
电感耦合等离子体发射光谱(ICP-OES)法测定不锈钢中的硅、锰、磷、铬、镍、钼、铜
2019-04-28 08:00罗海霞
中国无机分析化学 2019年2期
罗海霞
(1北矿检测技术有限公司,北京 102628;2金属矿产资源评价与分析检测北京市重点实验室,北京 102628)
前言
我国不锈钢产业发展进步较晚,建国以来到改革开放前,我国不锈钢的需求主要是以工业和国防尖端使用为主。改革开放后,国民经济的快速发展,人民生活水平的显著提高,拉动了不锈钢的需求。不锈钢以耐空气、蒸汽、水等弱腐蚀介质或具有不锈性而著称。它在我们的生产和生活中有着普遍的应用,小到餐具,大到工业和国防尖端使用。而不锈钢的化学成分分析传统上主要有比色法、容量法和重量法[1]。如王黎明[2]分光光度法联测不锈钢中铬和锰的发展;袁秉鉴[3]利用分光光度法能够快速测定不锈钢中的铬、镍、钼、钛、锰;沈京沙[4]等用还原光度法同时测定不锈钢中铬和锰。传统的方法均存在操作复杂、分析时间长、干扰较多且元素不能同时测定等问题。ICP-OES法相对于传统的化学分析方法而言,具有线性范围宽、基体效应小、动态范围宽、快速简便、可以多元素同时测定的优点[5]。由于仪器的温度、电源、氩气、冷却水、峰位置、背景、稳定时间、测量时间等因素的变动都会引起信号的变化和漂移,即在某种程度上仪器的漂移难以消除[6-7],因此,实验中以钇(Y)元素作为内标元素,以测量相对强度。
本文使用盐酸和硝酸的混合酸溶解样品,加入钇内标元素,用同牌号或同类牌号组分相近的含量高、低不同的标准钢样绘制工作曲线。用电感耦合等离子体发射光谱法(ICP-OES)测定不锈钢中的硅、锰、磷、铬、镍、钼、铜元素,此方法精密度、准确度高,且快速、准确,能够满足生产分析检测的需要。
1 实验部分
1.1 主要仪器
700-ES系列全谱直读等离子体光谱仪(安捷伦科技公司);ICP ExpertT MII 操作软件。操作条件见表1。
1.2 试剂
除非另有说明,在分析中仅使用确认为分析纯的试剂,实验用水为超纯水(电阻率大于18 MΩ·cm)。

