打浆度对宣纸原料纤维形态及成纸性能的影响
2019-03-20 03:19高玲玲周万鹏李易蔚
中国造纸 2019年2期
高玲玲 周万鹏 童 伟 李 伟 李易蔚
(宣城市产品质量监督检验所,安徽宣城,242000)
宣纸产于安徽泾县[1],起于唐代,历代相沿。宣纸主要原料为青檀皮[2-3]和沙田稻草[4-7],该原料均取自于泾县,其中青檀皮取自青檀树,具有纤维长、韧性强、白度高的特点,纤维表面存在一定的褶皱。沙田稻草是泾县特有的稻草,具有灰分含量低、纤维素含量高等特点,其形态特征为纤维较短、较细,杂细胞含量多,主要是薄壁细胞;表皮细胞体积小、呈锯齿状,齿距小,齿峰不高。宣纸由一定比例的青檀皮和沙田稻草混合,再经一定的制作工艺制备而成,具有“韧而能润、光而不滑、洁白稠密、纹理纯净、搓折无损、润墨性强”等特点,并有独特的渗透、润滑性能[8-9]。
宣纸的制作工艺[10]和现代的机制纸生产工艺有所不同,宣纸的制作首先对原料进行选、捡、蒸、煮、沤、浸、扯、晒等处理,清除青檀树皮、沙田稻草杂质,存留纤维精华,在摊晒地至少一年的不停翻覆、风吹日晒、雨淋雪冻、自然漂白,然后蒸煮、碓捣、切碎、踩洗、过滤、打浆[11-12],再经过搅拌、加药调浆,最后经工人用纸帘捞滤、烤晒、修边、封包,制备成成品宣纸。宣纸独特的性能不仅与其原料相关,其复杂的制作工艺也有着决定性的作用。
打浆度是用来衡量纸浆纤维的一个重要指标,其与纤维的长短、粗细、分丝帚化程度密切相关,而纤维的这些特性对纸张性能也有较大影响。宣纸制作所采用的浆料打浆工艺多为传统经验,从未对浆料的打浆度进行过测试,每次浆料的打浆度只是进行主观的人为判断并未量化,但打浆度的不同对手抄片的性能有着重要影响,而打浆度对宣纸性能的影响至今未见报道。本实验重点研究了打浆度对宣纸主要原料的纤维形态及手抄片的物理性能和墨汁扩散性能的影响,以期为宣纸的实际生产提供理论依据。
1 实验
1.1 主要原料
青檀皮浆料和沙田稻草浆料均取自于安徽泾县红星宣纸厂,将浆料样品密封放置在冰箱中48 h,平衡水分备用。
1.2 仪器
ZQS2-23L打浆机;J-DJY100打浆度测定仪;ZQJI-B-II纸页成型器,陕西科技大学机械厂;S-4800型场发射扫描电子显微镜 (FESEM);L&W纤维测试仪、L&W撕裂度测定仪、L&W耐破度测定仪、L&W抗张强度测定仪、L&W松厚度测定仪,均为瑞典ABB公司。
1.3 手抄片的制备
取青檀皮绝干浆 (初始打浆度30°SR)360 g加入打浆机中,浆料和水的总体积为23 L,浆浓为1.57%。连续打浆过程中,每隔10 min测定打浆度,取打浆度分别为 40°SR、53°SR、63°SR、75°SR 的浆料。
取沙田稻草绝干浆 (初始打浆度27°SR)360 g加入打浆机中,浆料和水的总体积为23 L,浆浓为1.57%。连续打浆过程中,每隔10 min测定打浆度,取打浆度分别为 39°SR、53°SR、67°SR、74°SR 的浆料。
将不同打浆度的青檀皮浆料和沙田稻草浆料分别抄造成定量为60 g/m2的手抄片,在恒温恒湿条件下贮存备用。
1.4 浆料的纤维分析
分别取一定量不同打浆度的青檀皮浆料和沙田稻草浆料放在500 mL烧杯中,加入180 mL水,充分搅拌均匀,用纤维分析仪测量其纤维长度,并统计不同长度的纤维占比。
1.5 手抄片物理性能测定
手抄片的松厚度、抗张强度按照GB/T 12914—2008测定、撕裂度按照GB/T 455—2002测定、耐破度按照GB/T 454—2002测定。
1.6 墨汁扩散性能实验
取不同打浆度的青檀皮手抄片和沙田稻草手抄片,切成相同大小的正方形纸片,用同一只毛笔沾取同一种墨汁,垂直纸面正上方,让其自然滴落一滴墨汁。当墨汁滴落在手抄片上时开始计时,待其完全扩散至纸面不留有流动的墨汁计时结束,即从墨滴滴落纸面到纸面不积墨的时间。
2 结果与讨论
2.1 纤维形态
2.1.1 纤维长度分析
为了探究不同打浆度对青檀皮纤维和沙田稻草纤维长度变化的影响,对不同打浆度的青檀皮和沙田稻草浆料进行纤维形态分析,纤维长度和分布分别如图1和图2所示。
由图1可知,当青檀皮浆料的打浆度分别为30°SR、53°SR、75°SR 时,纤维长度在 0.2~1.5 mm之间的纤维占比分别为17.2%、20.1%、31.9%,纤维长度在1.5~3.0 mm之间的纤维占比分别为71.4%、69.8%、61.8%,纤维长度在3.0~7.5 mm之间的纤维占比分别为11.4%、10.2%、6.3%,浆料纤维的平均长度分别为2.20、2.09、1.87 mm。由图2可知,当沙田稻草浆料的打浆度分别为27°SR、53°SR、74°SR时,纤维长度在0.2~0.5 mm 之间的纤维占比分别为46.4%、52.0%、60.8%,纤维长度在0.5~1.5 mm之间的纤维占比分别为48.7%、46.7%、39.0%,纤维长度在1.5~4.5 mm之间的纤维占比分别约为4.9%、1.3%、0.3%,浆料纤维的平均长度分别为0.65、0.55、0.49 mm。图1中,青檀皮浆料打浆度从30°SR增加到75°SR时,纤维长度在1.5~3.0 mm之间的纤维占比从71.4%下降到61.8%,而在0.2~1.5 mm之间的纤维占比从17.2%上升到31.9%。图2中,沙田稻草浆料打浆度从27°SR增加到74°SR,纤维长度在0.5~1.5 mm之间的纤维占比从48.7%下降到39.0%,而在0.2~0.5 mm之间的纤维占比从46.4%上升到60.8%。这说明随着打浆度的提高,青檀皮和沙田稻草浆料的细小纤维不断增多,纤维长度不断减小,因为在打浆过程中,受到机械剪切力的作用,纤维被切断,所以青檀皮打浆度从30°SR增加到75°SR,青檀皮纤维的平均长度从2.20 mm降低到1.87 mm;沙田稻草打浆度从27°SR增加到74°SR,沙田稻草纤维的平均长度从0.65 mm降低到0.49 mm。

