超高速磨削电主轴热特性分析*
2019-05-07 12:40刘保国
组合机床与自动化加工技术 2019年4期
张 闯,刘保国,b,冯 伟,b
(河南工业大学 a.机电工程学院;b.河南省超硬磨料磨削装备重点实验室,郑州 450000)
0 引言
超高速磨削的线速度可达150m/s以上[1],在很大程度上提升了加工效率和质量。高速度带来的电主轴热变形问题一直是学术界的研究重点。文献[2-3]表明40%~70%的机床加工误差是由机床热变形引起的。文献[4]计算了内装异步电机主轴的定转子损耗发热和轴承摩擦发热,分析了不同散热系统的散热特性,创建了三维模型,并利用ANSYS软件进行了温度及温升的研究。文献[5]对电主轴电机发热进行了分析,对轴承的摩擦发热应用局部法进行了研究,给出了电主轴热载荷和热边界条件的计算方法,使用 ANSYS进行仿真分析,并通过实验验证了其仿真分析的准确性。
以上对电主轴内部温度场的研究尽管都十分详尽,但研究对象都是转速较高且为内装异步电机的电主轴,鲜有对磨削线速度很高且内装同步电机的电主轴温度场的分析研究。因此,文章对超高速磨削同步电主轴进行了热源及各部分对流换热系数的计算,把这些热边界参数加载到有限元分析软件ANSYS Workbench中,进行热特性的仿真分析,依据分析结果得到了电主轴的内部温度分布情况及其热变形情况和到达热稳态的时间,并根据分析结果给出了改善电主轴内部温度分布不均的办法。
1 电主轴热量传递过程分析
因为电主轴使用的电机为永磁同步电机,所以,电机转子几乎无损耗,电机生热集中在定子的损耗上。超高速同步电主轴的热源分为两部分。一是定子的损耗热量:定子损耗的一部分热量通过热辐射和热对流传递到周围空气以及转子上,但大部分热量还是通过强迫对流换热被冷却套筒中的冷却液带走了。二是轴承因转动产生的摩擦热:前轴承和后轴承摩擦产生的热量通过热传递部分传递到主轴和转子上,另一部分被润滑系统中的压缩空气带走。此外,因为电主轴的壳体与外部空气存在着温度差,所以壳体与外部空气也时刻发生着热交换。
2 电主轴的热源发热量计算
2.1 电机定子热损耗计算
电机在正常工作时效率并非是百分之百的,有一部分功率要用来克服各类损耗,这一部分功率即为电机的损耗功率。由于同步电主轴内装永磁同步电机,转子无励磁电流,故转子几乎无功率损耗,所以可以把损耗假定全部转化为定子的损耗,电机的功率损耗计算公式[8]为:
(1)
其中,MT代表电机的输出力矩;n代表电机的转速;η代表电机的效率;Qs代表损耗功率,单位为W。
2.2 轴承的摩擦生热量计算
电主轴选用的轴承参数如表1所示,轴承的摩擦生热量可根据如下公式[11]计算:
Qm=1.047×10-4M·n
(2)
其中,M为轴承的总摩擦力矩,n为轴承的转速。
根据Palmgren 力矩测试实验可知:与负载作用相关的摩擦力矩M1和与润滑剂粘度相关的摩擦力矩M2组成了滚动轴承的总摩擦力矩M。 所以,总摩擦力矩M可表示为:
(3)
其中,f1代表与轴承的润滑方式有关的系数;p1代表轴承摩擦力矩的计算载荷;dm代表轴承节圆直径;f2的数值与轴承的类型和其润滑的方式相关,对于角接触球轴承f2=1;ν代表轴承润滑剂的运动粘度;n为轴承转速。