表1 仪器测量参数
1.3 实验方法
1.3.1 样品处理
准确称取0.1 g试样(精确至0.000 1 g),置于100 mL钢铁容量瓶中,加入10 mL混合酸[V(HNO3)∶V(HCl)∶V(H2O)=1∶2∶3],置于电热板上低温加热溶解,至样品完全分解后煮沸除去氮氧化物,取下冷却至室温,加入5.00 mL钇(Y)内标溶液(0.10 mg/mL),用水稀释至刻度,混匀。按仪器工作条件进行测定。随同试料制备样品空白。
1.3.2 标准曲线的绘制
选用标准钢样绘制工作曲线比基体匹配的标准溶液快捷、方便,故实验中选择标准钢样绘制工作曲线。准确称取标准钢样品,按样品处理方法处理标准样品,同时移取相同量的钇内标溶液,配制成标准溶液系列, 标准溶液系列中钇内标浓度为5 mg/L。标准曲线系列见表2。将标准溶液质量分数值输入计算机,按仪器工作条件测量。根据各元素的发射强度和钇内标的发射强度比值和对应元素的浓度绘制标准曲线,标准曲线的相关性系数不小于0.999。采用相同的仪器工作条件测定空白溶液和试料溶液,根据标准曲线确定其中被测元素的浓度。
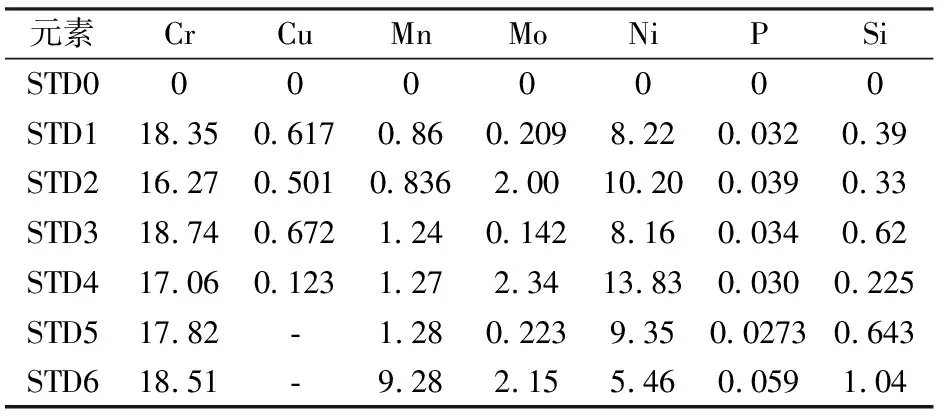
表2 标准曲线系列
2 结果与讨论
2.1 分析谱线的选择
光谱干扰是ICP-OES最为严重的干扰,本方法选择标准钢样绘制工作曲线,使样品和标准曲线基体一致,消除了铁对待测元素的干扰。同时采用选择待测元素的不同分析线同时测定,选择“强度大、峰形好、干扰少的谱线”作为选择分析线,以此消除谱线间的干扰。Cu 213.598 nm对磷的谱线213.620 nm干扰比较严重,所以磷选取了真空紫外区的178.284 nm作为分析线。由此选择的分析波长见表3。
2.2 方法的检出限
连续测定11次制备空白溶液中锰、磷、硅、铬、镍、铜和钼的含量,以测定结果标准偏差的3倍为测定元素的方法检出限。检出限结果见表4。
2.3 方法的精密度
按实验方法测定不锈钢样品,每个样品连续测定11次,计算其相对标准偏差,结果见表5。

表3 波长谱线选择