图1 不同打浆度青檀皮纤维长度分布
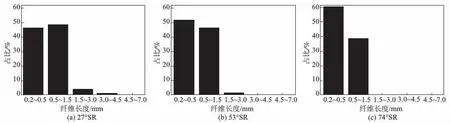
图2 不同打浆度沙田稻草纤维长度分布

图3 不同打浆度下青檀皮纤维和沙田稻草纤维的FESEM图 (×10000)
2.1.2 FESEM分析
为了进一步探究纤维长度变化和交织情况,本实验通过FESEM对不同打浆度的青檀皮浆料和沙田稻草浆料进行观察,扫描图像见图3。
由图3可知,随着打浆度的提高,青檀皮纤维和沙田稻草纤维长度变短,纤维表面的细小纤维不断增多,同时,打浆的过程会破坏纤维的细胞壁,纤维出现了严重的分丝帚化,可以明显地观察到,青檀皮浆料打浆度从30°SR增加到75°SR,沙田稻草浆料打浆度从27°SR增加到74°SR时,纤维因为受到机械剪切力的作用,纤维被剪切和分丝帚化,纤维的宽度也出现了明显的减小。从图3中还可以看出,随着浆料打浆度的提高,纤维表面变得越发毛糙,这是纤维分丝帚化程度提高的结果。
2.2 手抄片物理性能
2.2.1 抗张强度
图4为打浆度对青檀皮手抄片和沙田稻草手抄片抗张指数的影响。由图4可知,随着打浆度的不断增加,青檀皮手抄片和沙田稻草手抄片的抗张指数总体呈现先上升后下降的趋势。这是因为随着打浆度的升高,纤维之间的结合力随之增加,而纤维长度逐渐下降,打浆初期,纤维间的结合力起主要作用,打浆导致细小纤维增多,增加了纤维的比表面积,促进了纤维的润胀水化作用,使纤维的结合力不断上升,所以抗张指数出现上升趋势。之后纤维长度对其影响是主要因素,纤维长度降低,手抄片抗张指数随之降低。