表1 前、后轴承参数
2.3 生热率计算
生热率计算公式为:
(4)
其中,q代表物体的生热率,单位为W/m3;Q代表物体的生热量;V代表物体的体积。
定子可以等效看作为一个圆形的筒状体,它的体积计算公式为:
(5)
其中,l代表定子铁芯长度;d1代表定子外径;d2为定子内径。
轴承的等效体积计算公式为:
(6)
其中,dm代表轴承的节圆直径;Dg代表轴承滚动元件的直径。
3 电主轴各主要部件表面的换热系数计算
3.1 定子外表面上换热数计算以及转子外表面上换热数计算
在工程中发生在固体与流体之间的热量交换方式被称作对流换热,它是热传导与热对流一起作用的一种表现形式,可用努谢尔特准则[12]计算:
(7)
其中,h代表对流换热系数;λ代表导热系数;Nu为努谢尔特数;D代表特征尺寸。其计算过程:首先要计算出流动体的流速,然后根据流速计算出雷诺数Re,再根据雷诺数Re判断流动体的状态,然后选择相应的数学公式来计算出努谢尔特数,再根据上述公式来推算出要求的换热系数。定子外表面上换热数以及转子外表面上换热数可以根据文献[8]中的计算公式得出。
3.2 转子端面与空气的对流换热
电机转子在正常工作时,其端面既发生着对流换热,同时也发生着热辐射,是一种复合型换热,复合换热系数可用下式计算:
(8)
其中,n代表电主轴转速;d代表转子端部的平均直径。
3.3 轴承与其周围气体的对流换热
根据轴承的工作情况,电主轴选择的润滑方式为油气润滑。空气经过压缩后通入到轴承上,在轴承内外圈间产生沿轴承轴向的气流。则轴承与其周围空气的对流换热的计算公式为:
α=c0+c1uc2
(9)
其中,c0,c1,c2为实验总结出来的常数,分别取9.7,5.33,0.8。u为压缩空气的平均速度,可由下式计算:
(10)
其中,V1代表真实作用在轴承上的压缩空气流量;Aα代表轴向气流与轴承的接触面积;ω代表主轴旋转角速度;dm代表轴承节圆直径。轴向气流和轴承的接触面积Aα可由下式计算得出:
Aα=2πdmΔh
(11)
其中,Δh表示轴承内外圈到保持架的平均距离。
3.4 电主轴壳体外表面上换热系数的计算
当电主轴正常运转时,内部热源通过各种热交换提高主轴外壳的温度,并与外部空气产生一定的温差。在温度差的作用下,壳体外表面与周围的空气发生自然的对流热交换以及会向外界辐射一些热量。 其换热系数可由下式确定:
hs=hc+hr
(12)
工程实际中,通常取hs=9.7 W/(m2·℃)。
4 电主轴的热特性分析
4.1 建立三维有限元模型
首先在Solidworks 2015中创建电主轴的三维有限元模型,该模型的构建要遵循一些简化原则[12-13]:①可以忽略倒角,圆角,螺孔,气孔等微小特征。②可以把定转子简化为等效厚壁圆筒。③因转速较高,可以把滚珠等效为截面积相同的圆环。根据上面的三原则创建的电主轴三维模型如图1所示。

图1 电主轴三维模型图
4.2 电主轴的稳态温度场分析
把创建好的三维模型导入到ANSYS Workbench中,设定好各部分零件的材料属性,设定网格划分尺寸为3mm,网格质量相关度设为100,网格划分后的三维模型如图2所示。
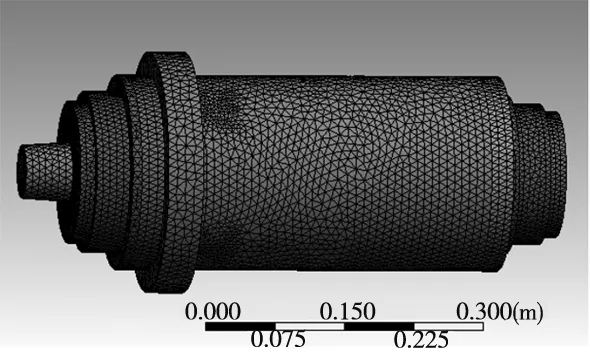
图2 划分网格后的三维模型图
设定开始温度为22℃,主轴的转动速度为6000 r/ min,使用前文的生热率计算公式以及换热系数的计算公式,计算得到各热边界参数数值如下表2所示。然后再将计算得到的各热边界参数数值添加到有限元模型上,对其进行稳态温度场分析,其稳态时的内部温度场情况如图3所示。

