加氢改质装置掺炼轻质糠醛精制抽出油制备粗白油的研究
2019-03-15 08:57于恩强宋君辉
石油炼制与化工 2019年3期
于恩强,宋君辉
(1.中海沥青股份有限公司,山东 滨州 256601;2.中国石油大学(华东)化学工程学院;3.中海油炼油化工科学研究院(北京)有限公司)
中国海洋石油集团有限公司(简称中国海油)以渤海湾环烷基原油的常二线轻质馏分油为原料,通过加氢脱酸-糠醛精制-白土补充精制联合工艺生产了优质环烷基变压器油。其中,糠醛精制作为关键工艺对原料中的环烷烃、芳烃实现了高效的选择性分离,但副产20%~40%的轻质抽出油产品。因轻质抽出油中的芳烃、硫、氮含量高,且黏度较低,炼油厂通常将其作为燃料油自用或出售,无法作为沥青调合组分,附加值低。同时,因近年来国家环保政策升级,其作为燃料油的用途也受到很大限制,因此,为低价值轻质糠醛精制抽出油寻找替代性加工利用方案是拥有糠醛精制装置炼油厂关注的热点。
目前国内外关于抽出油利用的研究成果较多,主要集中于重质抽出油,以调合沥青[1]、制备表面活性剂[2]、制备橡胶增塑剂[3-4]和石油树脂[5]为代表,对于轻质抽出油的利用研究则较少。