油加氢催化剂和中国石化工程建设公司(简称SEI)开发的渣油加氢成套技术,在此基础上探索出了LCO与重油加氢掺炼工艺,即将LCO与重油加氢原料混合后再进行加氢处理,可通过控制重油加氢装置柴油(重加柴油)干点或将重加柴油组分压至重油加氢装置尾油并送至FCC装置,提高FCC装置轻质油品收率,增产车用柴油。
1.4 LCO加氢-催化裂化组合多产高辛烷值汽油和芳烃料(LTAG)技术
LCO因富含芳烃,尤其是稠环芳烃含量高,十六烷值低,难以作为车用柴油调合组分,而LCO中稠环芳烃经选择性加氢饱和为单环芳烃,单环芳烃经选择性催化裂化可生产高辛烷值汽油组分。石科院开发的LTAG技术就是利用选择性加氢饱和单元和选择性催化裂化单元优化组合,将LCO馏分中多环芳烃先选择性加氢饱和成单环芳烃再选择性催化裂化,实现最大化生产高辛烷值汽油或轻质芳烃的技术[6]。LCO通过加氢强化多环芳烃的选择性加氢饱和得到四氢萘型产物,加氢LCO通过选择性催化裂化,可使四氢萘型单环芳烃的氢转移反应比例降低至28%,开环裂化反应比例提高至72%[7]。LTAG技术不仅拓宽了LCO的出路,还增加了高价值汽油产品收率,降低了柴汽比,从而提高炼油厂的经济效益。
1.5 LCO生产高辛烷值汽油的加氢裂化(RLG)技术
LCO富含二环、三环芳烃等大分子芳烃。石科院开发的RLG技术的原理是通过使用专用的加氢转化催化剂和适宜的操作条件,使LCO中的二环、三环芳烃加氢饱和为单环芳烃,再进一步开环裂化为汽油馏分中的苯、甲苯、二甲苯等高辛烷值组分,从而达到生产高辛烷值汽油或BTX原料的目的。其加氢裂化转化路径如图1所示[2]。
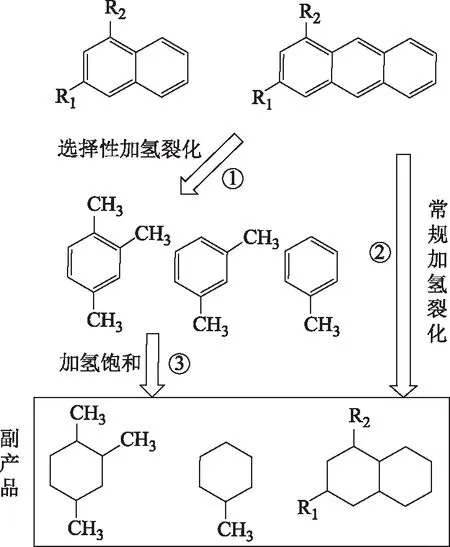
图1 催化柴油加氢转化理想反应路径
