五轴数控加工模拟制造技术
2019-03-27 09:13:08刘明雪王佳音
城市轨道交通研究 2019年2期
王 宇 王 雷 刘明雪 王佳音
(1.中车长春轨道客车股份有限公司高速动车组制造中心,130062,长春;2.中车长春轨道客车股份有限公司工程技术部,130062,长春//第一作者,工程师)
随着轨道交通行业的不断发展,列车功能变得多样化,零部件结构变得复杂化。如何准确便捷地完成各种零部件加工试制是工程技术人员需要解决的难题。虚拟制造技术的发展为解决这一难题提供了一个重要突破口。然而,其中的五轴数控加工模拟制造技术却至今没有形成一个完整的技术体系,严重制约了行业进步和发展。文本介绍完整的五轴数控加工模拟制造技术体系,并分别介绍该体系的各大技术要素。
1 技术体系
五轴数控加工模拟制造技术是以三维零部件设计阶段的完成为起点、以生成安全可靠的数控加工程序为终点的工艺准备过程。该过程由自动编程、加工仿真和后处理等技术构成。
五轴数控加工模拟制造流程(见图1)是整个工艺准备过程的总纲领,生成任何一种部件的数控程序都要按这个流程来进行。

图1 五轴数控加工模拟制造流程
2 自动编程技术
自动编程是指通过计算机辅助制造功能,自动生成零部件加工轨迹和刀轴运动规律的过程。自动编程的过程包括模型导入、刀路生成和刀路优化。
2.1 模型导入
由于当前三维模型软件种类较多,因此,三维模型的文件格式也不尽相同,在导入时偶尔会出现模型几何要素失真的情况。经研究统计,stp文件格式最为可靠,因此,可将三维模型统一保存为stp格式后,再导入至NX软件中。
2.2 刀路生成
构造一个曲面型驱动面将加工区域包围,驱动面上分布若干刀位点(见图2),刀位点的数量可由工程技术人员自行设定。
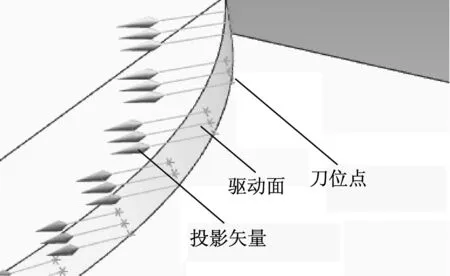
图2 驱动面刀位点及投影矢量
确定一个投影矢量,驱动面上的各刀位点均按照这个矢量投影到三维模型上产生刀路点,连接各刀路点形成刀路(见图3)。选择一种刀轴(从刀尖指向刀柄的矢量)运动规律,确保刀具在整个切削过程中是安全可靠的。
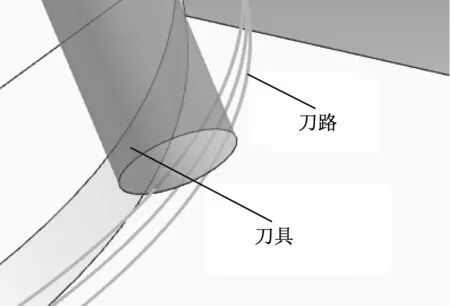
图3 刀路和刀具