表2 热边界参数计算值

图3 电主轴热稳态时温度分布情况
从图3可以看到,同步电主轴的内部温度分布十分不均匀,各个部件之间的温度相差很大。电主轴温度最高的部件是前轴承滚珠,温度大约为76.8℃,后轴承滚珠处温度仅次于前轴承处,温度约为73.2℃。造成此种现象的原因有二:其一是前轴承靠近砂轮其负载较大,故前轴承处会产生较多热量。其二是前、后轴承处空间都相对狭小,对于散热不利。整个主轴系统中温度最低的部件是冷却水套筒,温度约为42℃,这是因为定子虽然也产生大量的热量,但是由于冷却水传热系数大,大部分定子产生的热量可以被冷却水带走,所以,定子上的温度远低于前、后轴承上的温度。
4.3 电主轴热-结构耦合分析
电主轴产生热变形最重要的原因是由于电主轴各个部件之间的温升不同,温升不同造成了各部件热膨胀量不同。热—结构耦合分析可以直观地显示出电主轴各部件的变形程度。把前面稳态热分析的结果作为热载荷导入到热—结构耦合分析中,然后求解,得到电主轴的变形云图。如图4~图7所示。

图4 总变形云图
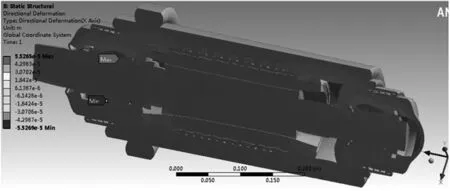
图5 X轴方向变形云图

图6 Y轴方向变形云图

图7 Z轴方向变形云图
根据图4可以看出,整个同步电主轴的最大变形出现在主轴后端,主轴前端的变形也相对较大,主轴中间的定子和转子位置,其变形相较于主轴前后端变形小了许多,这是由于冷却水冷却作用,使其温升较小,变形较小。观察图5和图6可以看到,主轴在X轴和Y轴方向上的变形相对较小,并且变形大的地方多集中在前轴承和后轴承处,这是因为前后轴承处发热量较大且其散热相较于定子处较差,造成其径向变形量较大。从图7可以看出,Z轴方向的变形即为电主轴轴向的变形,因为前后轴承及转子处热膨胀,造成了主轴轴头处发生很大的轴向热位移,轴向热位移是影响机床加工精度和机床稳定性的首要原因。
4.4 电主轴的瞬态温度场分析
瞬态热分析初始条件设定与稳态热分析初始条件相同,不同点在于设定随时间变化的热边界条件以及求解时间和载荷步,然后求解,得到结果。瞬态热分析得到的结果是一个变化的动态过程,因此图8只代表某一时刻的温度分布。
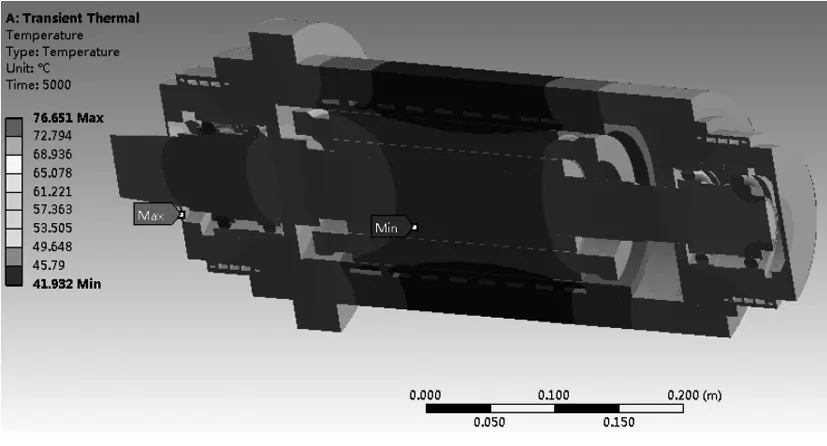
图8 某一时刻瞬态热分析结果
ANSYS Workbench中可以在某一点放置温度探针以获取该点的温度时间数据。得到瞬态热分析结果后,为得到同步电主轴主要部位的温度变化规律,分别在电主轴前、后轴承同一轴向处以及定、转子同一径向处放置温度探针,得到这些部位的温度随时间变化的数据,处理这些数据可得到其温度—时间曲线,如图9所示。

