小波包分析法在起重机滚动轴承故障诊断中的应用
2019-04-22 00:39:28
中国特种设备安全 2019年12期
(江苏省特种设备安全监督检验研究院江阴分院 江阴 214400)
随着国民经济和工业的发展,起重设备朝着大型化和高速化发展,滚动轴承作为起升机构电机中的重要部件,承担着传递转矩和支承整个转子系统的重要作用,由于经常受到频繁起制动和高速运转的影响,经常超负荷运行导致损坏。调查发现大约有30%的旋转机械安全事故是由轴承故障引发的[1],所以建立一套有关轴承故障检测系统显得十分重要。轴承的破坏一般从表面损伤开始,由破坏表面与其他接触体之间的摩擦形成的脉冲振荡信号判断轴承故障的形式与位置,是一项十分有效的故障检测方法[2]。特种设备用电机由于其工作特点的复杂性,环境噪声将对振动信号的采集和传输产生影响,因此采用何种降噪技术对检验精度的提高有重要意义[3]。目前常用的两种降噪技术为FFT降噪和小波去噪,FFT非平信号滤波降噪会导致一部分尖端信号被当作噪声去除,且无法去除特定频率信号,而基于小波去噪的轴承故障检测虽然避免了此误差,但由于其按指数间隔进行时频分解,对高频段的分辨率低于检验所需标准。因此本文基于小波包能量法对电机轴承实施信号处理和故障诊断,以获得较高的精度和检验效率。
1 小波包与Hilbert 分析
小波变换由于其在时频分解方法上具有很强的局部优化特点,因此在非平稳故障信号的提取上越来越多地被使用,只是在高频信号区域频率和低频时域的分辨率较差[4]。故本文采用的小波包分析法通过对频带进行多层次分解,并由不同频带信号特征展开信号频谱的匹配,以解决分辨率不足的问题[5-7]。小波包能量法的原理如图1所示,其中:U0为采集的滚动轴承源信号;A,D分别表示信号的低频与高频区域。在一个完整的小波包分解中,将小波子空间Wj与尺度空间Vj相结合起用一个新的子空间来表达:

图1 三层小波包分解树
小波包能量谱即采用此方法最终得到的能量分布,根据Parseval原理,故障轴承的原始采集信号以及经过小波包变换之后在能量层具有如下关系:

