热轧带肋钢筋GB/T1499.2-2018的理解及实施措施
2019-03-17 13:17:52李云王爱军蒋志锋卢盛
新疆钢铁 2019年4期
李云,王爱军,蒋志锋,卢盛
(新疆八一钢铁股份有公司制造管理部)
1 前言
GB/T1499.2-2018《钢筋混凝土用钢第2部分:热轧带肋钢筋》标准于2018年2月6日发布,2018年11月1日实施。随着国民经济的发展以及钢铁产品质量的提升,GB/T1499.2-2018标准修订主要考虑了节约钢材、淘汰落后产品、提高钢筋使用性能等要求,所以提高了部分产品参数技术要求,同时增加了产品的部分参数的技术要求。
热轧带肋钢筋是八钢的主导产品,占八钢年产量的25%以上。八钢生产热轧带肋钢筋已经有40多年的历史,关于热轧带肋钢筋的生产工艺控制有完整的技术规范。GB/T1499.2-2018标准发布后,通过对标准学习和理解,根据新标准的要求,八钢对热轧带肋钢筋的生产技术规范进行了重新修订,同时制定了相应的管理规范,为保证热轧带肋钢筋钢筋的产品符合标准的要求采取了具体措施。
2 新标准主要条款的变化及采取的措施
2.1 关于钢筋的牌号
新标准牌号中删除了HRB335,增加了HRB600,并单列抗震钢筋牌号。
随着社会发展和居民生活质量需求的提升,未来高强度钢筋的应用会越来越广泛,建筑钢材的升级换代是必然趋势。增加600MPa级、淘汰335MPa级钢筋也符合节约资源、节能减排的发展需求。
国家《产品质量法》不允许抗震钢筋降级作为普通钢筋使用。单列抗震钢筋牌号,便于区分抗震钢筋和普通钢筋,有利于抗震钢筋的推广应用。
目前八钢生产的热轧带肋钢筋只有HRB400E和HRB500E两个牌号,其中HRB500E产量占钢筋总量10%,这个比例还在不断扩大。做为技术储备,八钢正研制开发HRB600级热轧带肋钢筋。
2.2 关于重量偏差的控制
新标准规定Ф 6~12mm热轧带肋钢筋的重量偏差从±7%提高到±6%,同时规定重量偏差不合格不允许复验。重量偏差与工艺有关,新标准规定非同支取样,以降低因偶然因素造成不合概率;重量偏差由原来的保留到整数改为保留一位小数,增加了精确度;重量偏差的测量方法为从不同钢筋上截取,数量不少于5支且长度应逐只测量,长度精确到1mm,总重量精确到不大于总重量的1%,测量误差可以忽略,所以不必再进行复验。
根据新标准,八钢生产热轧带肋钢筋的控制措施见表1。

表1执行新标准热轧带肋钢筋重量偏差内控要求
为实时监测钢筋重量偏差,检验现场配置了钢筋称重测长仪,检测每批钢筋重量偏差。同时对每捆钢筋实行定支打捆,每捆称重,和理论重量进行比对。
2.3 关于金相组织检测