其中,杨文中等[6]以中海油环烷基轻质馏分油的糠醛精制抽出油为原料,采用加氢处理与传统“老三套”工艺的组合工艺,制备了可改善变压器油析气性的抗析气性组分;赵野等[7]以减二线糠醛精制抽出油为原料,采用临氢降凝工艺生产出符合指标要求的310 ℃导热油;刘燕等[8]采用加氢工艺对克拉玛依常三线糠醛精制抽出油进行处理后,再切割出轻质润滑油组分作为绝缘油和冷冻机油的调合组分,达到了增产润滑油、提高经济效益的目的。
本课题旨在研究常二线轻质馏分油糠醛精制抽出油作为加氢改质装置掺炼进料制备合格粗白油产品的技术可行性,并深入研究掺炼比、工艺参数对产品质量的影响。
1 实 验
1.1 原 料
试验所用原料为常压蒸馏装置直馏轻油(LD)以及糠醛精制装置所产的轻质糠醛精制抽出油(LE),均取自工业装置,主要性质如表1所示。
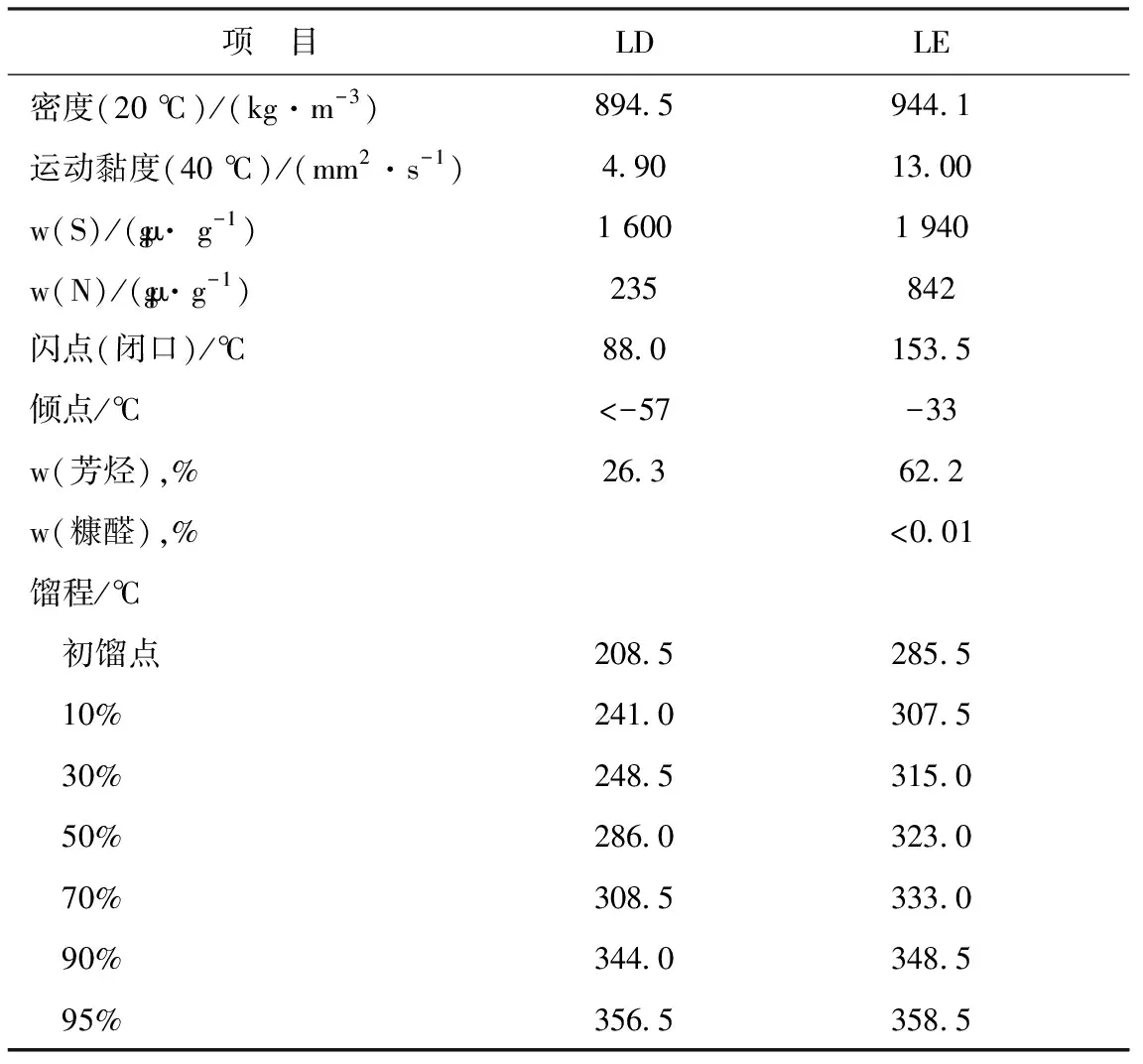
表1 原料油的主要性质
由表1可以看到,经过糠醛选择性萃取所得的LE富集了馏分油中大部分的芳烃、含氮化合物等极性物质,与LD的硫含量比较接近,但是在密度、氮含量、芳烃含量和黏度上与LD相差较大,如果直接作为加氢装置进料则易引起催化剂的积炭、失活,因此,将LE作为调合进料并加以深入研究是十分必要的。