式中:
f(x)——原始采集信号;
C(j,k)——经小波包能量分解后第j层第k个节点的幅值。
由上式可知,将各个频信号作如下的平方加运算,即可求得指定频带中的小波包能量谱能量表达式Ej,k:

式中:
N——被采集信号长度值大小;
所有的Ej,k之和所构成的小波能量谱E为:

轴承表面的损伤特征不同,其与其他元件之间在旋转时产生的振动冲击信号也就不同,据此可判断故障所属构件以及故障破坏类型。高速旋转下故障引起的高频间歇性冲击带来轴承系统的固有振动,因此信号面临解调问题。为了提高故障检测的精度,需要对最终重构的故障振动特征信号进行包络解调。Hilbert基于包络解调的信号变化方法,可快速得到检测所需的瞬态时域、频域、相位图等特征。若轴承检测中发现某一信号x(t),则针对其的Hilbert变换可表示如下:
则x(t)的解析信号r(t)可按下式求出:

A(t)为r(t)的幅值,也即x(t)的包络:

最终根据被求解析信号x(t)可得到调制信号即相应故障的特征信号详细信息,此时的频率则可视为起重机减速器滚动轴承的发生故障时的特征频率。
2 试验方案
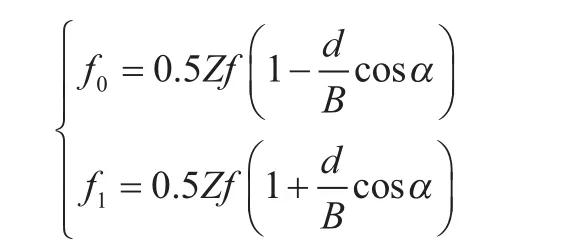
美国凯斯西储大学对轴承故障进行试验研究并提供各种详尽的试验数据库,本文采用桥式起重机常用滚动轴承型号6205故障数据。信号采集过程中将振动传感器置于所用电机的驱动端,采集时的电机实际转速n为1772 rpm,采样频率设为12kHz。轴承故障信号的不同代表着所首先破坏的构件不同,依据内圈、滚动体和外圈的位置可提前计算出不同构件发生故障时的固有特征频率,计算式如下:
式中:
f0——外圈故障的特征频率;
f1——内圈故障的特征频率;
f——转轴的转动频率(f=s/60,s为转轴转速);
Z——滚动体个数;
d——滚动体直径;
B——轴承节径。