RLG技术可高选择性地将大分子芳烃转化为小分子芳烃,富集到汽油馏分,增产汽油、大幅度降低全厂柴汽比,主要技术特点为[8]:①气体产率较低,C1~C4收率为4%~9%;②氢耗相对较低,汽油收率50%下对应化学氢耗3%左右;③产品汽油收率在30%~60%之间灵活可调;④产品汽油馏分辛烷值较高,达91~97;⑤柴油馏分十六烷值提高幅度较大,达10~17个单位。
2 安庆分公司LCO加工路线的选择及优化
2.1 加氢精制路线
2013年安庆分公司炼化一体化项目建设投产后,Ⅲ加氢装置原料油性质发生变化,2013年9月28—30日对该装置进行标定,考察装置工况一时满负荷(进料量为120 th,其中LCO进料量为 100 th,焦化柴油进料量为20 th)下的产品质量、再生后的FH-UDS催化剂性能、装置物料平衡、氢气消耗和能耗等。2016年10月LTAG工艺投用,2017年2月装置停工更换为FHUDS -8催化剂,装置运行工况再次发生变化,2017年3月30日至4月1日对该装置进行标定,考察装置工况二时满负荷(进料量为120 th,其中LCO 进料量为100 th,精制油循环量为20 th)下的产品质量、FHUDS-8催化剂性能、物料平衡、氢气消耗和能耗等。不同工况下装置的主要操作条件、原料及产品性质、装置物料平衡数据及能耗分别如表1~表3所示。

表1 装置主要操作条件

表2 原料及产品性质
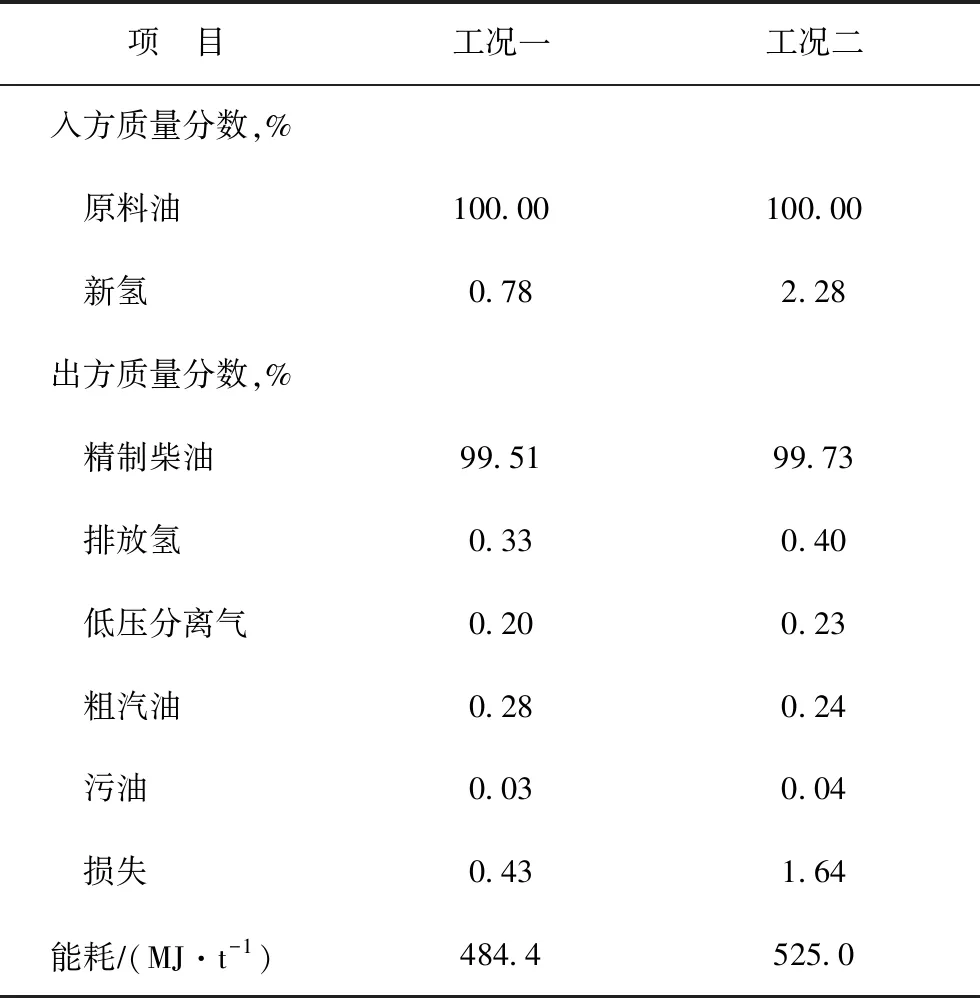
表3 装置物料平衡数据及能耗
选择LCO加氢精制路线时,可使柴油十六烷指数提高约4个单位,但精制柴油产品十六烷指数也仅有28左右,工况一下精制柴油硫质量分数为508 μgg,装置仅具备生产国Ⅲ普通柴油调合组分的能力;装置更换催化剂为FHUDS -8后,精制柴油硫质量分数不大于10 μgg,装置具备生产国Ⅴ普通柴油调合组分的能力。与工况一相比,工况二的加氢苛刻度高,装置能耗提高40.6 MJt。
2.2 LCO与蜡油加氢掺炼路线
