条并卷机带式卷绕系统的研究与应用
2019-04-10 09:19张立彬任家智贾国欣
棉纺织技术 2019年4期
张立彬 任家智 贾国欣
(1. 江苏凯宫机械股份有限公司,江苏苏州,215300;2.中原工学院,河南郑州,450007;3.河南工程学院,河南郑州,450007)
精梳作为生产高档纱线的重要工序备受关注,相关的研究也很多。作为精梳准备的条并卷机其工作效率、小卷质量等对决定精梳的梳理效果具有重要的作用。长期以来条并卷机采用成卷罗拉托持卷绕的系统生产小卷,随着对纱线品质和精梳机生产效率要求的提高,这种方式已无法满足需要[1]。本文在传统条并卷机卷绕理论基础上,研究采用新型带式卷绕系统,并对两种卷绕系统进行生产实践,实现卷绕效率和质量的提高。
1 传统卷绕系统存在的问题
传统以E32型为代表系列条并卷机,卷绕由两个直径为700 mm、质量约150 kg的铸造件成卷罗拉完成,即便近几年来部分机型设计采用焊接结构件取代铸件,其质量仍在100 kg左右,如图1所示;纤维层在两个同向回转的成卷罗拉的摩擦力带动下卷绕在筒管上,形成20 kg~25 kg的精梳小卷[2-3]。伴随机构设计理念的进步和对成纱品质要求的不断提高,其不足之处也日益凸显,具体如下。
(1)生产效率低。成卷部件质量和体积大,限制了成卷速度的提高,其卷绕速度最高为120 m/min,而企业生产速度多为100 m/min。
(2)能耗需求高。小卷定长一般为300 m,约3 min生成一个小卷,然后落卷、上管、生头、卷绕重新开始。落卷时主电机停转,落卷完毕后重新启动,短时间内2个分别重达150 kg的成卷罗拉速度由120 m/min降至0,然后再加速到120 m/min。笨重的成卷罗拉频繁的启动、停止,会耗费大量的功率且对零部件强度和精度要求极高,造成大量能源需求。
(3)指标差。卷绕过程中成卷罗拉与小卷间为线接触,接触面积小,压强大,容易造成纤维层结构的破坏,易受力不均,产生黏卷、毛卷等现象,影响最终的棉层质量及重量不匀率[4]。

图1 传统条并卷联合机成卷机构
2 带式卷绕系统的研究内容
2.1 工作原理
针对上述传统成卷系统的缺陷,借鉴缠绕卷曲原理研究开发带式卷绕系统,工作原理如图2所示。