根据上式带入6205型轴承的相关参数计算得内圈的固有特征频率为159.96 Hz,外圈则为105.89 Hz,滚动体特征故障频率为70.55Hz,保持架的特征故障频率最低为11.92Hz,在MATLAB中针对此轴承的正常工作、内外圈及滚动体发生故障时的非正常信号作数据输出,其时域波形结果如图2~图5所示。横坐标为时域信号的时间,纵坐标则为压电式采集传感器输出的振动信号值。

图2 正常运行时的时域
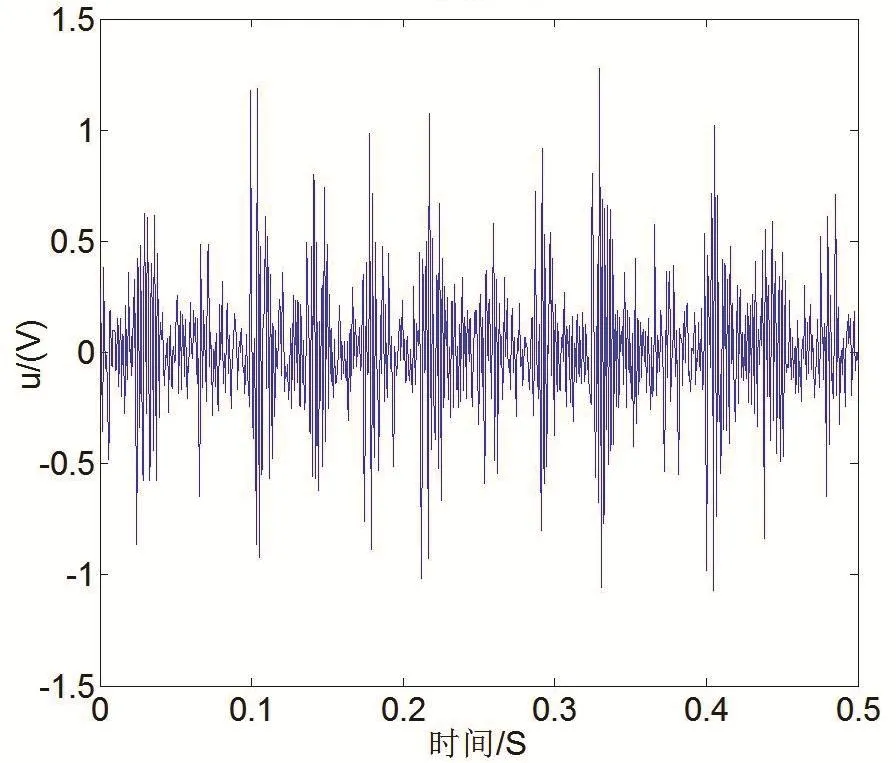
图3 内圈故障时的时域信号
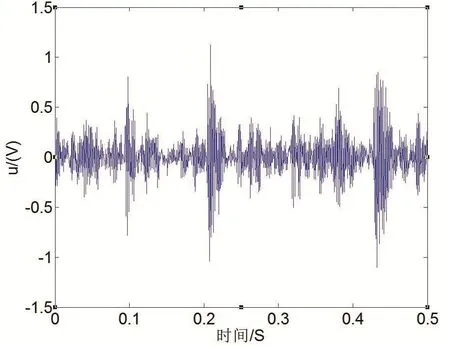
图4 外圈故障时的时域信号
由图2~图5可以看出:相比正常工作的轴承信号,起重机故障滚动轴承的输出信号时域波形明显较为密集,且波形峰值规律有所不同。具体表现为:当轴承内圈发生故障时,波形峰值分布较为分散且与其他振动压电信号差别不大;轴承外圈故障时,波形分布更加密集,峰值较为稀疏且易于分辨;当滚动体发生故障时,时域波形表现为只有一个明显的波峰,且最大峰值较小,只有正常压电信号的两倍。其在频域上,故障振幅的表现也有相同特征且高频特征明显,如图5所示。基于小波包能量分解法的起重机滚动轴承检测流程图如图6所示。
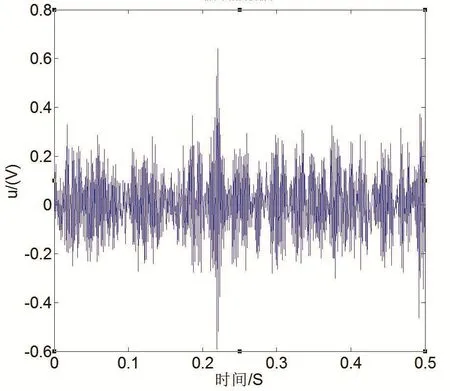
图5 滚动体故障时的时域信号
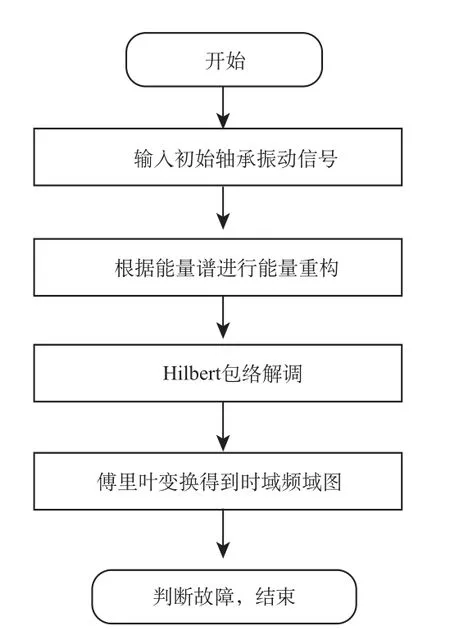
图6 检验方案流程图
3 检测结果与故障分析
为更加清晰地对轴承故障类别进行判断,利用小波包分解法进行能量谱图的绘制,采用db2小波对以上分析的起重机滚动轴承正常工作、内圈故障、外圈故障及滚动体故障几种采集信号进行能量的集中频段提取表达,第三层的分解结果如图7~图10所示。
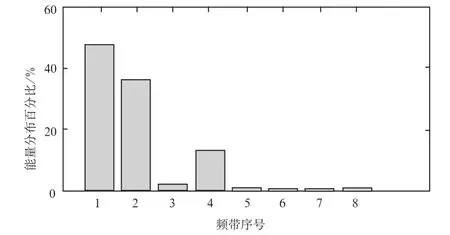
图7 正常振动的能量分布
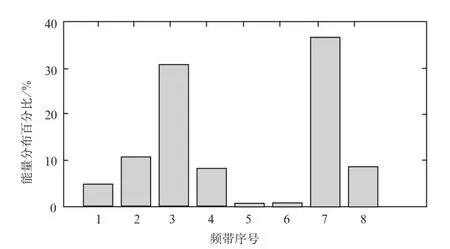
图8 内圈故障振动的能量分布