蜡油加氢装置原加工直馏蜡油和焦化蜡油混合原料,企业为降低柴油收率、提高轻质油产量,将LCO与蜡油加氢原料进行了混合加氢精制。LCO的掺炼比例为10%~15%(流量为20~30 th),催化剂床层平均温度为361 ℃,反应器平均反应温升为42 ℃,精制柴油组分并入精制蜡油组分中作为FCC装置原料,精制蜡油总硫质量分数不大于800 μgg。通过适当提高FCC装置反应深度、降低原料预热温度、提高剂油比、根据平衡剂活性适当延长小型加料器加料时间等方式优化产品分布。FCC装置加工掺炼LCO的加氢蜡油前后的物料平衡数据如表4所示。由表4可以看出,FCC装置加工掺炼LCO的加氢蜡油后,轻柴油收率降低3.84百分点,汽油收率提高3.03百分点,达到了企业降低柴汽比的目的。

表4 FCC装置加工掺炼LCO的加氢蜡油前后的物料平衡数据 w,%
2.3 LCO与重油加氢掺炼路线
为了在增加轻质油收率的同时提高车用柴油的产量,将LCO与重油加氢原料混合加氢改质后返回FCC装置。重油加氢装置掺炼LCO后,通过控制重加柴油的终馏点或重加柴油去向,考察不同工况下催化柴油产品性质、重加柴油产品性质及FCC装置产品分布情况。不同工况下的催化柴油性质及重加柴油性质如表5所示。其中,空白工况为LCO未与重油加氢原料混炼的工况,此工况下重加柴油的终馏点约为340 ℃;工况一为控制重加柴油终馏点在340 ℃左右;工况二为控制重加柴油终馏点在280 ℃左右;工况三为控制重加柴油终馏点在340 ℃左右的同时,重加柴油全部并入加氢尾油进FCC装置。
工况一下催化柴油和重加柴油的总收率较空白工况(以下均同)下降2.70百分点,催化裂化干气产率、催化裂化液化气收率、催化裂化汽油收率和重油加氢石脑油收率均有所增加,合计增加2.50百分点,催化裂化焦炭产率下降0.16百分点,催化裂化油浆产率增加0.26百分点,此工况下可增产10.2 