
3D打印1.2709钢材的微观结构及性能
2019-03-06 12:42:06曾志伟肖文利朝格图
模具制造 2019年12期
曾志伟,肖文利,朝格图
东江模具(深圳)有限公司(广东深圳 518107)
1 引言
三维打印技术,是一种异于传统材料加工的方法[1],根据所需部件的3D结构,设计数学模型文件,然后将金属或塑料等材料粉体利用3D打印设备,通过逐层叠加的方式制造三维产品,这种技术又被称为“增材制造”技术[2~5]。3D打印技术中目前国外使用SLM(选区激光融化,selective laser melting)工艺制造马氏体时效钢的技术已相对成熟,而国内对此材料SLM工艺制造产品性能的研究只有少量报道[6]。SLM工艺具有制作形状复杂、相对致密高、节省材料等优点[7~8]。同时,3D打印技术的应用越来越广泛,公司也在积极探索其在塑胶模具上的应用。因此,本文对使用EOS M290设备打印1.2709粉末材料制备的工件进行了微观结构和力学性能的分析和研究。
2 样品制备
2.1 材料
本文使用的金属粉末为EOS提供的德国进口粉末,牌号为1.2709(或MS1),粉末成分和物理性能如图1所示。
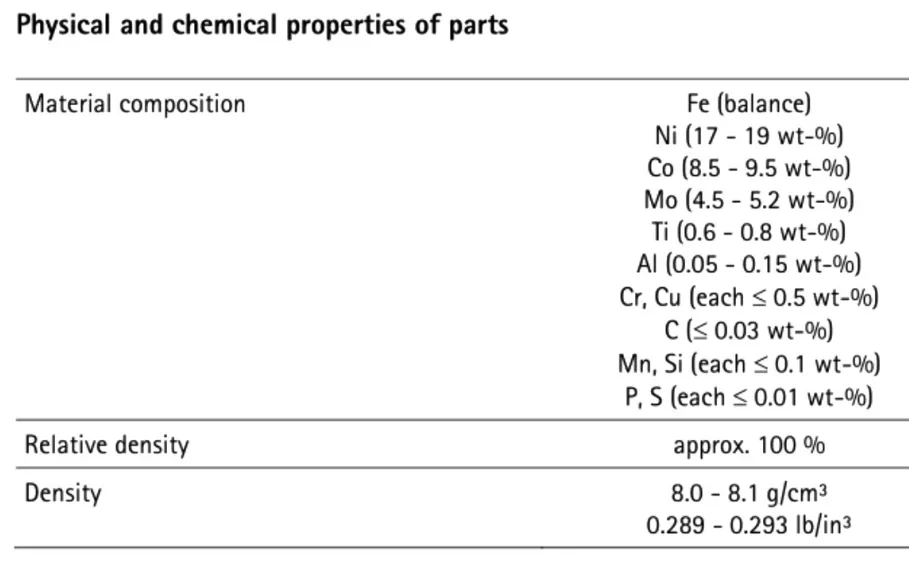
图1 1.2709金属粉末物性
2.2 制样设备
本文使用德国EOS M290型号的3D打印机进行样品打印,3D打印机如图2所示。

图2 EOS M290金属3D打印机
2.3 热处理
3D打印出来的工件热处理工艺:先退火,940℃,2h,快速空冷;然后490℃时效6h,空冷,硬度到52~54HRC。试验样品硬度实测值如表1所示。
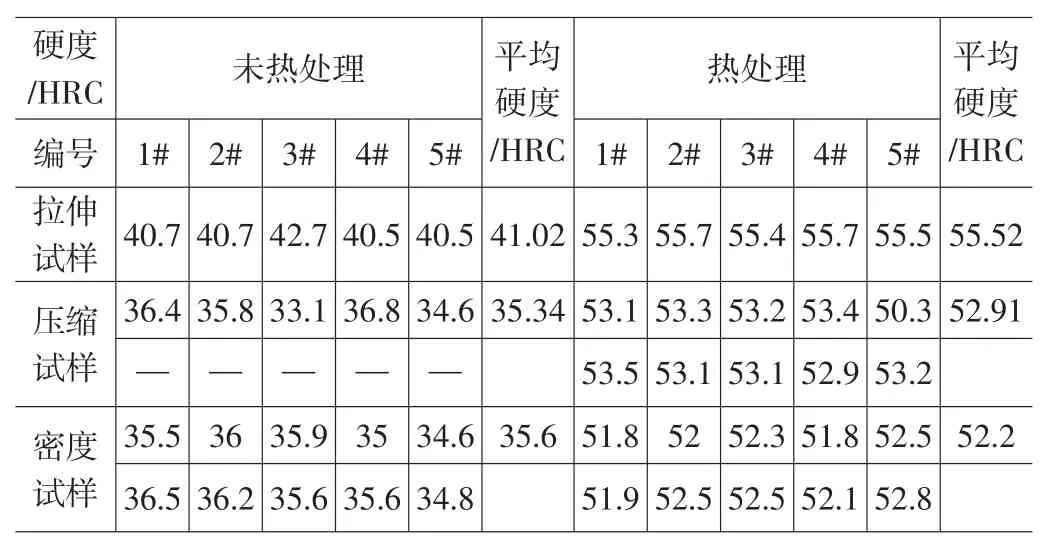
表1 试验样品热处理状态和实测硬度
3 实验结果与讨论
3.1 密度
