
ZH5125D立式钻削加工中心刀库部件设计
2019-03-19 03:41王伟
中国设备工程 2019年5期
王伟
(北京市应用高级技工学校,北京 100000)
ZH51系列立式钻削加工中心使用的刀库为转塔式刀库,下面就立式钻削加工中心ZH51系列产品转塔式刀库的发展现状,与国外立式钻削加工中心转塔式刀库来做一下主要对比与分析,根据国内外钻削加工中心刀库主要参数对照表对比发现,主轴刀柄由BT30变成BT40,除了容量为10把刀的刀库外,提供14把刀的刀库选配,为用户的机床选型提供方便。同时,提高换刀时间。
按照这样的总体设计要求,由于刀柄型号变大,刀库包含刀具数量不变,导致刀盘直径变大,刀盘整体质量变大,这样,如何在有限的空间内排列各个零部件,以及相关零部件的设计、受力分析成为这部分设计的难点。
1 刀库部件的设计要求
自动换刀装置刀柄型号为BT40,刀库容量10把,刀对刀换刀时间(T—T)<1.8s,点对点换刀时间(P-P)<0.6s,单把刀具最大重量3kg,刀库满刀允许最大重量24 kg,最大刀具直径φ80mm,最大刀具长度200mm。由于刀柄型号变大,整体刀库重量增加,刀库电机预选功率为120kW,然后进行校核。
2 设计计算部分
2.1 电机的选择
作为改进产品,以原机床参数作为参考,拟选用比原来功率大一些的电机,功率为120kW,减速比为1:9。拟选定电机品牌为恒峰电机,型号为YYTCJ-120-4/90-9。对选用的电机进行校核。
(1)电机转动惯量校核。已知:电机转子半径r=30mm,长l=120mm ,电机转子材料密度ρ=7.8×103kg/m3,刀盘转动半径r=0.07m,整体刀库部件质量为满刀时刀具质量与刀库自身重量之和m=24kg+26kg=50kg,减速比i=1:9,刀库锥齿轮传动比为1:1。
计算:电机转动惯量JM=mr2/2=(ρ×π×r2×l×r2)/2,带入数据,电机转动惯量JM=0.00119kg·m2由于刀库锥齿轮传动比为1:1,并且质量相对于整体刀库来说较小,可忽略不计,因此,计算刀盘转动惯量JL=mr2/(2i2),代入数据,有刀盘转动惯 量 JL=0.0013kg·m2,JL/JM=0.0013/0.00119=1.09=1~1.5所选电机在转动惯量上可以满足设计要求。
(2)电机转速校核。根据设计要求,已知:要求点对点换刀时间t≤0.6s ,电机轴转速n=1300rad/min,减速比i=1∶9。计算:电机经减速器输出转速为1300/9=144rad/min ,可推导出电机轴旋转一周所需时间为
(3)电机转矩校核。已知:刀库总重m=50kg,刀盘旋转半径r=70mm,每换一把刀,刀盘旋转时间t=0.4s,电机传动功率 η=0.81,电机转矩T电机= 7.8N·m 。
计算:刀盘10把刀,每换一把刀走位移。

时间t电机=0.4s ,在整个过程中,位移前半段滚针轴承作匀加速运动,位移前半段滚针轴承作匀减速运动,所以计算加速度取位移由,有,所选电机在转矩上可以满足设计要求。综上,所选电机能够满足设计要求,电机可用。
2.2 换刀臂卡销弹簧的校核(图1)
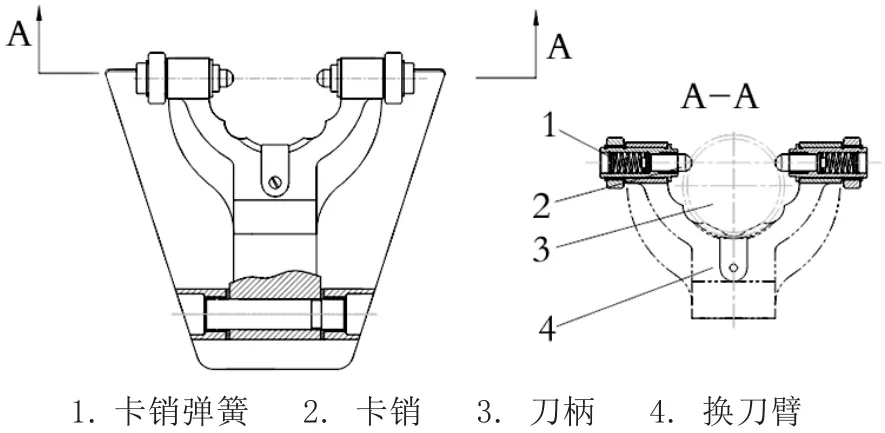
图1 换刀臂卡销弹簧抱刀柄示意图
在卡销的设计中,我们要考虑到是卡销能够充分接触刀柄,在ZH5120C的设计中,卡销的设计为圆头,如下图所示,但是圆弹头的设计使得卡销与刀柄内槽的接触仅为一点,因此,在ZH5120D的设计中,我们将圆弹头的设计改为锥型弹头,锥度与刀柄的卡槽锥度一致,这样使得卡销与刀柄卡槽的设计为线接触(图2)。