th车用柴油;工况二下催化柴油和重加柴油的总收率下降4.75百分点,催化裂化干气产率、催化裂化液化气收率、催化裂化汽油收率和重加石脑油收率均有所增加,合计增加4.44百分点,催化裂化焦炭产率增加0.12百分点,催化裂化油浆产率下降0.09百分点,此工况下可增产11 th车用柴油;工况三下催化柴油和重加柴油的总收率下降4.92百分点,催化裂化液化气收率、催化裂化汽油收率和重油加氢石脑油收率均有所增加,合计增加5.45百分点,催化裂化焦炭产率增加0.64百分点,催化裂化油浆产率增加0.43百分点,此工况下可增产22.6 th车用柴油,但FCC装置操作难度增大,装置处理量进一步降低,同时外甩油浆和烧焦量均大幅增加。通过装置不同工况下运行情况分析,综合考虑企业经济效益,采用工况二操作时收效最佳,轻质油收率可提高4百分点以上,每月可增产约10 kt车用柴油。
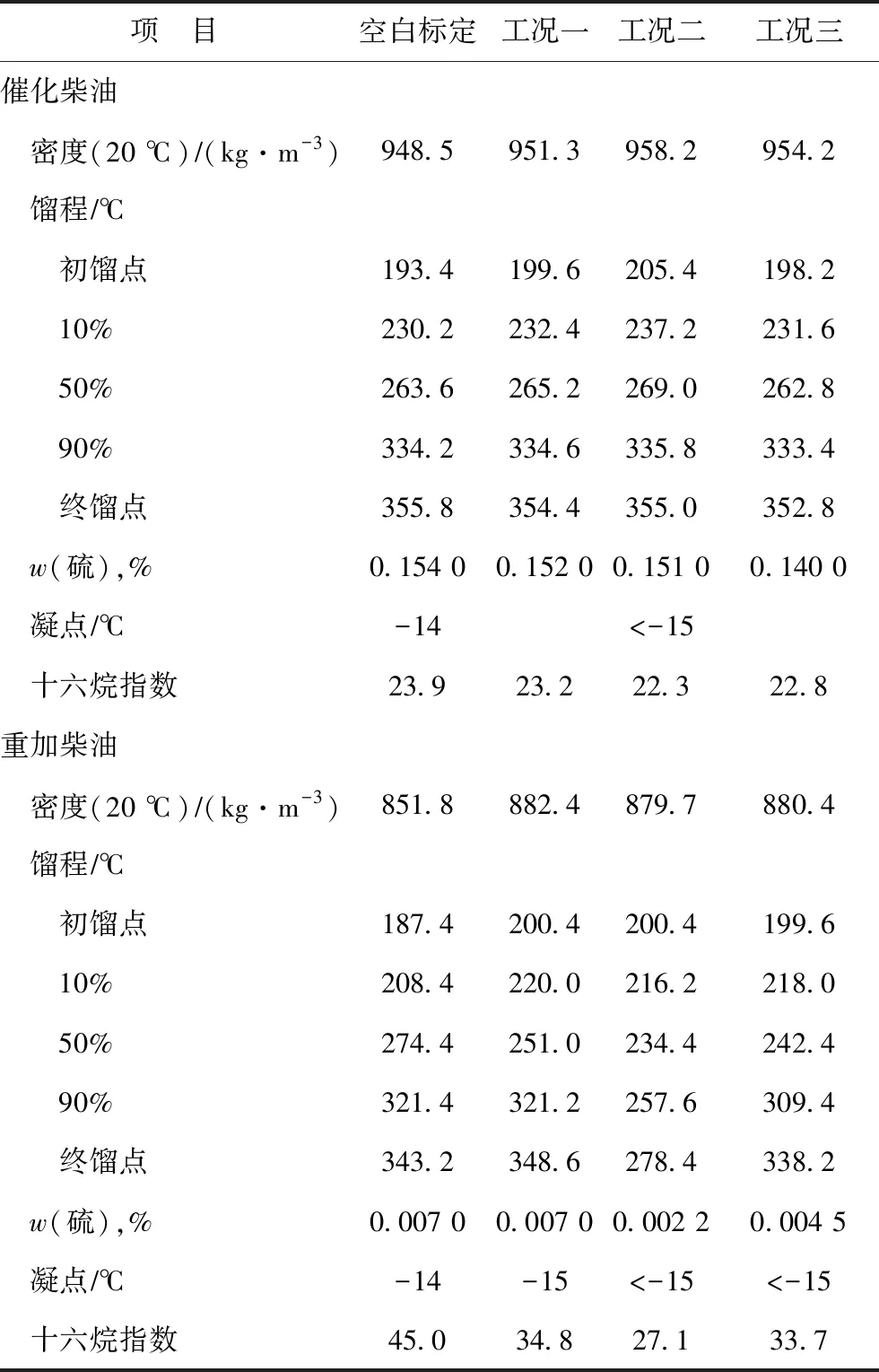
表5 不同工况下的催化柴油和重加柴油的性质
2.4 LTAG路线
为了更好地适应市场变化降低企业柴汽比,2016年10月安庆分公司投用LTAG技术并进行技术标定。空白标定(未实施LTAG工艺时)期间FCC装置进料为前加氢工况,原料主要包括加氢热蜡油、加氢冷蜡油及加氢重油(质量比例为50.76∶27.91∶21.33),总进料量为133~136 th;LTAG标定期间装置进料为前加氢工况,原料主要包括加氢热蜡油、加氢冷蜡油、加氢重油(质量比例为48.24∶29.50∶22.26)及加氢LCO,控制提升管上层进料量为123~125 th,提升管下层加氢LCO进料量恒定为21 th,Ⅲ加氢装置加工催化柴油和焦化柴油(质量比为1:1)的总进料量约105 th。FCC装置投用LTAG工艺前后的操作条件及产品性质如表7所示,加氢LCO进料的表观产物收率如表8所示。