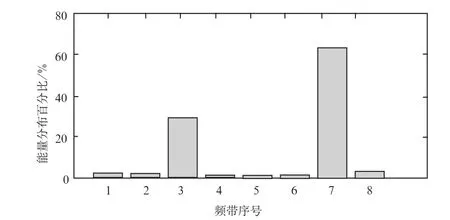
图9 外圈故障振动的能量分布
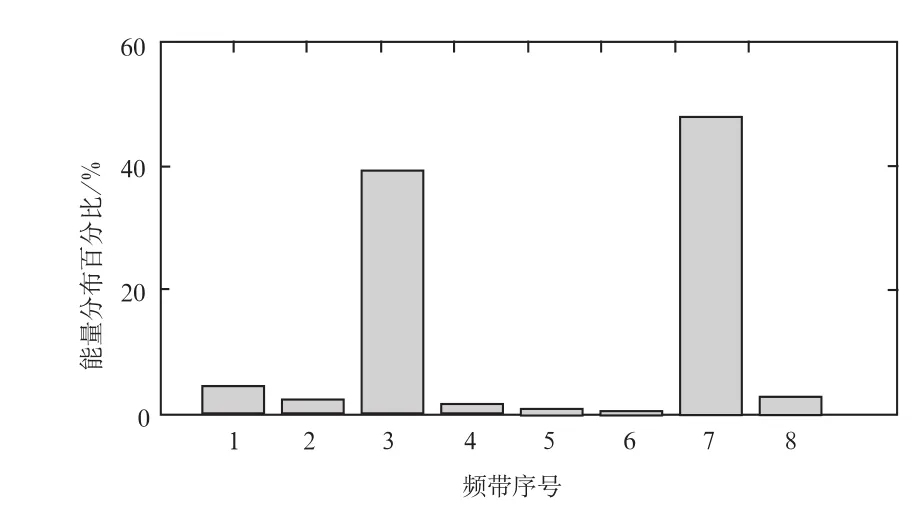
图10 轴承滚动体故障信号的能量分布
由图7~图10可知,不同构件故障时表现出的能量分布有很大差异,轴承无故障正常运行时前四个低频区域大约占据了总能量的90%以上,这主要归因于周期性振动引发的规律性动态响应。而当各构件发生故障时,其中若干单个频带的能量明显高于其他值,此例中频带7最为显著,主要是由于当各构件发生点蚀、磨损等损伤时带来的周期性冲击将破坏原来的低频振动,以致引起支承转子对冲击的高频响应和固有频率的改变。对比图8和图9、图10还可发现,于频带7能量而言,轴承内圈和滚动体发生故障时较外圈故障时其值稍低,这是因为当内圈和滚动体之间的面面接触摩擦造成故障脉冲力信号能量损失,因此能量分布也会显现出幅度降低趋势。由此可知,利用小波包能量法可以有效地对起重机用轴承的运行状态及故障原因进行检测和判断。
接下来采用能量熵标准对滚动轴承的低频到高频的振动故障信号进行采集和系数重构,归一化处理后的结果如图11所示,重构了各分解节点(3,0),(3,1),(3,2),(3,3),(3,4),(3,5),(3,6),(3,7)所对应的第三层对应节点各个频段能量值总和。由图11可知,轴承故障节点主要分布在节点(3,6)处,故障轴承的能量分布较为集中且高频,对重构信号作EMD分解,求得9个IMF分量和1个残余量,将各IMF分量与采集特征频率相结合后,结果见表1。
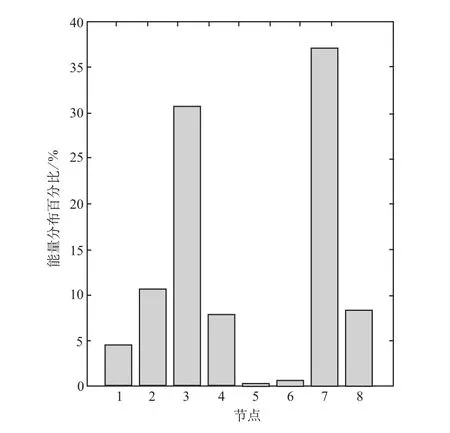
图11 故障频段能量图
由表1可知IMF1的相关系数值最大,故该分量应该最能准确地反映出故障信号特征,因此选择IMF1做Hilbert包络谱分析,图12为IMF1分量的Hilbert频谱图,最大峰值频率分布在154.35Hz附近,最接近6205型轴承之前计算得到的内圈的固有特征频率为f=159.96Hz,故可以判断此时滚动轴承为内圈故障。相比理论计算值,利用小波包检测的故障特征频率的相对误差为3.5%,误差较小,并不会影响对故障类型的判别,因此结果有一定的可信度。