经过以上设置,所生成的刀路都做切削运动,但实际加工中必然还要有非切削运动来保证刀具逐渐逼近和离开工件。
刀具逼近工件的基本过程如下(见图4):刀具从出发点快速移动至起点;再从起点快速移动至进刀点;最后从进刀点以进给速度慢速移动至切削起点。
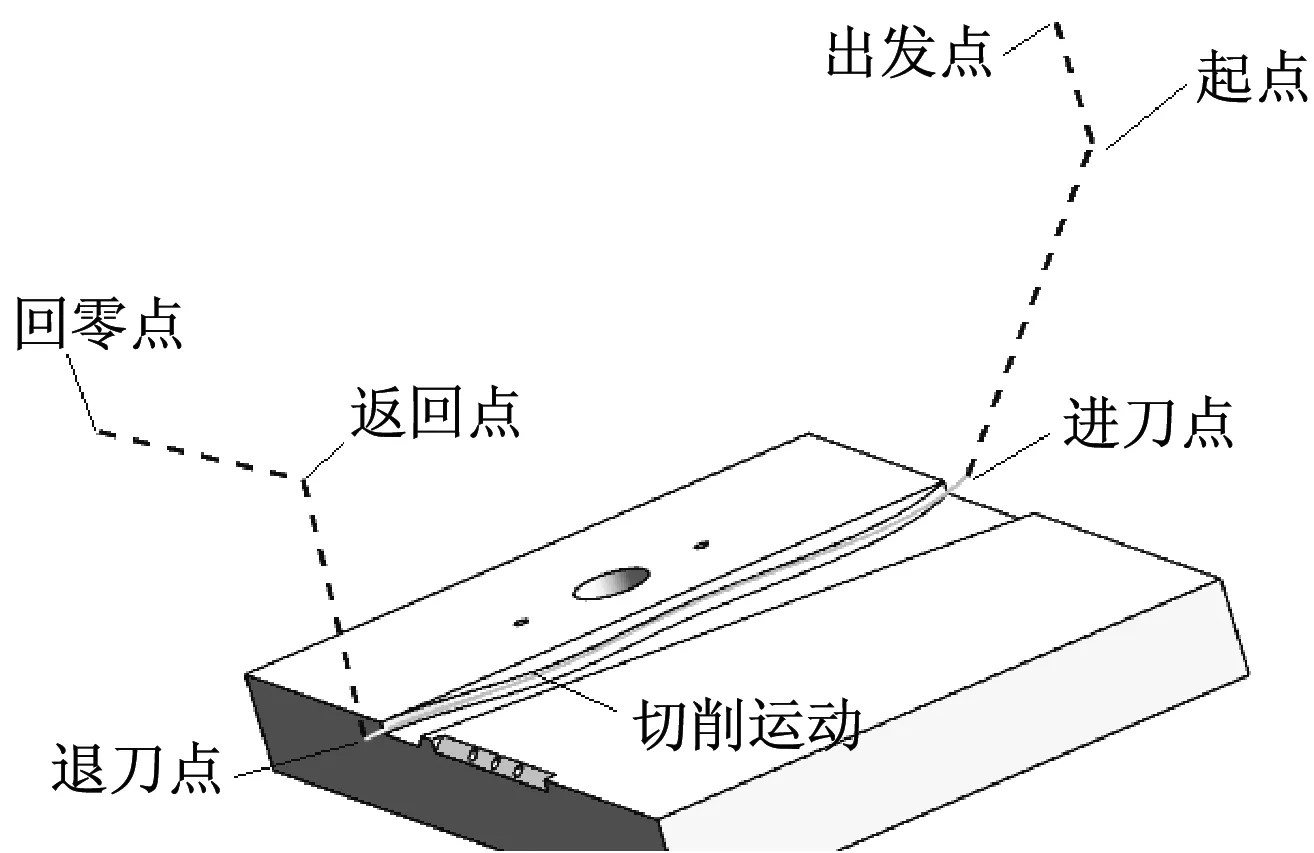
图4 刀具的逼近和离开
刀具离开工件的基本过程如下(见图4):刀具从切削终点以进给速度慢速移动至退刀点;再从退刀点快速移动至返回点;最后从返回点快速移动至回零点。
这样,刀路中的切削运动和非切削运动均已定义完毕,执行刀路计算命令后即可生成刀路。
2.3 刀路优化
初步生成的刀路往往并不理想,需要结合加工工艺方法来进行优化。优化刀路的最终目的是保证零部件的尺寸精度、表面粗糙度、加工效率和加工安全性。最常见的刀路优化方法是选用合适的切削参数及足够的安全距离。
切削参数包括主轴转速、进给速度和切削深度。主轴转速和进给速度可参考相关刀具使用手册来进行选用,切削深度则要综合考虑加工质量和加工效率。
为确认非切削移动是否安全,保证刀具在运动过程中不与工装、母材相干涉,一般的方法是将出发点、起点、返回点及回零点设置到足够高,并将进刀点和退刀点设置到远离工件的一定距离。
3 加工仿真技术
加工仿真是指通过计算机辅助仿真功能,在导入机床、工装、刀具和工件等参数后,模拟切削的全过程(见图5)。加工仿真的作用是检验刀具在切削过程中主轴的运动方向和幅度是否安全,刀具与工装是否干涉,刀具与工件是否过切。
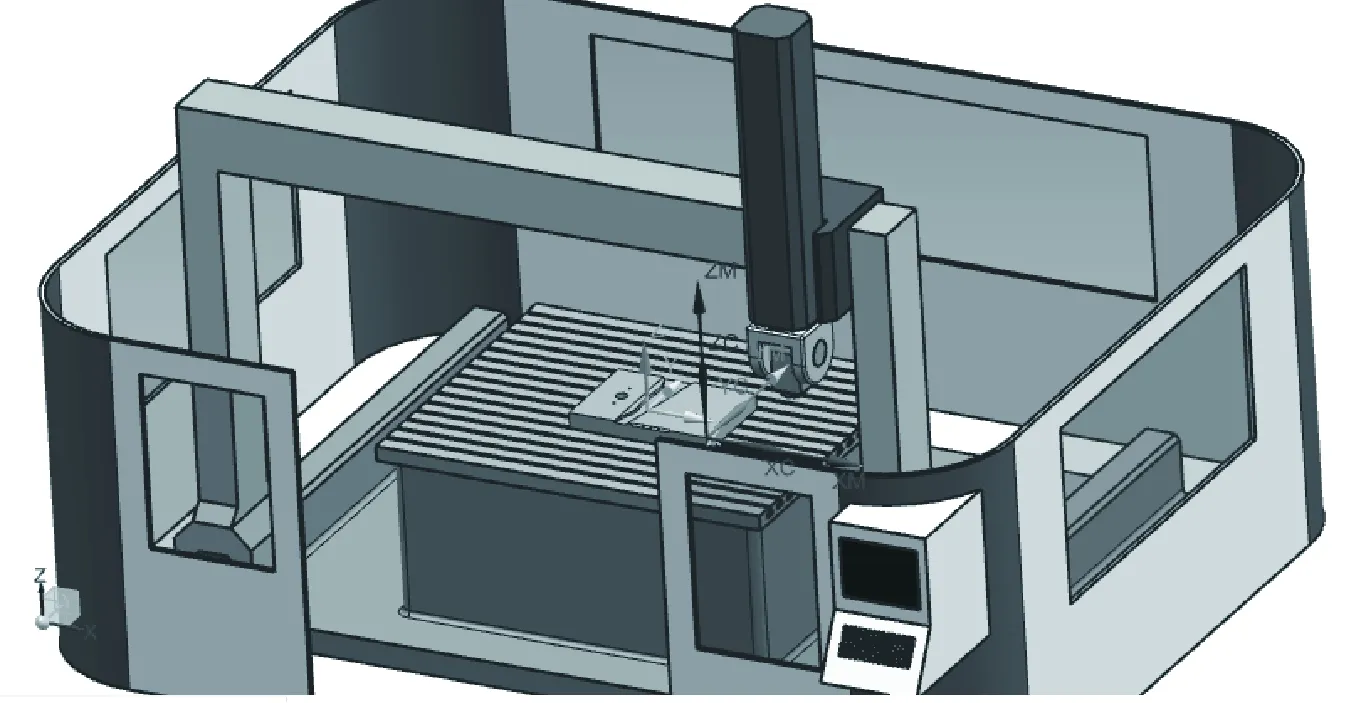
图5 加工过程的仿真模拟界面
3.1 导入机床模型
将已经生成刀路的模型直接切换至仿真功能界面,选择并导入NX软件自带的机床模型或导入自我设计的机床模型。机床模型力求符合实际生产中所用的机床。
机床坐标系、机床第四轴和第五轴类型、机床公制/英制类型等必须与实际生产所用的机床一致。机床行程也尽量与实际生产所用的机床一致,至少要保证能够完全容纳下所加工部件。
3.2 导入工装模型
导入工装模型的方法与导入机床类似。工装导入后,按照实际生产情况将工装与机床装配在一起。如果工装是自动化工装还需将控制系统导入,以达到最佳模拟效果。