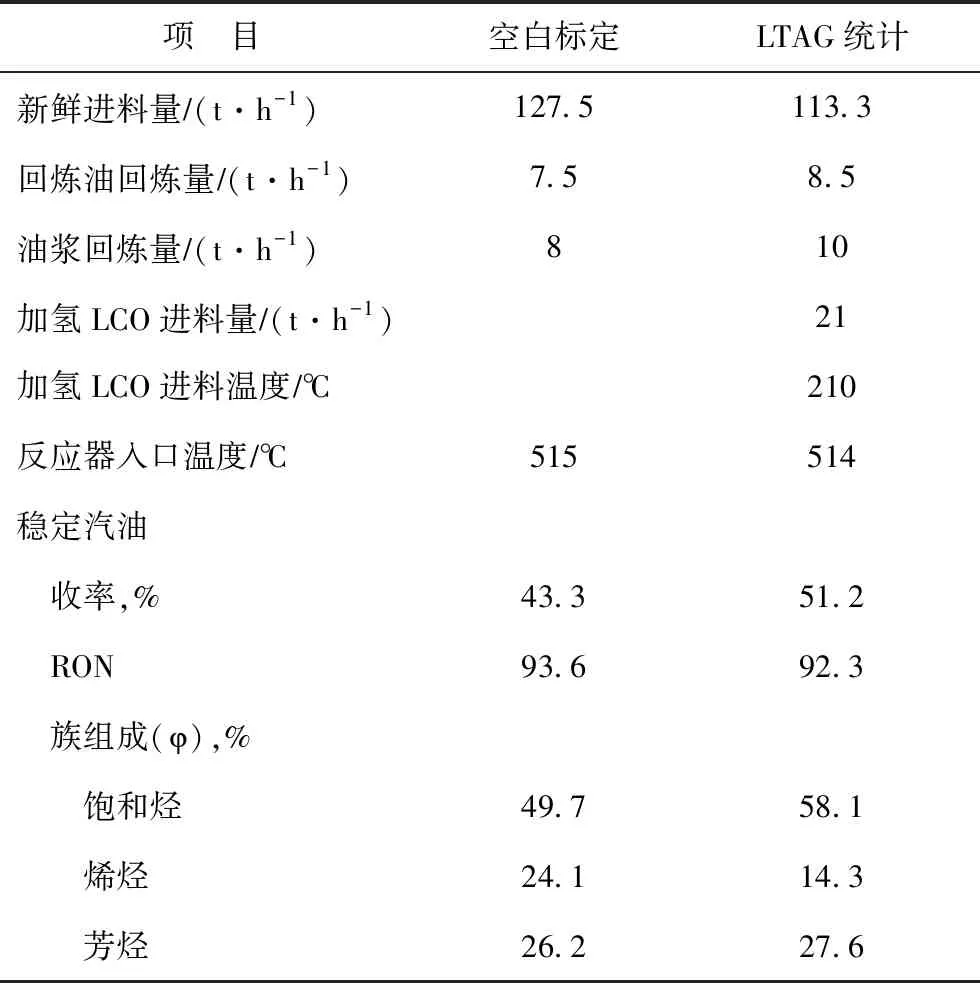
表7 FCC装置操作条件及产品性质
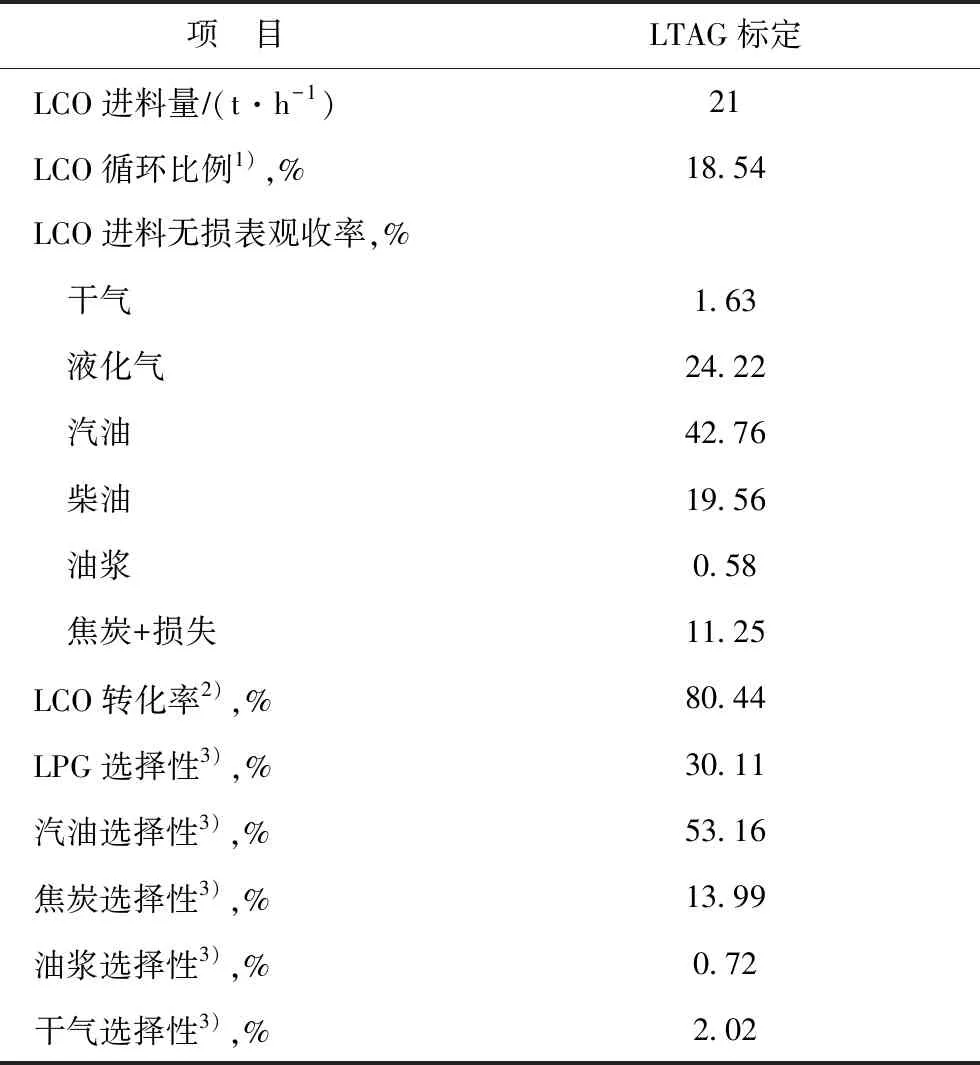
表8 加氢LCO进料的表观产物收率
1)LCO循环比例=LCO循环量重油进料量×100%。
2)LCO转化率=(LCO循环比例-LTAG柴油收率)LCO循环比例×100%。
3)选择性=(LTAG工艺下产率与空白标定时产率的差值加氢柴油循环比例×100%)转化率×100%。
投用LTAG工艺后,较投用前重质原料油催化裂化产品的柴汽比下降(不计算柴油回炼),其中汽油收率上升约7百分点,液化气收率上升约3.6百分点,柴油收率下降约15百分点,焦炭产率上升约2百分点,油浆和干气量没有较大变化。由于Ⅲ加氢装置进料中掺炼了50%左右的焦化柴油[密度(20 ℃)为850 kgm3],使加氢LCO的密度(20 ℃)较低(为890~907 kgm3);同时,由于焦化柴油十六烷值比LCO高,组分中的饱和烃成分较多,因而进入催化裂化提升管回炼时更容易生成液化气和焦炭,导致汽油选择性平均下降约25百分点,稳定汽油RON降低1.3个单位,液化气选择性平均上升约15百分点,焦炭选择性平均上升约8百分点。
LTAG工艺投用前,加氢LCO按符合国Ⅲ标准的0号普通柴油销售;LTAG工艺投用后,加氢LCO的汽油收率为42.76%,液化气收率为24.22%,未转化柴油比例为19.56%,同时受Ⅰ催化装置烧焦限制,回炼加氢LCO对掺渣量有一定影响,此外装置能耗将增加。按照中国石油化工股份有限公司2016年上半年油品销售价格初步测算,扣除汽油、液化气、干气、柴油二次加工费用以及影响掺渣、能耗增加的费用,油浆、烧焦部分的影响因缺少统计数据且影响很小而暂不计算,初步测算LTAG项目效益为268.55元t。此外,由于Ⅲ加氢装置掺炼焦化柴油,其原料柴油十六烷值平均为29.7,以此计算,每回炼1 t加氢LCO,可减产2.064 t符合国Ⅲ标准的0号普通柴油,增产1.064 t符合国Ⅴ标准的0号车用柴油,若Ⅲ加氢装置全部加工LCO,车用柴油产量将进一步增加。