图2 带式卷绕系统工作原理示意图
环状带套装在分布于小卷圆周范围内的罗拉上并被张紧,在罗拉的摩擦力带动下平带做旋转运动,再带动位于系统中心的筒管或小卷转动。经过紧压罗拉压实的纤维层,通过带与筒管之间摩擦力的带动卷绕在筒管上[5-6]。为了获得平整、均匀的小卷侧面,在筒管的两侧面装有轴心位置固定的旋转夹盘。夹盘与筒管旋转中心同时对卷绕中的小卷两侧面有挤压作用,卷绕中平带在成卷夹盘之间稳定运行,使得小卷侧面平整、光洁。
2.2 带式卷绕调节装置的应用
带式柔性卷绕过程中,因平带高速运行,易出现跑偏的现象,将纤维层边缘挤入成卷夹盘与平带之间的间隙中,形成破边,严重时影响小卷的成卷质量,甚至造成无法正常生产。为解决上述问题,开发了条并卷机带式卷绕的调节装置,对高速运动平带的跑偏进行及时调整,保证系统的正常运行及生产质量[7]。
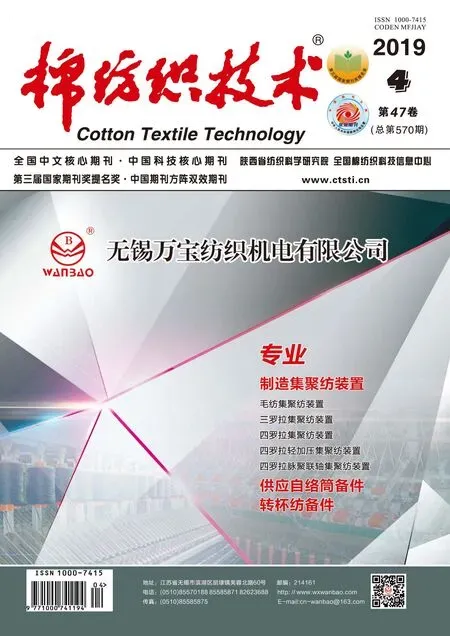
平带卷绕装置的机构由罗拉组合件A、B、C、检测端、位置调节驱动和控制系统组成,原理如图3和图4所示;平带在罗拉组合件A和C之间被设置在其中的罗拉组合件B呈S形隔开,罗拉组合件B一端与设备主架交接连接,另一端可以做上下摆动,起到调整平带两端张力的作用。在小卷卷绕过程中设置于平带端部的CCD传感器时时检查平带边缘位置,该信号及时传送到PLC控制中心,PLC根据要求判断并发送运动指令给控制电机,实现闭环控制。根据平带总是朝向张力大的位置移动原理,时时控制卷绕平带的移动方向。调整后再检测,检测后再调整,保证运行中平带平稳。机构简洁,准确快捷,维修方便,保证了卷绕平带的平稳运行,减少了不正常停车的情况和跑偏对平带造成的损坏,提高了设备的运行可靠性。
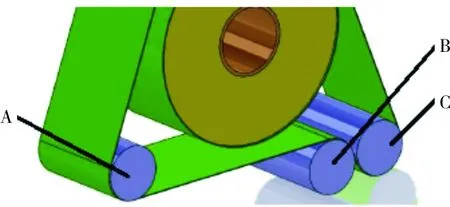
图3 平带卷绕的调节装置
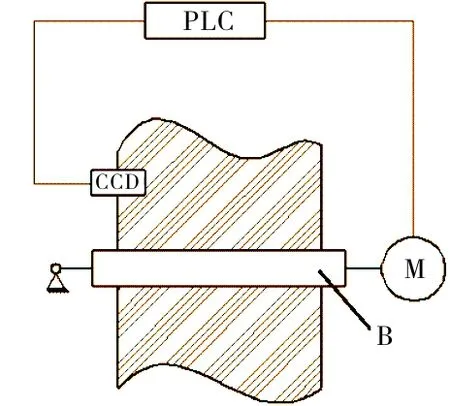
图4 平带卷绕调节原理示意图
2.3 平带张力在线控制
卷绕过程中平带的张力需满足稳定运行和小卷压力需求两方面条件。平带成卷时,筒管的中心位置不变,小卷被平带包覆一定的表面,靠着平带的张力,对其包覆面施压。随着纤维卷直径增大,张力补偿罗拉C向上摆动补偿小卷包围弧的增长,如图5所示[8-9];控制罗拉C的运动位移规律,即可调整平带的张紧状态,调整小卷的加压情况,而罗拉C的运动规律通过杠杆机构由气缸力与平带力共同决定。
图5 卷绕张力控制示意图
纤维卷成形和精梳条的质量密切相关,而成形的好坏由卷绕中的压力决定,在卷绕过程中,从小卷到满卷纤维卷密度应尽量保持一致,通过PLC和比例阀控制气缸压力,使之按照小卷压力需要进行运动,使纤维卷在整个工作过程中不黏连,不松动,重量不匀率低。
2.4 带式卷绕的优势分析
(1)带式卷绕系统取消了笨重的成卷罗拉、升降臂等机构,结构简洁,减轻了机器的功率损耗。
(2)卷绕速度可得到提高,系统运动惯量降低,为高速运行提供了基础条件。
(3)增强了卷绕过程中对小卷的控制,大角度柔性包覆式卷绕,棉层与棉层间受到更加均匀的压力,避免黏卷现象。
(4)可有效改善小卷的重量不匀率。
3 实例应用与分析
将上述研究内容应用于JSFA3180型条并卷机,并在同等条件下与采用传统卷绕系统的JSFA360型条并卷机对比测试指标及分析。
3.1 试验条件
测试最终成纱为JC 14.6 tex纱,精梳准备工艺如下:原料为新疆细绒棉,预并数6根,预并牵伸倍数5.8倍,喂入定量20.5 g/5 m,并合数26根,牵伸倍数1.46倍,棉卷定量73 g/m。
3.2 小卷重量不匀率对比
在速度同样为120 m/min的情况下测试两种机型,并对带式卷绕180 m/min~220 m/min高速运行指标进行测试,结果如表1所示。
表1速度与小卷质量对比表