新标准中增加了金相检测内容,钢筋金相组织应主要是铁素体加珠光体,基圆上不得出现回火马氏体组。见图1、图2、图3。
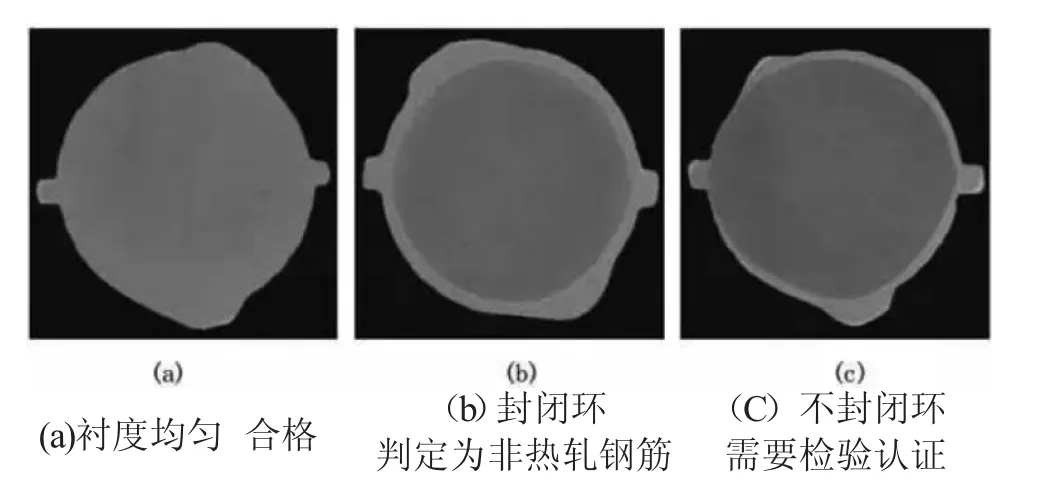
图1 新标准中宏观热轧带肋钢筋宏观特征

图2 钢筋维氏硬度测点位置(应Hv-Hv0≤40Hv)
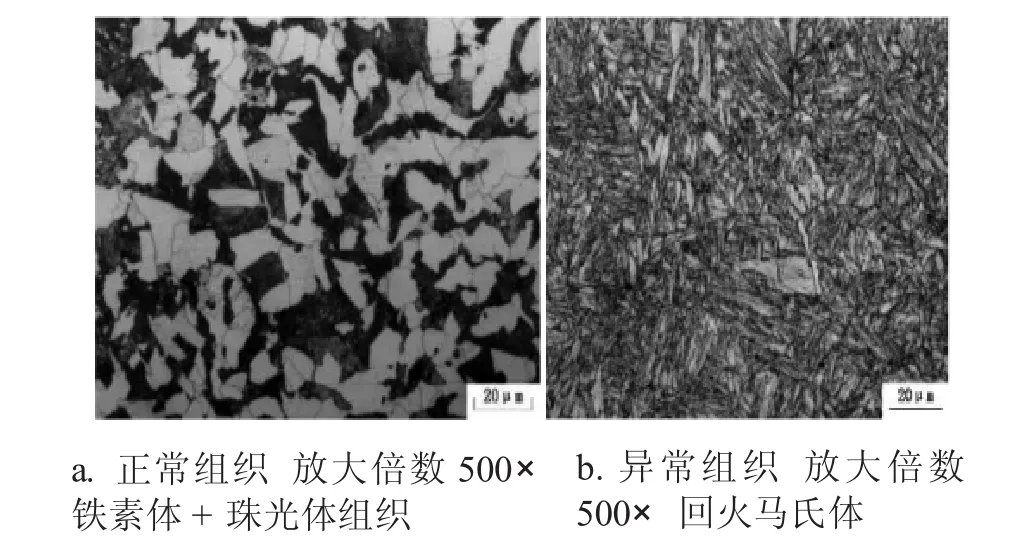
图3 新标准中正常组织与异常组织对比
对照新标准,八钢生产热轧带肋钢筋采用的普通热轧状态生产,因此不会出现封闭环的宏观金相特征;当夏季的气温较高,在轧后进行少量的水冷,可能会出现轻微的不闭环宏观金相特征。为严格按新标准规定,保证出厂钢筋质量合格,在热轧带肋钢筋生产过程中,目前通过每月定期抽查来检测钢筋的金相组织状态。
2.4 热轧带肋钢筋冶炼方法的规定
新标准冶炼规定:钢应采用转炉或电弧炉冶炼,必要时可采用炉外精炼。
目前八钢冶炼生产HRB400E的主要在40t转炉和150t转炉进行,HRB500E在150t转炉冶炼生产,HRB500E冶炼采用炉外精炼技术。
2.5 关于取样方法的规定
新标准对进行拉伸、弯曲和金相检测试样的取样,要求在不同根(盘)钢筋上截取。
八钢对热轧带肋钢筋试样取样采取的措施:对于生产批次的产量小于60t,在轧制成品的该批三分之一和三分之二处各截取一支试样;对于批次的产量在60~100t,在轧制成品的该批三分之一、二分之一和三分之二处各截取一支试样。
2.6 关于反向弯曲试验的规定
新标准规定对带E的热轧带肋钢筋应进行反向弯曲试验。反向弯曲试验的弯曲压头直径比弯曲试验应增加一个钢筋公称直径。八钢生产热轧带肋钢筋反向弯曲试验见表2。
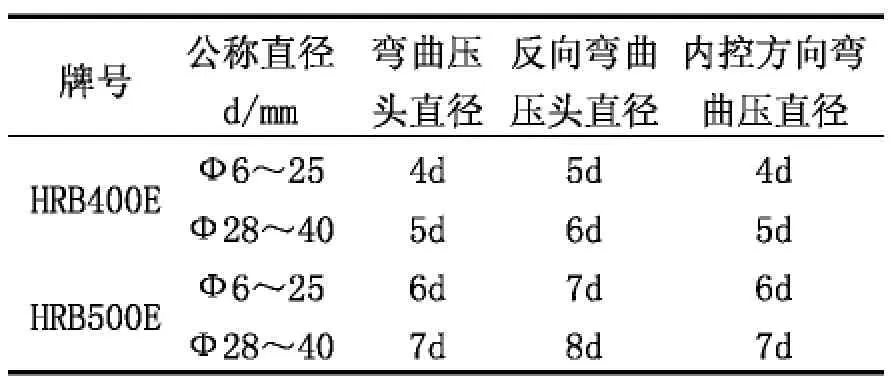
表2 八钢热轧带肋钢筋反向弯曲试验
2.7 对热轧带肋钢筋表面标志的要求
新标准规定:钢筋应在表面轧上牌号标志、生产许可证(许可证后3位数字)和公称直径毫米数字,还可增加经注册的厂名(或商标)。新标准还纳入了公称直径Ф10mm以下的钢筋。
为适应新标准要求,八钢将热轧带肋钢筋新标识改为:依次顺序为牌号、厂标、许可证号、公称直径毫米数字。对于10mm以下的钢筋,在钢筋表面也通过轧辊刻槽进行了标识。
2.8 新标准中其他方面的修订
(1)新标准增加了“基圆”的定义。目前多数的钢筋在工程施工加工过程中采用套筒连接方式,对钢筋要进行车丝,基圆不充满,会影响套筒连接不紧固。基圆一般通过在成品轧槽的孔型设计来保证。
(2)新标准对钢筋的公称直径范围规定为Ф6~50mm。取消了推荐的公称直径。这就意味着,可以根据用户的使用要求,生产范围内任意公称直径的钢筋。