3.3 机床加工仿真
在进行加工模拟前还需将工件模型按照实际加工情况与工装装配在一起;工装上的夹紧机构需按照工作状态与工件进行装配;加工所用刀具的参数设置需确保工艺系统中的机床、工装、刀具和工件均符合实际加工状态。
选择自动编程后的刀路文件,右键选择“仿真”功能键,此时机床主轴会带着刀具沿着加工路径进行切削。模拟过程可以中断,模拟速度可以调节。工程技术人员既可以对一个程序进行模拟,也可以将多个程序合并起来一起模拟。整个加工过程全部可视化,可以观察加工的每一个细节,随时发现加工中的问题,并形成视频文件供一线操作人员学习(见图6)。

图6 模拟加工过程视频界面
3.4 刀路再优化
模拟加工时,如果发现机床主轴摆角幅度过大,刀具与工装或工件干涉等问题,则需要再次对刀路进行完善。完善方法与本文2.3中介绍的基本相同,但此时需要在加工安全性方面给予更多的考虑。
刀路再优化后还需再次进行加工模拟,直到加工过程安全合理,方可结束加工仿真过程。
4 后处理技术
后处理技术即加工刀路与实际生产中所用机床的接口技术。由于不同型号品牌的数控机床的主轴系统不同,行程范围不同,所支持的编程系统也不尽相同,这就要求有一个能够将NX软件生成的加工刀路转换成机床可识别数控代码的编译软件,这个编译软件的设计技术就是后处理技术。后处理一但设计完成后,后续将不需要再进行修改,直接调用即可。后处理的设计过程一般包括设置机床参数、设置程序段模式、完善后处理等步骤。
4.1 设置机床参数
首先打开后处理编辑器,其中NX软件的后处理编辑器在“开始”菜单中可以找到,该编辑器是NX软件在整体安装过程中自动安装的。进入后处理编辑器后需要给后处理过程起名,以方便后续调用。选择公制/英制单位、五轴机床类型、编程系统库(Siemens/Fanuc等),按“确定”后进入后处理机床参数设计阶段。机床参数主要需设置一般参数、第四第五轴参数和需要显示的机床参数。
4.1.1 一般参数
一般参数是机床X、Y、Z方向的3个直线运动参数,需根据具体机床的特点,设置X、Y、Z方向的3个线性轴行程距离、线性运动精度和移刀最大进给速度。
4.1.2 第四轴
不同型号机床的第四轴不尽相同,可查找机床安装手册确定,这里假设第四轴为C轴。此外,还需设置第四轴的旋转范围、旋转精度和最大旋转速度。