在LD中按照不同质量比分别掺炼8%,15%,20%的LE,得到3种混合原料油BF1,BF2,BF3,性质如表2所示。由表2可以看出,通过将高黏度、高密度和高芳烃含量的LE与性质较好的LD进行调合,得到的混合原料油的黏度、密度和芳烃含量均大幅降低。其中,密度和黏度均与LD较为接近,芳烃含量略高。相比LE直接作为进料,将混合原料用作加氢装置进料将有利于保护催化剂活性,保证长周期运行。
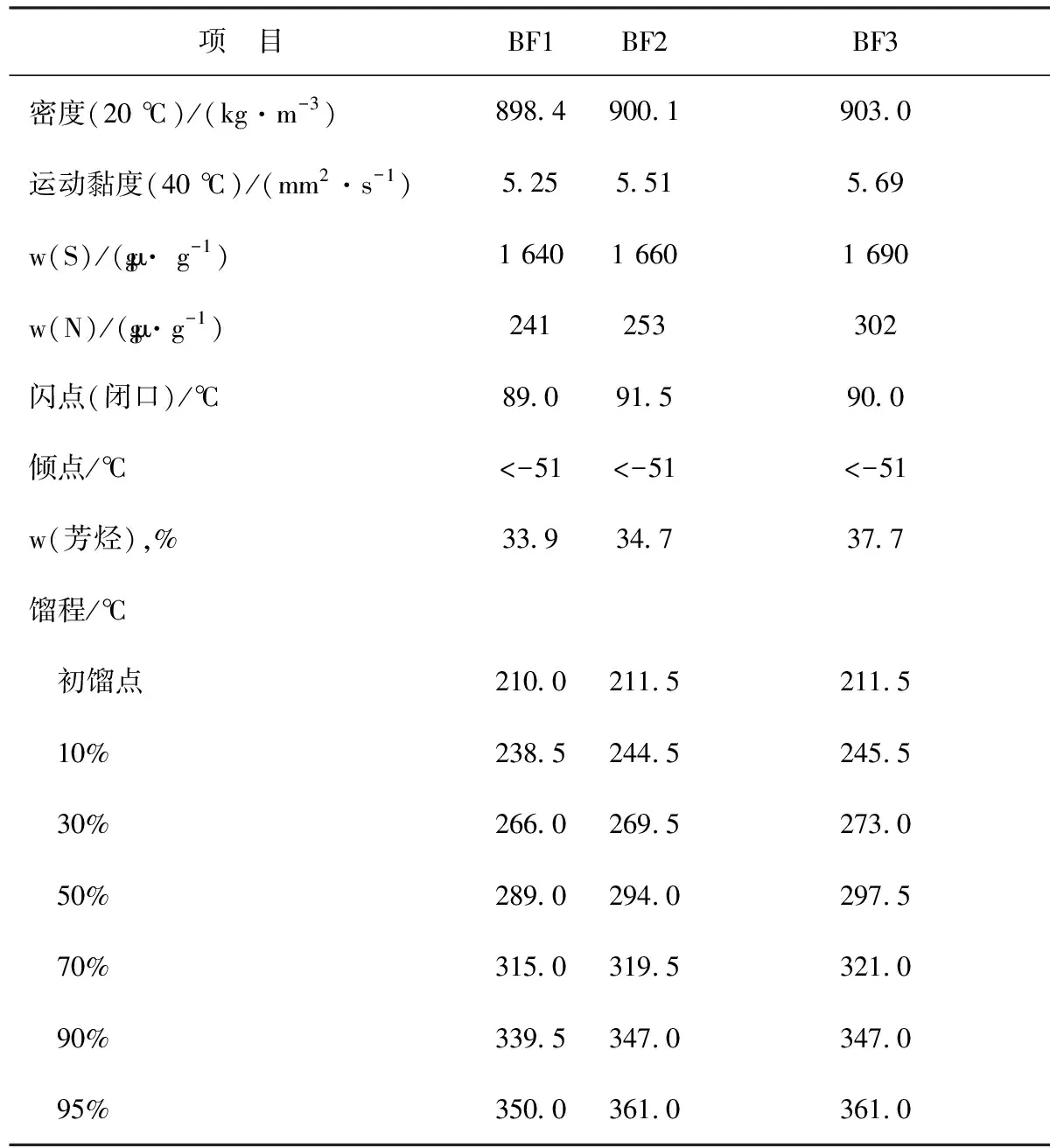
表2 直馏轻油与糠醛抽出油混合原料油性质
1.2 试验装置及催化剂
加氢精制和加氢改质试验在固定床加氢装置上进行,装置由两个反应器串联,单个反应器的催化剂最大装填量为200 mL。其中,第一个反应器(R1)装填130 mL加氢精制催化剂,第二个反应器(R2)装填54 mL加氢改质催化剂和14 mL加氢精制催化剂。氢气采用电解氢,纯度不低于99.99%,新氢一次通过。
所用加氢精制催化剂为钼-镍型催化剂,加氢改质催化剂为钨-镍型催化剂,所有产品均为市售工业产品。
1.3 工艺条件