(3)长度允许偏差,新标准对钢筋定定尺交货时长度允许偏差为0~50mm。在长度控制上,不允许出现负偏差。
(4)新标准在弯曲度规定了每米弯曲度不大于4mm。这就要求在钢筋的检验中,不仅要检验总弯曲度,也要检查每米弯曲度。
(5)交货型式把盘条交货直径由Ф12mm扩大到了Ф16mm。为市场提供了更多的选择。
(6)新标准增加了横肋末端间隙的测量方法,即增加了一个检验项目。横肋末端间隙主要依靠在成品轧辊的横肋刻槽的来保证。
3 新标准实施还需要解决的问题
(1)GB/T1499.2-2018虽然由强制性标准改为推荐性标准,但是热轧带肋钢筋是需要取得生产许可证的产品。八钢目前取得许可证的产品规格是盘条Ф6~12mm,Ф14mm和Ф16mm盘条产品市场有需求,但是尚未取得生产许可证,下一步需要取得生产许可证,才能实现对市场的供货。
(2)八钢对于批次大于60t的热轧带肋钢筋在取样检测按要求增加了一组试样。由于八钢产销系统设计上线是在2008年,当时执行的标准只采集拉伸试验的检测结果其中的两组数据,因此质量保证书导出的数据也只有两组。已不符合新标准实施后的建筑用钢筋产品生产许可证实施细则的要求。
针对存在的问题,八钢公司在进行的产销系统的升级改造中纳入相关内容,实现质量证明书中有三组检测数据,执行新标准规范及相关规定的要求。
4 结束语
通过对GB/T1499.2-2018标准认真学习,对照GB1499.2-2007相关条文,结合八钢的实际的状况,对新标准的条款和要求进行了深入分析,并制定了相应的措施。目前在八钢的相关产线进行了详细的全面宣贯,同时生产厂也积极做了准备,确保了新标准的顺利推行。在新标准实施前两个月,八钢公司从生产组织、检验和试验按照新标准要求进行,确保了新标准顺利执行。从实施情况看,生产顺行,产品质量稳定。
猜你喜欢
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:40
建筑与预算(2022年5期)2022-06-09 00:55:30
新疆钢铁(2021年1期)2021-10-14 08:45:50
防爆电机(2020年6期)2020-12-14 07:17:04
数学小灵通(1-2年级)(2018年9期)2018-11-19 03:30:54
中国铸造装备与技术(2017年6期)2018-01-22 01:50:01
凿岩机械气动工具(2017年1期)2017-05-17 06:19:50
新疆钢铁(2016年3期)2016-02-28 19:18:50
新疆钢铁(2015年2期)2015-11-07 03:27:52