图2 卡销三维图
装配过程中,对卡销弹簧施加预紧力,使得卡销弹簧顶紧卡销,两侧卡销由此抱紧刀柄,在换刀过程中,卡销弹簧应始终抱紧刀柄,卡销弹簧对刀柄的力应大于刀库转位时刀柄所受离心力大小,这样刀柄才不会在刀库转位过程中发生掉刀现象。拟选用弹簧自由长度L=28mm,弹簧中径D=9m,弹簧材料直径d=1.6m,旋向右旋,总圈数n总=8,有效圈数n=7,并进行热处理Hh。弹簧切变模量G 79000MPa,(摘自GB/T1239.6-1992)。
对选用的卡销弹簧进行校核(见图3)。
如图3所示,卡销没有接触刀柄时,已知:此时弹簧仅受预紧力,取弹簧所能承受的极限力为预紧力计算,弹簧自然状态长度为28mm,此时弹簧压缩量为28-20.5=7.5m。计算:查公式,弹簧的预紧力F预=L·G·d4/(8 ·D3·n),
代入数据计算所要求的弹簧预紧力:F预=95.12N 。
如图4所示,卡销走到刀柄最大直径时,已知:此时取弹簧压缩量最大,由图可知弹簧此时长度为L=17.55m,计算:弹簧可压缩到的最小长度:Smin=d·n=1.6×7=11.2m,L>Smin。弹簧此时可用。
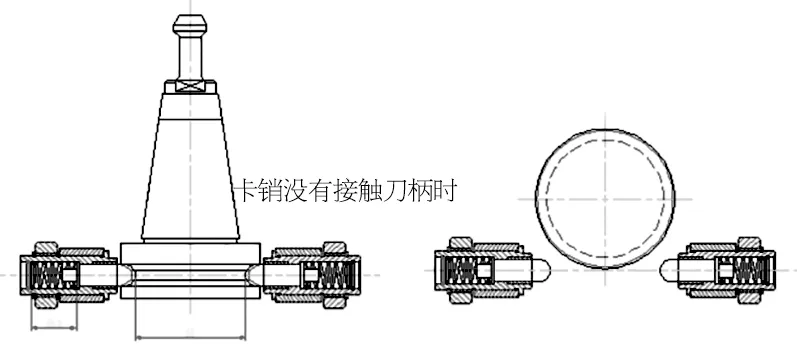
图3 卡销没有接触刀柄时
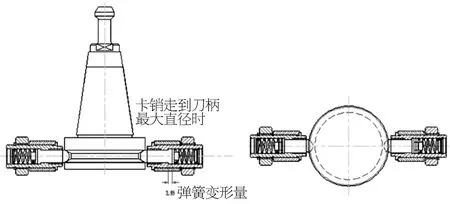
图4 卡销接触刀柄最大直径时
当卡销完全抱住刀柄时,已知:此时弹簧受压力,两侧弹簧给刀柄的径向和力2F2应大于F离,取2F2=F离进行弹簧校核计算。

由《机械设计手册》,查得公式:弹簧变形量L=8×D3×n×F1/(G ×d4),代入数据L=4.55mm,4.55mm<11.2mm弹簧此时可用。综上校核,卡销弹簧满足受力要求,可用。
以上是对ZH5125D立式钻削加工中心的刀库部件设计过程的概述,刀库部件是数控机床中的一个重要部件,是数控机床的重要组成部分,其设计过程也比较复杂,涉及到的内容也相当的广泛。
猜你喜欢
矿山机械(2022年10期)2022-10-20
山西大同大学学报(自然科学版)(2022年4期)2022-08-29
现代制造技术与装备(2022年7期)2022-08-24
中国机械工程(2022年5期)2022-03-18
中国重型装备(2022年1期)2022-02-11
辽宁丝绸(2021年2期)2021-12-23
商品与质量(2021年42期)2021-12-03
防爆电机(2021年3期)2021-07-21
洛阳理工学院学报(自然科学版)(2021年2期)2021-07-14
物理与工程(2019年2期)2019-07-09