2.5 RLG路线
RLG技术以LCO为原料,针对LCO芳烃含量高的特性,结合加氢裂化工艺过程的反应特点,通过控制芳烃转化途径进行选择性加氢反应,生产高辛烷值、低硫含量的汽油组分,同时提高柴油十六烷值、生产低硫含量的柴油组分,副产液化气和燃料气。安庆分公司1.0 Mta催化柴油加氢转化(RLG)装置于2017年6月30日建成中交,12月1日生产出满足国Ⅴ柴油标准的柴油组分,12月4日生产出满足国Ⅴ汽油标准的汽油组分。
RLG装置采用加氢精制和加氢裂化串联及部分轻柴油循环工艺,使用由石科院研发、中国石化催化剂有限公司长岭分公司工业生产的专用加氢精制催化剂RN-411和加氢裂化催化剂RHC-100催化剂。2018年5月对RLG装置进行了首次技术标定,加工原料为安庆分公司3套催化裂化装置生产的LCO的混合柴油,原料油性质如表9所示,产品质量如表10所示[9]。
由表9和表10可以看出,应用RLG技术后柴油转化率可达49.7%,能够稳定生产合格的国Ⅴ车用汽油、柴油调合组分,柴油十六烷指数可提高约13百分点,稳定汽油(加氢石脑油)研究法辛烷值可达92.0,精制柴油和稳定汽油硫、氮质量分数均小于5 μgg,RLG技术可实现重芳烃高选择性转化为轻质芳烃的目标,拓宽了催化柴油出路,经济效益明显。
RLG装置生产运行一个月后,FCC装置停收Ⅲ加氢装置精制柴油,采用RLG-LTAG组合工艺,引RLG装置柴油试生产,回炼RLG柴油量最高可达36 th。相较于加氢精制与LTAG组合工艺,RLG-LTAG组合工艺的轻质油收率更高,其中干气产率略有上升,液化气收率上升约1.9百分点,柴油收率下降约0.25百分点,油浆产率下降约1.17百分点。