表4 方法检出限
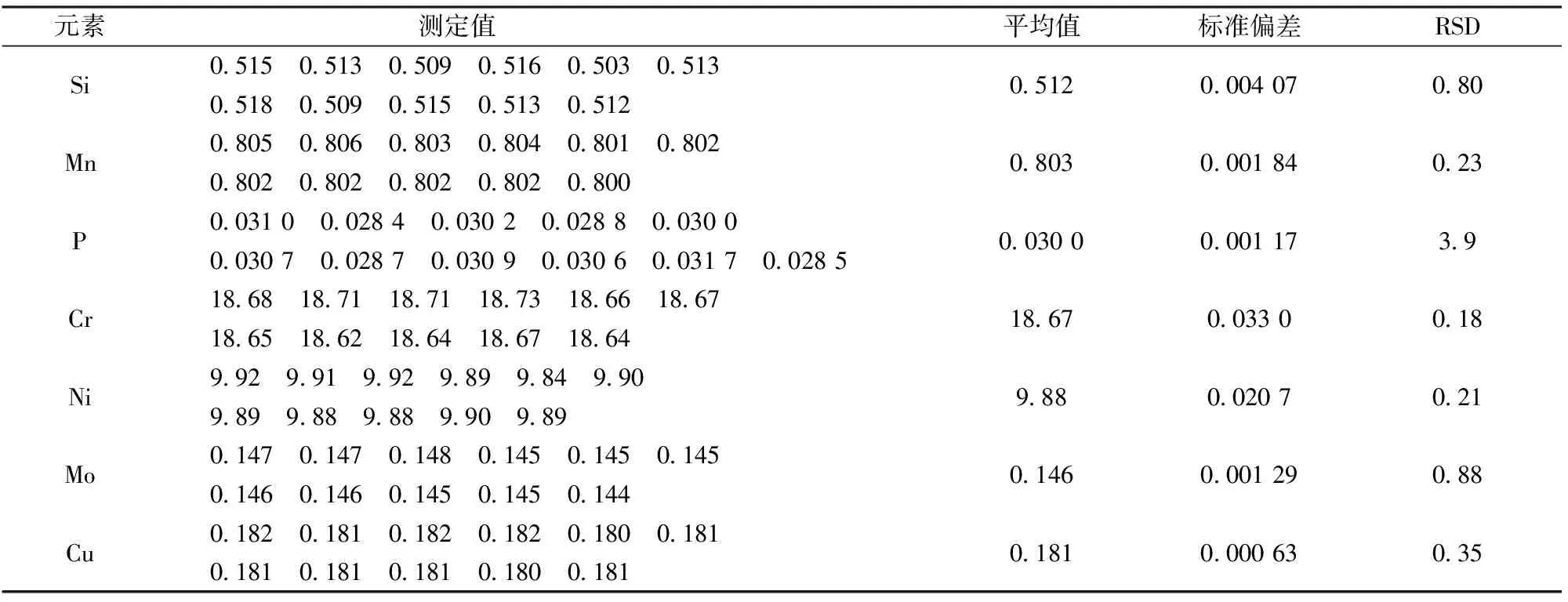
表5 精密度实验结果
从表5可以看出,元素质量分数在0. 01%~0. 10%时,RSD<5%;质量分数大于0.10%时,RSD <1%。说明方法稳定性好。
2.4 方法的准确度
为验证方法的准确性,按照实验所选溶样方法和仪器工作条件,对不锈钢标准物质YJZ0601和YJZ9714D进行测定,考察方法的准确度,将测定结果与标准值进行对比,比对结果见表6。
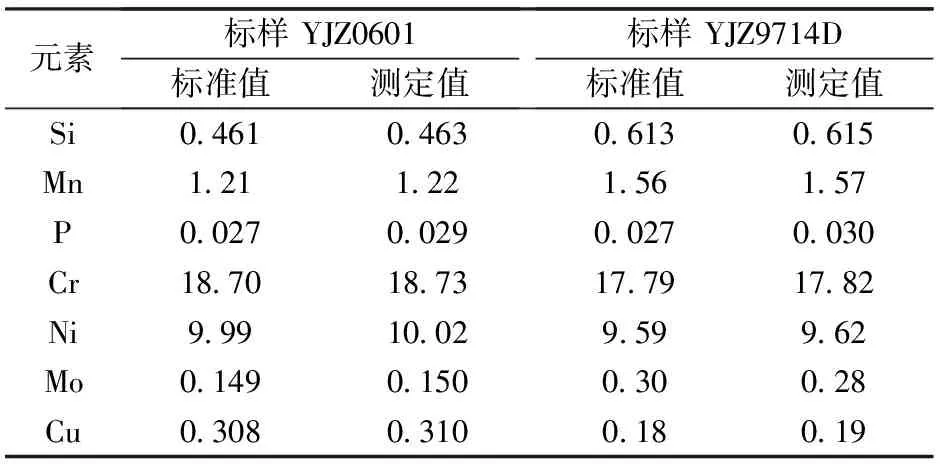
表6 方法的准确度实验
从表6可以看出,标准样品的测定值与标准值基本吻合,说明方法准确可靠。
3 结论
本工作采用盐酸和硝酸的混合酸溶解试样,用同牌号或同类牌号组分相近的含量高、低不同的标准钢样绘制工作曲线,做到了校准曲线和实际样品基体完全匹配,有效减少基体差异的影响。使用钇为内标元素,有效地降低了由于仪器的温度、峰位置、测量时间等因素和试液的黏度等物理性质等引起的变动,用ICP-OES法测定不锈钢样品中的硅、锰、磷、铬、镍、钼、铜元素的含量。对标准样品按实验方法进行测定,标准样品的测定值与标准值基本吻合。元素质量分数在0. 01%~0. 10%时,相对标准偏差(n=11)RSD< 5%;质量分数大于0.10%,RSD<1%。此方法精密度、准确度高,且简单易操作,能够满足生产分析检测的需要。
猜你喜欢
中国科技财富(2022年8期)2022-12-18
物理学报(2022年10期)2022-06-04
趣味(数学)(2022年3期)2022-06-02
浙江化工(2022年1期)2022-02-19
一重技术(2021年5期)2022-01-18
天津诗人(2021年1期)2021-11-12
口腔护理用品工业(2021年4期)2021-11-02
小哥白尼(军事科学)(2021年12期)2021-03-29
物理实验(2020年12期)2021-01-06
中国科技纵横(2019年23期)2019-02-14