为了研究3D打印工件密度及其与传统方法制备的钢材密度差异性,对3D打印件进行了密度测试如图3所示,密度测试仪器为美国AccuPyc II 1340系列全自动气体置换法真密度仪。测试原理为:使用惰性气体例如氦气或氮气通常被用作置换介质体,用气体置换方法精确地测量样品体积。样品被密封在已知体积的仪器仓内,适当的惰性气体填充到样品仓内然后扩展到另一个精确测量体积的扩展仓内。通过气体扩展前后的压力就可计算出样品的体积。用样品质量除以体积就可得到气体置换法的密度。
图3 密度测试样品
分别对未热处理(直接3D打印出来)和热处理后的样品进行了密度测试,测试结果如表2所示。
从表2中可以看出,热处理后密度要大于热处理前的密度,这是因为热处理过程中小孔隙会迁移聚集,有部分迁移至外表面或外表面附近形成通孔从而提高了表观密度。
同时,密度测试结果与EOS给定的密度对比,其密度在给定的8.0~8.1g/cm3范围内,属于有效范畴。但其致密度分别为99.1%和99.6%,说明其内部还存在小部分孔隙,没有完全致密。
3.2 显微组织
为了研究3D打印工件内部组织形貌,分别对未热处理和热处理后的样品进行了金相分析,金相照片如图4和图5所示。
从图4可以看出,未热处理3D打印件低倍下可以看到激光烧结后存在较多的小圆孔隙(图5中黑色部分为小孔隙),不能做到100%致密(与密度测试结果呼应),同时可以看到明显的熔合边界。通过高倍金相照片可以看到,打印过程中因加热和冷却较快,粉末由熔融态快速冷却奥氏体化然后从Ms点开始转变为板条状马氏体,单个奥氏体晶粒内可有几个不同取向马氏体束,每一束马氏体由多个板条马氏体组成。
从图5可以看出,热处理后小孔隙通过扩散聚集变成了大孔隙(图5中黑色区域),形状不规则,熔合界线消失。热处理过程中原来的马氏体会先被奥氏体化,在升温/保温过程中会重新形成奥氏体晶粒,因热处理时间充足,新形成的奥氏体较均匀,形状为多边形或类圆形。退火后为获得需要硬度会以一定速率冷却,获得板条状马氏体,如高倍金相照片。