试验分别以LD,BF1,BF2,BF3为原料,通过加氢精制、加氢改质及产品切割进行处理。因工业装置设计完成后,反应压力、空速、氢油比等条件允许变化的范围较小,故本试验固定上述因素,在反应压力为10.0 MPa、体积空速为0.83 h-1、氢油体积比为950条件不变的情况下,考察LE掺炼比例和反应温度对5号粗白油产品性质的影响。试验各条件(RC1,RC2,RC3,RC4,RC5)的工艺参数差别仅在于反应温度,所采用的反应温度如表3所示。
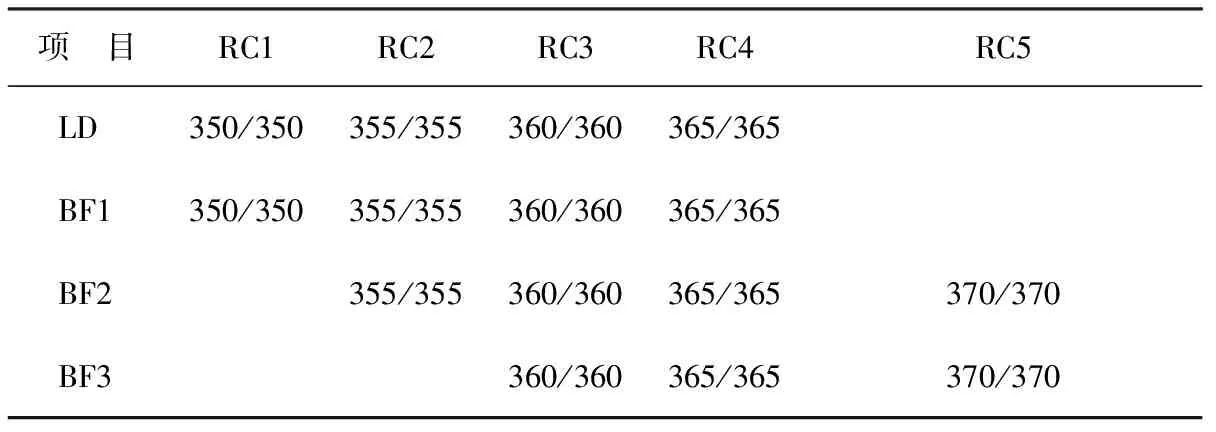
表3 加氢试验的反应温度(R1/R2) ℃
2 结果与讨论
2.1 LE掺炼比例和反应温度对产品收率的影响
不同LE掺炼比例和不同反应温度下的产品收率见表4。结合表3和表4可以看出:在相同反应温度下,随着LE掺炼比例的增大,总液体收率和5号粗白油产品的收率均呈现出略有增加的趋势,其主要原因是LE中含有大量芳烃,其裂化性能较差,相对于链烷烃和环烷烃,能够更多地以液体形式保留在反应产物中,故随着LE掺炼比例的增大,液体收率略有增加;在相同的LE掺炼比例下,随着反应温度的提高,总液体收率和5号粗白油产品收率均呈现出明显的下降趋势。分析总液体收率和5号粗白油产品收率间的差值可以注意到,随着反应温度的提高,5号粗白油产品收率下降得更为迅速,意味着随着反应温度的提高,原料油更多地裂化成为终馏点小于180 ℃的小分子烃类甚至是气体产物。