图4 打浆度对手抄片抗张强度的影响
2.2.2 耐破度
图5为打浆度对青檀皮手抄片和沙田稻草手抄片耐破度的影响。由图5可知,青檀皮手抄片和沙田稻草手抄片耐破度和抗张强度的变化趋势基本相似,手抄片的耐破度先上升后下降,起初影响它们的主要因素是纤维间结合力,其次再是纤维长度、纤维自身的强度以及纤维的交织情况。纤维间结合力在打浆初期增加的非常快,随后主要是纤维长度的影响起主要作用,所以手抄片的耐破度随着打浆度的升高先上升后下降[13-15]。
2.2.3 撕裂度
图6为打浆度对青檀皮手抄片和沙田稻草手抄片撕裂度的影响。与手抄片抗张强度和耐破度不同,纤维长度是影响手抄片撕裂度的主要因素[16-18]。由图6可知,随着打浆度的提高,青檀皮纤维和沙田稻草纤维受到机械剪切的作用,纤维的平均长度呈现不断下降趋势,与之对应的手抄片撕裂度也呈现相同的趋势。
2.2.4 松厚度
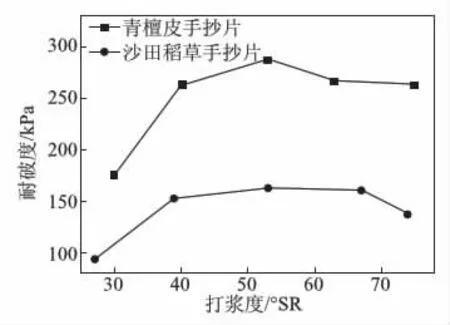
图5 打浆度对手抄片耐破度的影响