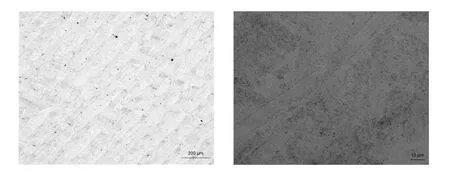
图4 未热处理试样金相照片

图5 热处理后试样金相照片
3.3 力学性能
为了研究3D打印工件的机械性能,分别对未热处理和热处理后的试样进行了拉伸性能和压缩性能测试,测试结果如表3所示。
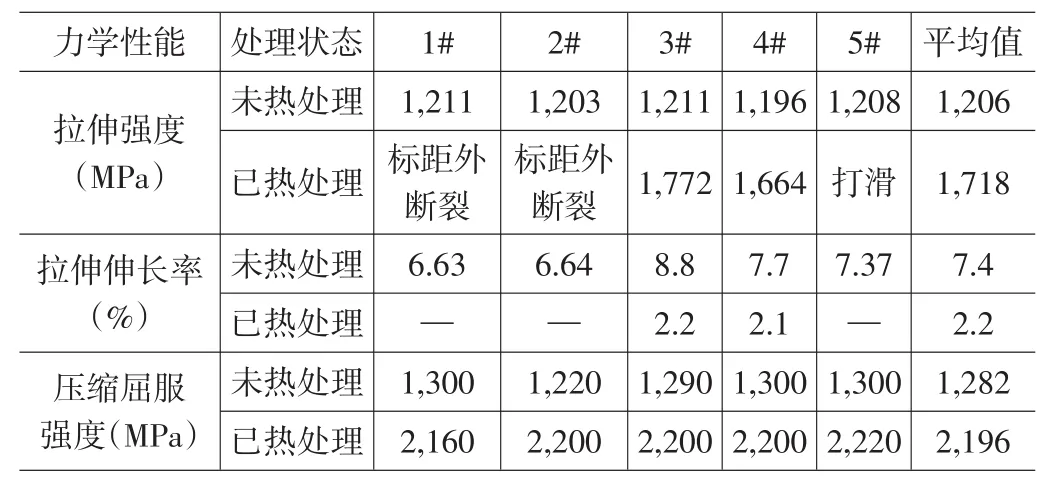
表3 拉伸性能和压缩性能测试结果
从表3中可以看出,未热处理的3D打印试样拉伸强度和伸长率分别为1,206MPa和7.4%,经过热处理后其拉伸强度和伸长率分别为1,718MPa和2.2%;未热处理的3D打印试样压缩屈服强度为1,282MPa,热处理后屈服强度提高到2,196MPa。由此可得,热处理可以明显提高3D打印试样的力学性能。
通过查阅ASSAB的Stavax ESR和8407钢材物性表可以得知:50HRC时Stavax ESR拉伸强度为1,780MPa;52HRC时8407拉伸强度为1,820MPa。其与3D打印热处理后的拉伸强度测试数据基本相当,3D打印试样拉伸测试和压缩测试曲线如图6~图9所示。
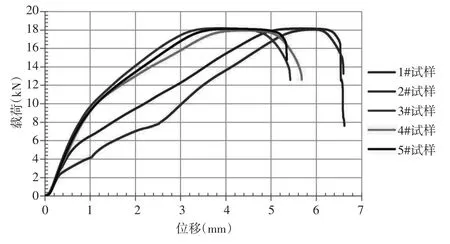
图6 未热处理试样拉伸载荷-位移曲线
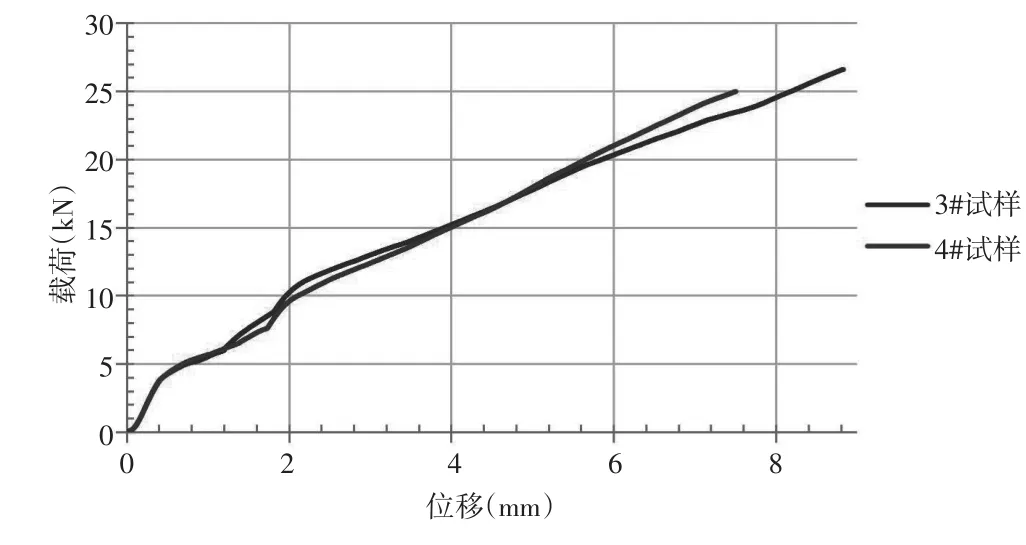
图7 热处理试样拉伸载荷-位移曲线
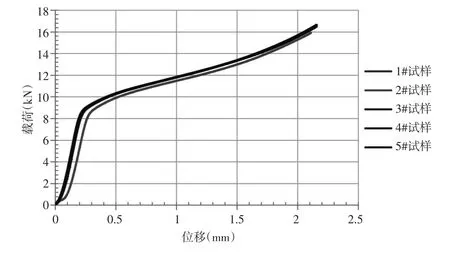
图8 未热处理试样压缩载荷-位移曲线
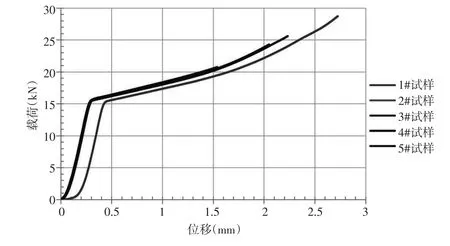
图9 热处理试样压缩载荷-位移曲线
3.4 防腐蚀性能
分别选取了3种不同材料进行中性盐雾实验,比较其抗腐蚀性能,以衡量1.2709材料的防腐蚀能力。3种材料都是经过热处理到52~54HRC硬度后进行的盐雾测试,其实测硬度如表4所示。