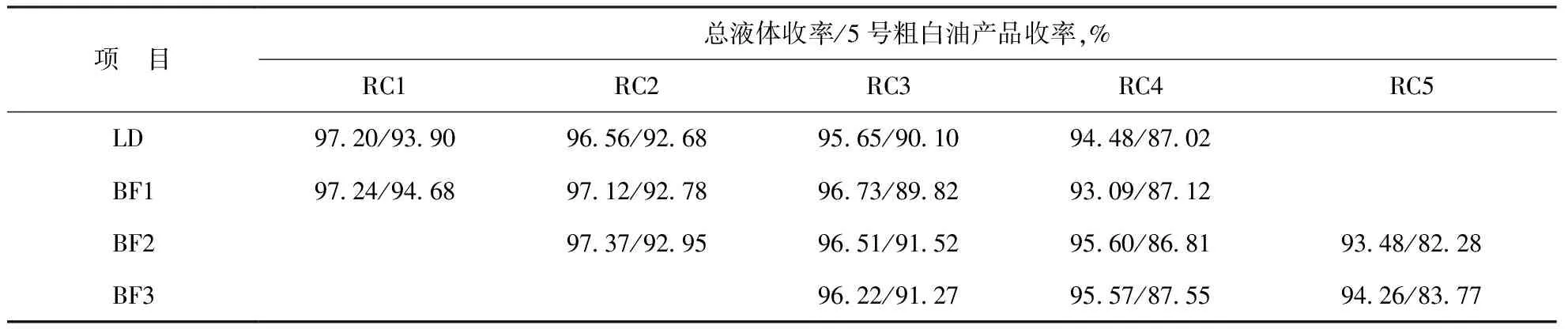
表4 不同LE掺炼比例和不同反应温度下的产品收率
2.2 LE掺炼比例和反应温度对产品黏度的影响
不同LE掺炼比例和不同反应温度下的产品黏度见表5。结合表3和表5可以看出:在相同反应温度下,随着LE掺炼比例的增大,5号粗白油产品黏度呈现增大趋势,这主要是因为LE中含有大量芳烃,这些芳烃经加氢饱和生成平均相对分子质量更大的液体产物,导致5号粗白油产品黏度增大;在相同的LE掺炼比例下,随着反应温度的提高,5号粗白油产品黏度呈现下降趋势,这是由于随着反应温度的提高,原料油裂化为更多小分子烃类。
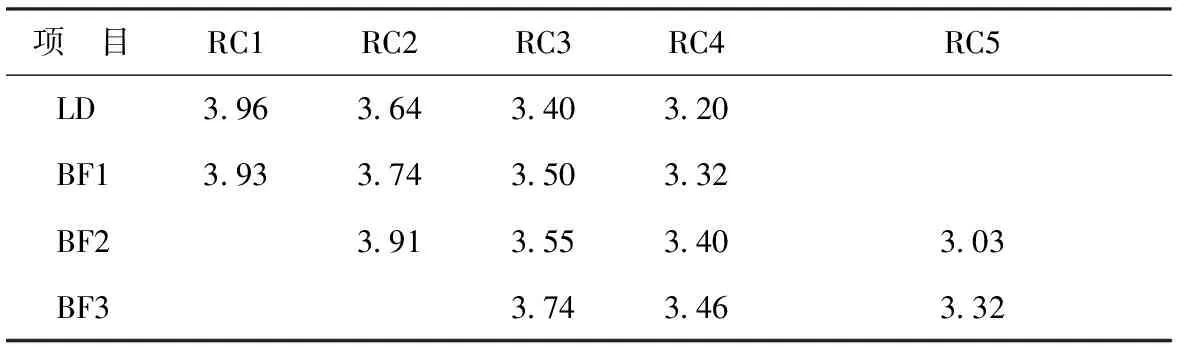
表5 不同LE掺炼比例和不同反应温度下的产品黏度(40 ℃) mm2/s
2.3 原料LE掺炼比例和反应温度对产品硫含量的影响