RLG装置投产运行后,Ⅲ加氢装置停工备用,重油加氢柴油进液相柴油加氢装置进行回炼。安庆分公司通过优化LCO加工路线,企业柴汽比由1.0逐渐降低至约0.7,企业柴汽比得到大幅降低,同时全面消减普通柴油,提高了全厂车用柴油的产量。

表9 RLG装置原料油性质

表10 RLG装置加氢石脑油和加氢柴油性质
3 结 论
(1)随着柴油质量升级的加速,LCO加氢精制技术路线受限愈发明显,Ⅲ加氢装置体积空速由生产国Ⅲ标准柴油时的1.42 h-1降至生产国Ⅴ标准柴油时的1.08 h-1,LCO加氢精制能力的降低促使企业寻找更优的LCO加工路线。
(2)根据市场成品油需求柴汽比的降低,安庆分公司采取有效措施降低企业柴汽比,积极拓展LCO出路,通过深度加氢精制工艺、蜡油加氢与催化裂化装置联合工艺、重油加氢与催化裂化装置联合工艺、LTAG工艺、RLG工艺等,提高轻质油收率,提高车用柴油产量。
(3)通过对不同LCO加工路线的比较可知,选择RLG技术路线可取得更大的经济效益;RLG装置生产运行后,Ⅲ加氢装置停工备用,RLG装置精制柴油进催化装置回炼的LTAG路线,使得优化后的LCO加工路线取得的经济效益更高。
猜你喜欢
价值工程(2022年19期)2022-06-14
电子乐园·下旬刊(2022年5期)2022-05-13
能源化工(2021年6期)2021-12-30
能源工程(2021年1期)2021-04-13
船舶标准化工程师(2020年1期)2020-06-12
化工技术与开发(2020年1期)2020-02-20
石油石化绿色低碳(2019年6期)2019-01-14
石油石化绿色低碳(2019年6期)2019-01-14
文学少年(绘本版)(2018年5期)2018-07-02
学生天地·小学中高年级(2015年6期)2015-07-30