图6 打浆度对手抄片撕裂度的影响
平滑度和松厚度是手抄片重要的质量指标之一,与油墨的转移有一定的关系,宣纸一般是用来书写毛笔字以及水墨画,所以不同平滑度和松厚度宣纸的润墨性也会有所不同,探究不同打浆度对青檀皮手抄片和沙田稻草手抄片的平滑度和松厚度的影响具有重要的实际应用价值。
图7为打浆度对青檀皮手抄片和沙田稻草手抄片松厚度的影响。由图7可知,未打浆的青檀皮浆料和沙田稻草浆料松厚度最高,分别为3.18 cm3/g和2.54 cm3/g,随着打浆度的提高,青檀皮手抄片和沙田稻草手抄片的松厚度呈现不断下降的趋势。这是由于打浆破坏了纤维的细胞壁,导致纤维出现分丝帚化,同时机械打浆使纤维变短,继续打浆,分丝帚化的程度增加,细小纤维增多,纤维之间的结合节点增多,增加了结合面积,从而使得手抄片的松厚度迅速下降。
2.2.5 手抄片的墨汁扩散
墨汁扩散本身是一个复杂的物理现象,与纤维形态以及纤维的结合方式都有密切的联系。图8为不同打浆度手抄片的墨汁扩散时间。图9和图10分别为青檀皮手抄片和沙田稻草手抄片墨汁的扩散形状。
由图8可知,初始打浆度的青檀皮和沙田稻草手抄片的墨汁扩散时间分别为11 s和6 s,墨汁扩散速度快。随着打浆度的升高,手抄片的墨汁扩散速度不断减慢,扩散时间不断增加。这是因为机械打浆使纤维变得更加细短,破坏了纤维的细胞壁,纤维的分丝帚化不断加剧,细小纤维增多,纤维间节点的结合更加紧密,打浆度的不断增加导致手抄片的空隙减小,墨汁的扩散能力减弱,扩散时间增加。另外,发现沙田稻草的打浆度为67°SR时,墨汁的扩散时间增加到404 s,打浆度为74°SR时,墨汁的扩散时间增加到2100 s,由于沙田稻草浆料的纤维本身细短并且柔软,高打浆度促使纤维分布均匀且结合紧密,不利于墨汁的扩散,所以墨汁扩散速度慢,扩散时间长。由图9和图10所示,低打浆度下,墨汁在手抄片上的扩散更趋近于圆形,表明此时手抄片的结构均匀,手抄片对墨汁在各个方向上的扩散影响因素一致,而随着打浆度的提高,墨汁的扩散形态开始发生变化,此结果可以为手抄片的润墨性研究提供重要的理论依据。
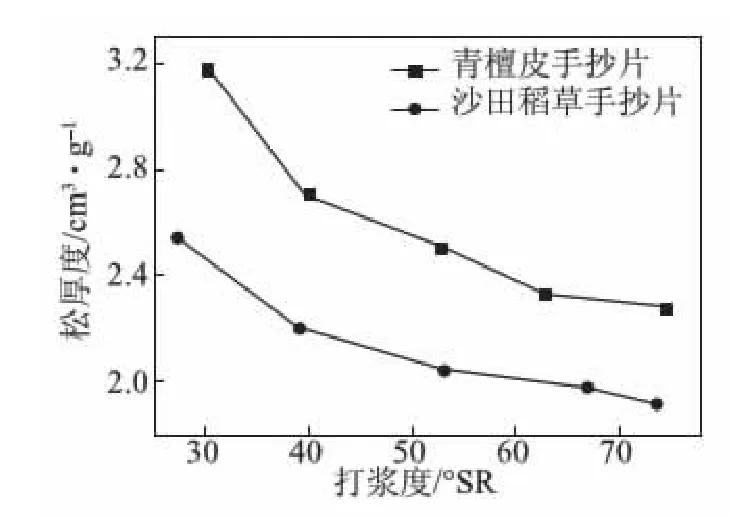
图7 打浆度对手抄片松厚度的影响

图8 不同打浆度手抄片的墨汁扩散时间

图9 不同打浆度青檀皮手抄片的墨汁扩散形状

图10 不同打浆度沙田稻草手抄片的墨汁扩散形状
3 结论
本实验通过纤维分析仪和扫描电子显微镜对青檀皮浆料和沙田稻草浆料不同打浆度下的纤维形态进行分析,再分别将不同打浆度下青檀皮浆料和沙田稻草浆料制成手抄片,研究了手抄片的物理性能和墨汁扩散的变化。
3.1 青檀皮纤维长度比沙田稻草的纤维长度长,随着打浆度的提高,纤维的分丝帚化加剧,细小纤维增多,纤维长度变短。
3.2 不同打浆度下手抄片的物理性能变化趋势基本相同,其抗张强度和耐破度随着打浆度的升高,先增加后降低,撕裂度和松厚度则随着打浆度的升高,呈现下降的趋势。打浆度在50°SR左右时,手抄片整体物理性能最优。
3.3 随着打浆度的提高,墨汁扩散时间不断增加,青檀皮和沙田稻草打浆度相近时,沙田稻草的墨汁扩散时间更长,且打浆度不同会影响墨汁扩散的形态。打浆度在50°SR左右时,墨汁扩散的形状接近圆形且适中。
猜你喜欢
中国造纸(2022年3期)2022-07-21
盐业史研究(2022年1期)2022-04-25
学苑创造·A版(2021年8期)2021-08-09
阅读(快乐英语高年级)(2021年4期)2021-07-11
文萃报·周二版(2020年47期)2020-12-28
中国纤检(2017年12期)2018-02-07
棉花科学(2016年3期)2016-06-14
延河(2016年1期)2016-02-26
江苏农业科学(2014年10期)2014-11-22