不同LE掺炼比例和不同反应温度下的产品硫含量见表6。结合表3和表6可以看出:在相同反应温度下,随着LE掺炼比例的增大,5号粗白油产品硫含量呈现明显的增大趋势;而在相同LE掺炼比例下,随着反应温度的提高,5号粗白油产品的硫含量则呈现下降趋势,但并不明显。通常认为加氢脱硫反应符合Arrhenius方程,提高反应温度有利于脱硫反应的进行。但是有研究者经分析认为柴油馏分中二苯并噻吩类(DBTs)物质含量较高[9],因空间位阻效应导致其中的硫难以被加氢脱除,故难以实现仅通过提高反应温度而获得低硫产品。
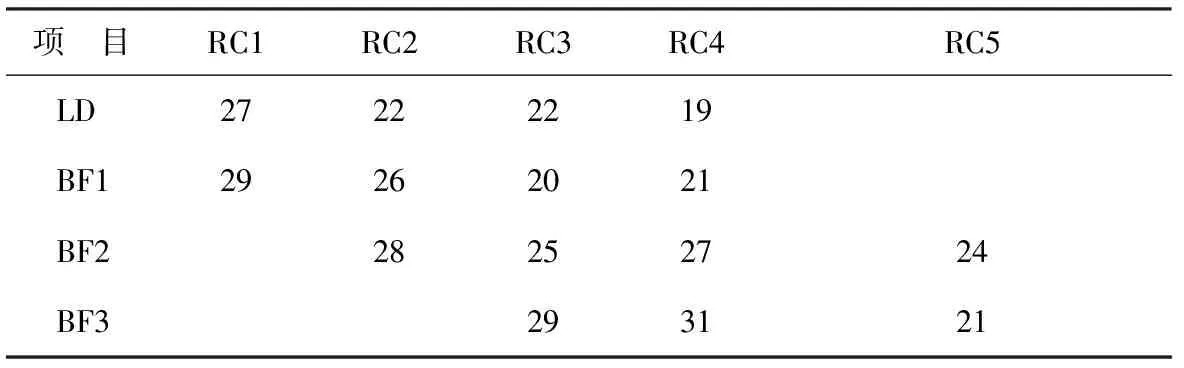
表6 不同LE掺炼比例和不同反应温度下的产品硫质量分数 μg/g
2.4 原料LE掺炼比例和反应温度对产品赛波特色度的影响
不同LE掺炼比例和不同反应温度下的产品赛波特色度见表7。结合表3和表7可以看出:在相同反应温度下,随着LE掺炼比例的增大,5号粗白油产品的色度呈现明显的下降趋势;而在相同的LE掺炼比例下,随着反应温度的提高,5号粗白油产品的色度呈现上升趋势。由此可见,LE的加入使原料劣质化,导致产品颜色变差,而提高反应温度则有利于改善产品颜色。
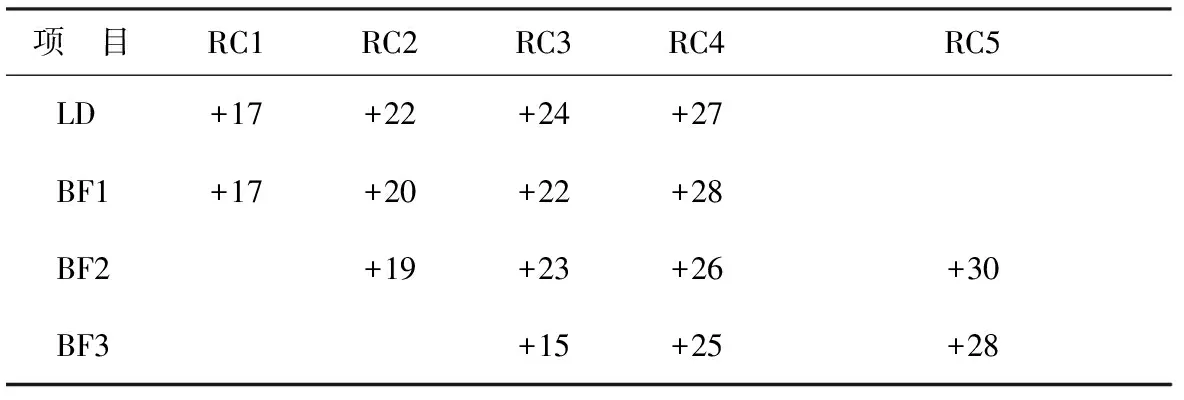