4.1.3 第五轴
不同型号机床的第五轴不尽相同,可查找机床安装手册确定,这里假设第五轴为A轴。此外,还需设置第五轴的旋转范围、旋转精度和最大旋转速度。机床在做五轴运动时都需要启动刀尖跟踪功能,而刀尖跟踪的基础是机床的控制系统。目前较为先进的机床一般都有RTCP(rotational tool center point)功能,枢轴距离(第四轴端面到第五轴轴线的距离)设置为0即可;如果没有RTCP功能,枢轴距离就需要根据机床的实际结构尺寸进行输入。
4.1.4 机床显示
机床各参数设定好以后,需按下“显示机床”按钮,检查机床X、Y、Z的3个线性方向,以及第四轴和第五轴的方向是否与实际所用机床的机床坐标系一致,第四轴和第五轴的转角范围是否满足机床的行程限制(见图7)。
4.2 设置程序段模式
程序段模式的设置是后处理设置的核心任务,设置不妥将无法有效驱动机床。程序段模式设定由程序起始序列、操作起始序列、刀轨、操作结束序列和程序结束序列等构成(见图8)。

图7 机床显示界面
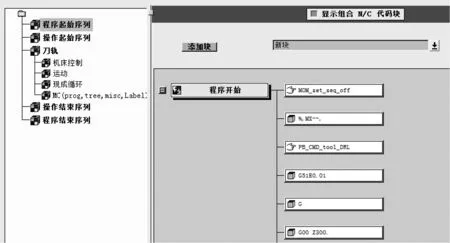
图8 程序段模式界面
4.2.1 程序起始序列
程序起始序列是程序的开头部分,是完成任何加工路径前都要执行的指令。该序列需根据具体机床编程系统来设置,一般都会设置刀具号、刀补、工件坐标系、安全起始高度等指令。
4.2.2 操作起始序列
操作起始序列是每一个加工路径非切削移动部分都要执行的程序段模式,完全再现了刀具逼近工件的基本过程。如无特殊需要,一般可采用后处理编辑器默认的设置,但是需在刀轨开始前设置机床主轴旋转指令。如果机床具有刀库,还需设定自动换刀指令。
4.2.3 刀轨
刀轨是每一个加工路径切削移动部分都要执行的程序段模式,包括机床控制、运动和现成循环3个模式。
机床控制主要是指进给速度、切削液的开闭、刀具补偿开闭等指令的设置,所设置的指令必须符合所用机床的控制系统。
运动主要是指线性运动、圆周运动、快速移动等程序段的设定,这些程序段提供了将加工刀路翻译成数控代码的格式。例如,五轴加工的线性运动可设置成:G01 X Y Z A C F。