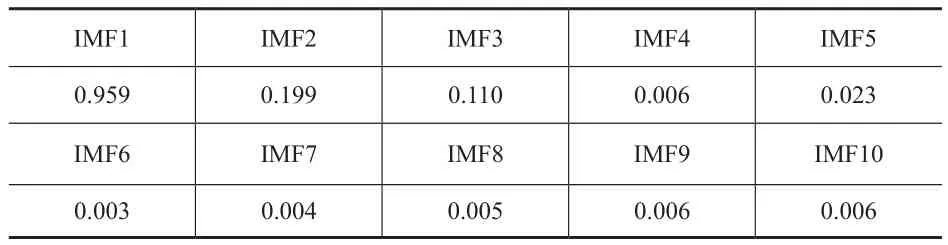
表1 IMF分量的相关系数
虽然本文利用的是实验室数据,但将此方法对实际起重机起升机构的减速器滚动轴承进行检测,可以对支承电机转子的滚动轴承的运行状态预测和故障甄别提高准确度和效率,势必也将提高电机及起重机整体安全性能和降低事故发生率。
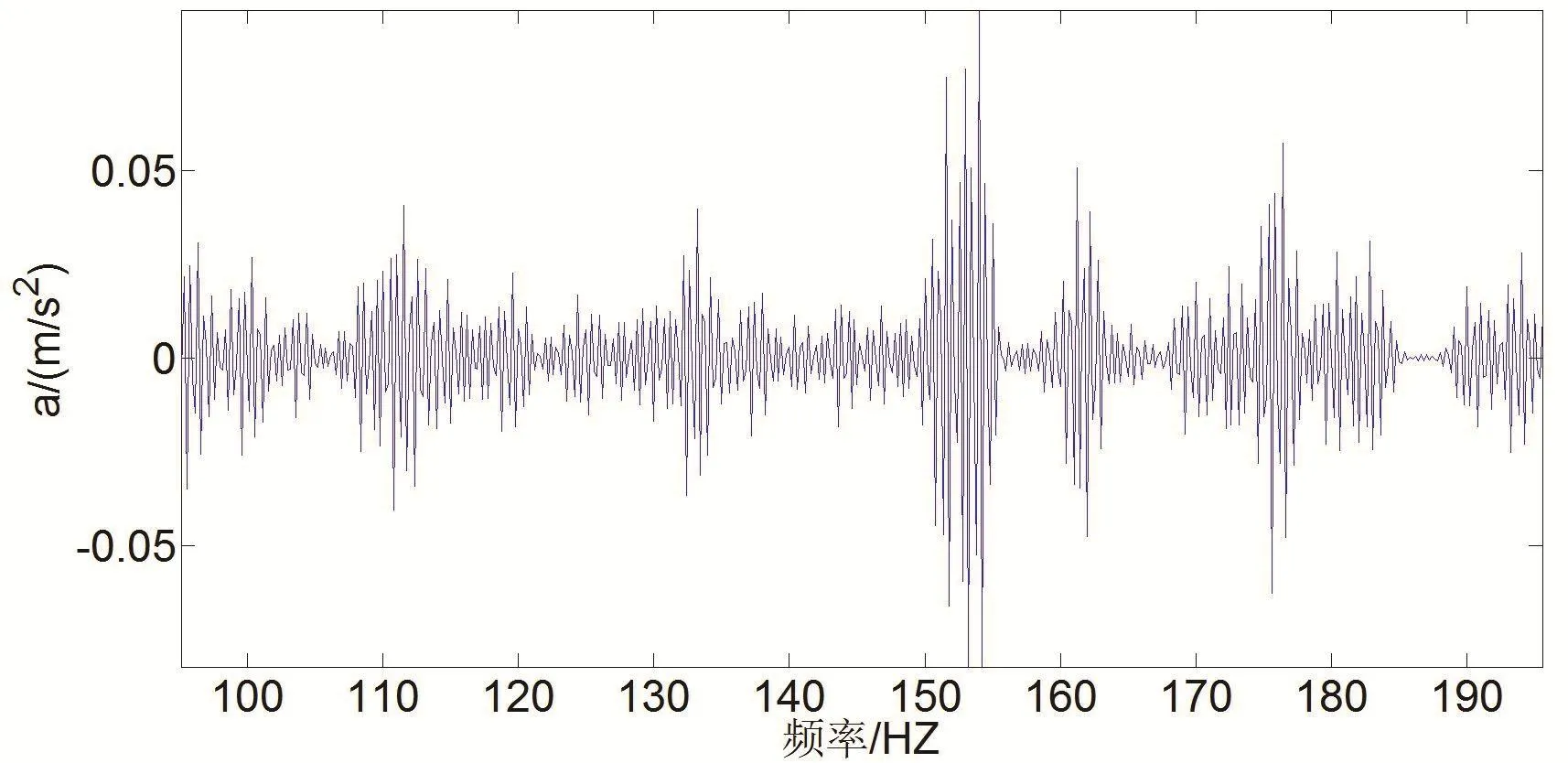
图12 IMF1分量的 Hilbert频谱图
4 结论
利用小波包能量法对滚动轴承展开运行状态监测和故障原因判断,通过Hilbert频谱分析对比采集信号的能量分布形式和特征频率,可以有效检验轴承的正常运行、内圈、外圈及滚动体三类构件发生故障的表现,进而找出故障位置,可为起重机减速器用滚动轴承的安全监测和故障判断提供一种行之有效的方法,也可用于电机的寿命预测和整机安全评估。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:16
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
哈尔滨轴承(2020年2期)2020-11-06 09:22:34
制造技术与机床(2019年6期)2019-06-25 10:17:34
测控技术(2018年8期)2018-11-25 07:42:08
电测与仪表(2016年18期)2016-04-11 11:30:44
江西通信科技(2015年3期)2015-12-05 05:52:10
海军航空大学学报(2015年1期)2015-11-11 17:18:35
振动、测试与诊断(2014年4期)2014-03-01 01:14:06
轴承(2011年10期)2011-07-25 01:36:22