表7 不同LE掺炼比例和不同反应温度下的产品赛波特色度 号
2.5 原料LE掺炼比例和反应温度对产品芳烃含量的影响
不同LE掺炼比例和不同反应温度下的产品芳烃含量见表8。结合表3和表8可以看出:在相同反应温度下,随着LE掺炼比例的增大,5号粗白油产品芳烃含量呈现增大的趋势;在相同的LE掺炼比例下,随着反应温度的提高,5号粗白油产品芳烃含量呈现下降趋势。这主要是因为LE中含有的大量芳烃经过加氢处理后部分发生了饱和、裂化反应,只有小部分芳烃进入液体产物,导致5号粗白油产品的芳烃含量下降。
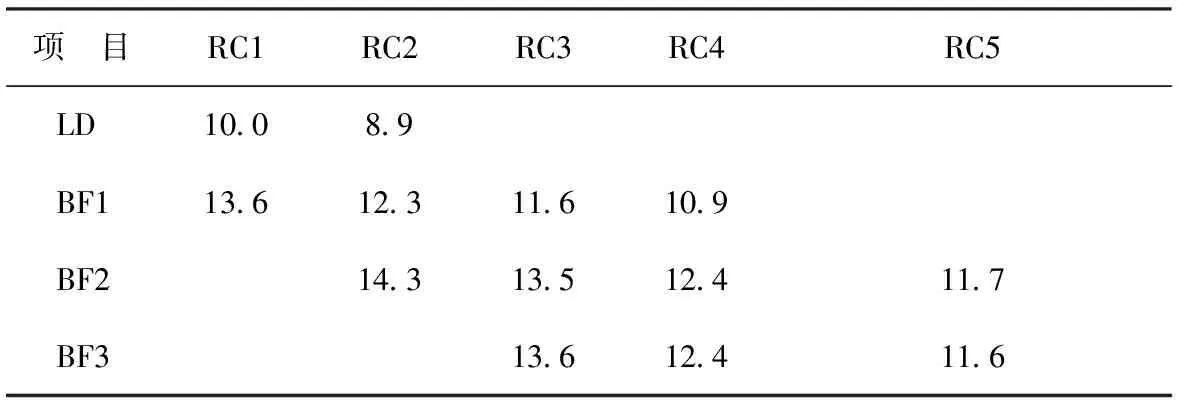
表8 不同LE掺炼比例和不同反应温度下的产品芳烃含量 w,%
2.6 产品性能
以上述研究结果为基础,以混合原料油BF1为原料进行了进一步试验研究。结合工艺条件与产品性质间的关系,综合考虑5号粗白油产品收率,对试验条件进行了优化,优化后的工艺条件及产品性质如表9所示。由表9可以看出,将LE作为混合进料,生产的5号粗白油产品完全符合行业标准要求。
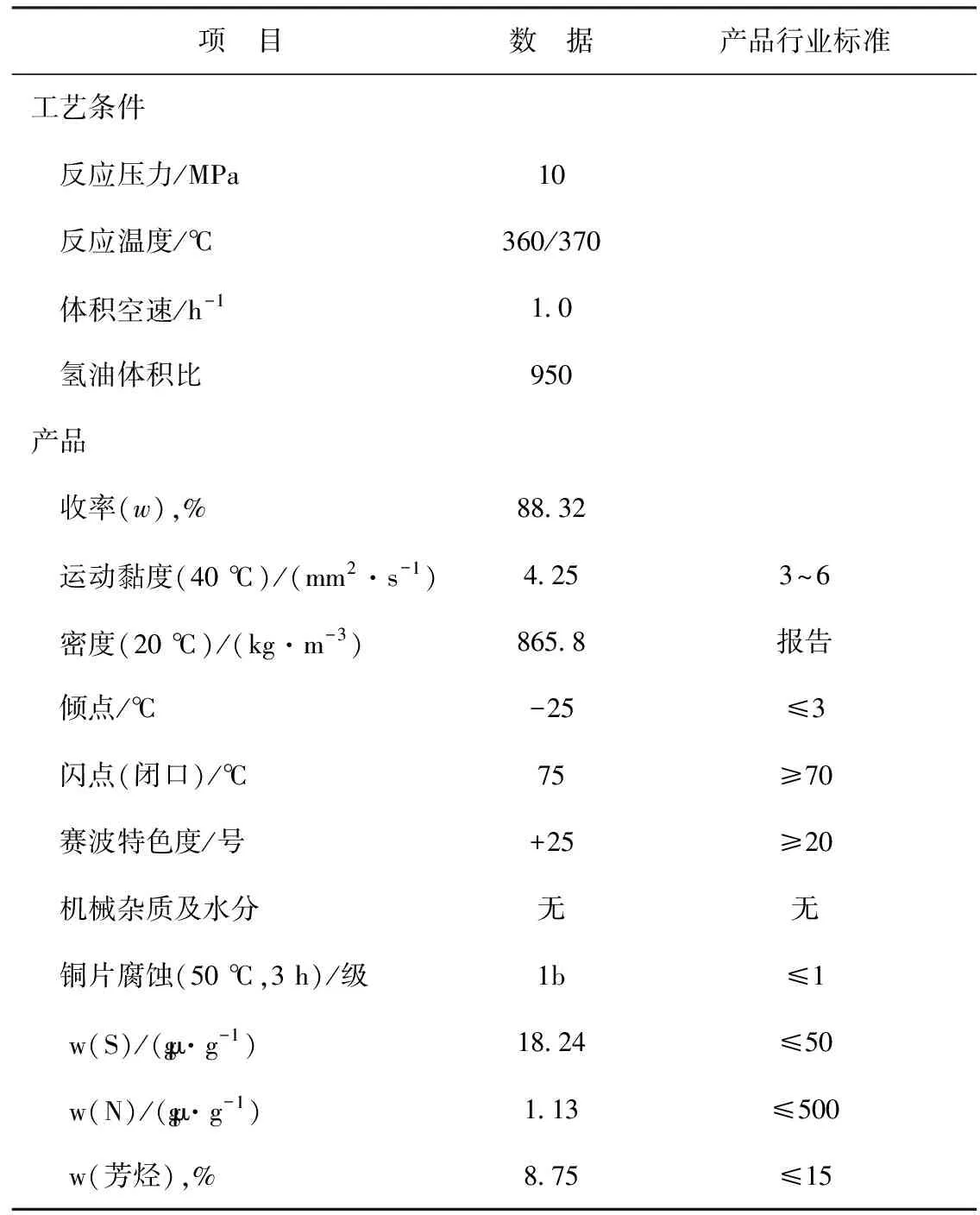
表9 试验条件及产品性质
进一步提高反应温度对提高产品品质有利,但会明显降低5号粗白油产品收率,需要在产品品质与加工经济性之间取得平衡。
3 结 论
(1)在LD中掺炼LE加氢生产5号粗白油产品时,LE的掺炼比例和反应温度对目标产品的收率、黏度、硫含量、色度和芳烃含量均有明显的影响,通过控制LE的掺炼比例,并灵活控制反应温度,可以实现对反应产物收率及产品性质的控制。
(2)以8%的低比例将LE掺入LD中作为加氢进料,通过调整反应温度,可获得合格的5号粗白油产品,并且产品收率达到88.32%。进一步提高反应温度对提高产品品质有利,但会明显降低5号粗白油产品收率,需要在产品品质与加工经济性之间取得平衡。
猜你喜欢
精细石油化工(2022年5期)2022-09-21
中老年保健(2021年2期)2021-08-22
石油沥青(2021年6期)2021-02-10
润滑油(2020年4期)2020-11-28
当代化工(2019年9期)2019-12-02
润滑油(2019年6期)2019-11-29
太原理工大学学报(2019年4期)2019-08-05
智富时代(2019年6期)2019-07-24
智富时代(2019年6期)2019-07-24
中成药(2017年8期)2017-11-22