现成循环是编程系统所固有的循环加工指令,包括标准钻、深孔钻、断屑钻、镗、攻丝等指令。由于不同机床的循环指令不尽相同,因此,需要根据具体机床重新设定。
4.2.4 操作结束序列
操作结束序列是每一个加工路径非切削移动部分都要执行的程序段模式,完全再现了刀具离开工件的基本过程。如无特殊需要,一般可采用后处理编辑器默认的设置。
4.2.5 程序结束序列
程序结束序列是程序的结尾部分,是完成任何加工路径后都要执行的指令。该序列需根据具体机床的编程系统来设置,一般都会设置安全结束高度、切削液关闭、主轴停转和程序结束等指令。
4.3 完善后处理
一般后处理初次设定后并不完善,需要进行检验和修改。检验方式是调用后处理软件,将刀路转化成数控程序。通过检查数控程序是否合理、机床是否能够有效执行数控程序,来检验后处理设计是否完善。如果不完善,则需要根据具体问题更改对应的后处理设置,直至后处理软件能够生成令人满意的数控加工程序为止。
后处理一旦设置好后,要保存到指定的文件夹中,后续生成数控程序时,直接调用这个后处理设置进行程序转化即可。
5 结语
通过对自动编程技术、加工仿真技术和后处理技术的有机结合,建立了一个五轴数控加工模拟制造技术体系。该体系可以完成各类复杂零件的加工制造,缩短工艺试制准备周期,降低加工质量风险,指导一线操作人员作业,并为五轴数控加工标准的制定和完善提供了技术基础。
猜你喜欢
模具工业(2024年1期)2024-01-30 08:27:34
电动工具(2022年2期)2022-05-18 08:40:38
今日农业(2020年20期)2020-12-15 15:53:19
湖北农机化(2020年15期)2020-10-13 00:24:10
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
模具制造(2019年9期)2019-10-26 03:03:38
科技创新导报(2019年34期)2019-04-10 06:40:55
能源(2018年10期)2018-12-08 08:02:48
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
能源(2016年10期)2016-02-28 11:33:30