型号成卷速度/m·min-1重量CV/%JSFA360JSFA3180JSFA3180JSFA3180JSFA31801201201802002200.950.320.500.330.17
由测试结果可知:在120 m/min速度条件下,JSFA360型条并卷机小卷重量不匀率为0.95%,刚刚满足<1%的生产标准要求,JSFA3180型条并卷机的小卷重量不匀率为0.32%,降低较明显;带式卷绕的JSFA3180型条并卷机在成卷速度提高到180 m/min~220 m/min时,小卷重量不匀率均在0.5%以内,满足生产要求,相比之下速度和指标均得到有效提高。
3.3 小卷成形对比
在正常生产速度条件下,随机抽取小卷对圆周表面、退绕面及端面进行对比,如图6、图7和图8所示;抽样速度为JSFA360型条并卷机(以下简称传统机)120 m/min、JSFA3180型条并卷机(以下简称新机)180 m/min。

(a) 传统机圆周表面
图6 小卷圆周表面对比图

(a) 传统机退绕面
图7 小卷退绕面对比图

(a) 传统机端面
图8 小卷成形端面对比图
由带式与传统卷绕系统对比知:带式卷绕系统的圆周表面更平整,条痕轻,棉条分布均匀性好;退绕面及棉层表面一致性好,小卷层次清晰,无黏卷、毛卷现象;小卷内部棉层分布均匀,纤维平行度好,退绕时无个别棉条扭曲现象;端面平整性略差些。分析认为120 m/min低速运行和机械式成卷罗拉对棉层端面的控制更好些。
4 结论
(1)带式卷绕系统取消了笨重的成卷罗拉、升降臂,结构简洁,减轻了机器的功率能耗,将生产速度由100 m/min提高到200 m/min,效率提高1倍以上。
(2)带式卷绕系统增强了卷绕过程中对小卷棉层的控制,大角度柔性包覆式卷绕,棉层间压力均匀;120 m/min的同等条件下,较传统机型重量不匀率改善0.63个百分点,降低66.3%,成卷速度在180 m/min~220 m/min时,重量不匀率均在0.5%以内,满足生产要求,速度和指标均得到有效提高。
(3)带式卷绕小卷圆周表面平整,条痕及棉层均匀性好;退绕面及棉层表面更为平整,层次清晰、无黏卷现象,避免了退绕时出现个别棉条扭曲的现象,纤维平行度好。不足之处为较低速运行的传统条并卷机小卷端面略差。
猜你喜欢
小猕猴智力画刊(2022年4期)2022-05-25
小哥白尼·野生动物画报(2021年6期)2021-07-14
中学生百科·大语文(2021年4期)2021-05-12
家庭影院技术(2020年11期)2020-12-28
防爆电机(2020年5期)2020-12-14
广西文学(2020年8期)2020-08-04
数学大王·趣味逻辑(2019年10期)2019-11-06
建材发展导向(2019年11期)2019-08-24
广州文艺(2017年8期)2017-09-13
山东工业技术(2016年15期)2016-12-01