表4 3种类材料硬度实测值
从测试照片图10可以看出,3种钢材24h后表面已腐蚀大半,48h后都已严重腐蚀;对比腐蚀照片可以看出3种钢材腐蚀程度有差异,抗腐蚀能力:1.2709>Stavax ESR>1.2344。
4 结论
(1)直接3D打印出来的试样密度为8.0278g/cm3,致密度99.1%,热处理后密度提高到8.06915g/cm3,致密度99.6%,没有完全致密,内部存在一部分孔隙。
(2)3D打印工件内部不可避免会存在一定数量小孔隙,热处理后小孔隙会聚集成大的孔隙,不适合A0等高抛光要求产品。

图10 3种钢材腐蚀照片
(3)3D打印的试样性能较好,未热处理状态下其拉伸强度和屈服强度分别为1,206MPa和1,130MPa,热处理后其拉伸强度和屈服强度分别为1,718MPa和2,089MPa,热处理可以显著提高其力学性能。3D打印工件热处理后与传统方法制备的不锈钢Stavax ESR、热作钢8407性能相当,具备良好的机械性能。
(4)3D打印试样具有较好的抗腐蚀性能,中性盐雾测试表明抗腐蚀能力:1.2709>Stavax ESR>1.2344。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:20
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
装备制造技术(2020年1期)2020-12-25 05:18:00
模具制造(2019年10期)2020-01-06 09:13:08
制造技术与机床(2019年7期)2019-07-22 03:42:06
现代机械(2018年1期)2018-04-17 07:29:48
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41