图9 选定点温度-时间曲线
然后截取4个选定点前100s的温度时间数据,如图10所示。
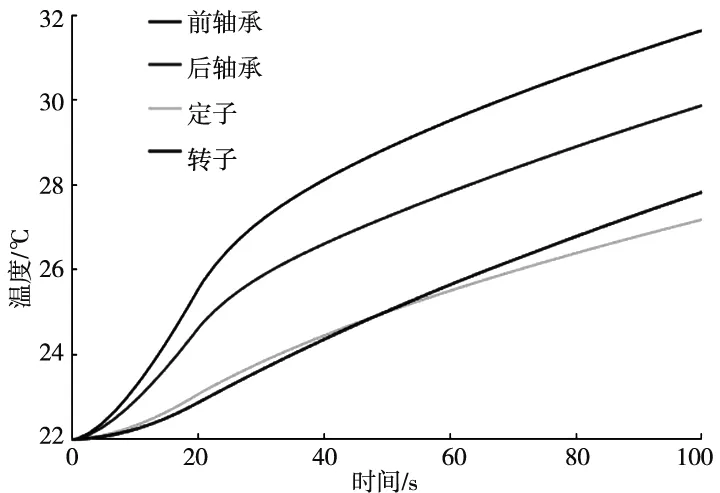
图10 前100s的温度-时间曲线
从图9、图10中能够得到,前、后轴承曲线表明前轴承和后轴承的温度上升趋势是一致的,这也表明前、后轴承的变形趋势是一致的,这样就能避免因前、后轴承变形趋势不一致而致主轴轴头发生抬头现象。定转子温升曲线表明定转子的整体温升趋势也是一致的,但由于定子靠近冷却水套筒,冷却水对流换热系数较大,故其热量散失的较快,热稳态时定子整体温度比转子低了5℃左右,其温升曲线也解释了图10中为何定子温度开始略高于转子,随后便一直低于转子的现象,证明了冷却水对于降低主轴温升的作用。
结合图9、图10还可以看出,前后轴承以及定转子的温度在前3000s上升明显,3000s~5500s之间温度升高速度明显下降,然后在6000s左右基本达到了热平衡状态。所以,在实际加工中,可以对机床先进行6000s左右的热机,然后再对零件进行加工,这样就能减小机床热变形对加工工件精度的影响。
5 结论
通过对超高速磨削同步电主轴的稳态温度场分析、热-结构耦合分析以及瞬态温度场分析,可以得出如下结论:
(1)虽然电主轴采用了同步电机,转子不发热,但是,由于转子和定子之间间隙很小,定子产生的热量通过热辐射和热对流传递给转子,使转子的温度也不断升高,当到达热稳定状态时,转子温度比定子温度高约5℃。
(2)电主轴瞬态热分析温升趋势表明,此电主轴轴承布置方式较为合理。从温升趋势可以看出电主轴内部温度场在6000s左右达到平衡状态,此后再进行零件加工,可以有效降低机床热变形对零件加工精度的影响。
(3)从定转子之间的温度差可以看出冷却水对于降低主轴温升的作用,因此,要减小主轴的温升,可以加大冷却水流量。或者减小轴承的摩擦热产生,即适当地减小轴承开始时的预紧力,并且使用质量更轻的陶瓷球轴承。
猜你喜欢
机床与液压(2022年8期)2022-09-19
防爆电机(2022年4期)2022-08-17
防爆电机(2022年4期)2022-08-17
装备制造技术(2022年4期)2022-07-24
轴承(2022年7期)2022-07-19
电机与控制应用(2022年4期)2022-06-27
制造技术与机床(2022年1期)2022-01-19
当代陕西(2019年24期)2020-01-18
电子制作(2018年2期)2018-04-18
科学与财富(2016年34期)2017-03-23