
一种薄壁型ABS齿圈的装配方法的优化
2019-03-05 04:01:12秦乐樊勇马林科张贝
汽车实用技术 2019年3期
秦乐,樊勇,马林科,张贝
一种薄壁型ABS齿圈的装配方法的优化
秦乐,樊勇,马林科,张贝
(陕西汉德车桥有限公司,陕西 宝鸡 722408)
目前薄壁型ABS齿圈无相关验收设备,无法对齿圈相关参数进行检测、验收,同时装配过程中无法对装配状态进行检查,过程不良率较高;文章通过介绍一种自制齿圈参数检测设备,同时对装配方法进行优化,从而使ABS齿圈参数可检测,从而降低过程不良率。
薄壁型ABS齿圈;参数;装配方法
引言
随着世界汽车工业的迅猛发展,安全性日益成为人们选购汽车的重要依据。目前广泛采用的防抱制动系统(ABS)使人们对安全性要求得以充分的满足,更是整车安全运行的保障;目前,我们针对一种薄壁型ABS齿圈无有效的入库检测手段、总成参数检测手段,仅依靠最终设备保证ABS信号合格,对过程参数无法进行控制,以充分预防ABS信号异常的故障发生。
1 现状问题描述
目前ABS传感器均按WABCO标准,通过控制ABS传感器最大、最小电压比及最大最小间隙判断信号是否合格;而此种薄壁型ABS齿圈因壁厚较薄,使用传统油压机及其辅具压装易造成倾斜,导致ABS信号不合格。
2 问题分析与改进
2.1 现状问题分析
针对此问题,我们对故障件进行拆解、分析:
(1)拆除ABS传感器,使用万用表检测ABS传感器阻值,均符合WABCO标准要求。
(2)检测轮毂带ABS齿圈合件齿面跳动,发现ABS齿圈齿面跳动最大约0.4mm,不符合WABCO标准要求。
因此,判断ABS齿圈齿面跳动过大可能为故障因子。
(3)拆除轮毂带ABS齿圈合件,对ABS齿圈外观、齿面状态进行检查,发现个别齿面高点、齿宽不均(图1、图2),齿圈压装倾斜。

图1
图2
因此,判断ABS齿圈齿面状态、齿宽不均,齿圈压装倾斜可能为故障因子。
2.2 问题要因确认
对上述故障可能因子进行判断分析,实验验证:
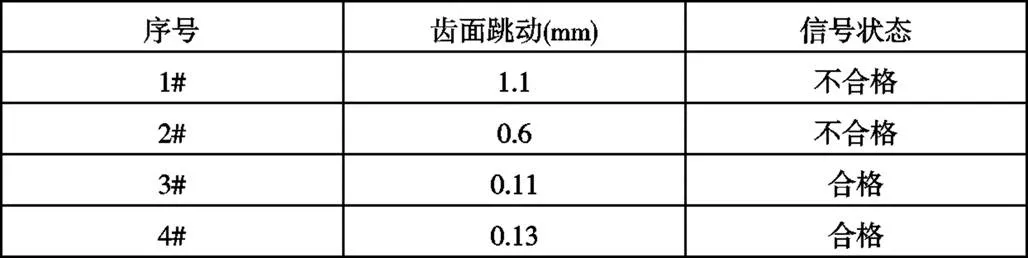
(1)抽取ABS信号检测合格的实验件,我们对1#齿圈齿面个别齿厚进行打磨处理(打磨约1mm),对2#齿圈齿面进行人为性损坏(模拟高点、凹坑),对3#齿圈齿面个别齿宽进行打磨处理(打磨约1mm),对4#不进行任何处理分别检测其实验数据,如表1:
表1
(2)对装配后齿圈安装状态进行检查,发现齿圈压装倾斜故障较多,且配合尺寸波动范围较大,并对其中3件装配合件进行信号检测,发现信号均不符合要求;
(3)我们对ABS齿圈零部件进行检查、分析,发现对直线度、齿圈压紧力无法检测,且厂家无相关检测标准;即齿面直线度为不可控状态,若直线度过大导致齿面倾斜,转动过程中造成检测电压不稳定。
因此,我们判断故障要因为:
a.齿圈质量问题,表面磕碰(高低点),直线度及压紧力不合格;
b.齿圈压装后齿面跳动超差,导致间隙不符合要求。
3 问题改进与验证
(1)针对齿圈质量缺陷,我们通过自主设计设备,检测齿圈压紧力,如图3:

图3
设备原理:通过标准芯轴,模拟ABS齿圈合装,使用压力传感器检测齿圈压紧力,同时压力通过压力传感器实现实时显示,读取压紧力数值;此设备更实现了不同范围齿圈压紧力的实时检测。
(2)针对压装过程中倾斜问题,我们对原有装配方法进行了解,使用齿圈端面受力,同时通过配合件端面实现压装到位保证;分析装配过程,目前装配工艺流程如下:
上件:取齿圈,目测检查后套装在相配件;→压装:使用工装辅具,用油压机压装到位;→转运:目测检查,转运装配;
我们对整个装配方法进行观察、分析,发现:
(1)目测检查仅依靠视觉感受评价,人为判断因素占比较大;
(2)压装时由于两者为过盈配合,压装时需人工套装至相配件,且套装时无法保证平稳、无倾斜;
(3)压装辅具无装配导向,压装后无法保证同轴度符合要求;
(4)转运、合装前无总成检测手段,同样依据目测检查判断,人为判断因素占比较大。
综合判断,目前薄壁型ABS齿圈信号合格率较低,主要为装配工艺方法不完善,人为感官评审因素较多,对压装过程、压装状态缺少检测手段等;针对重点改进要点,我们对现有装配方法进行优化,改善工艺方法为:
上件:检查齿面状态,排除齿面缺陷→齿圈加热:使用感应加热器,加热齿圈3-6S→装配:利用辅具手动装配到位→检查:检测合件齿面跳动参数→转运:转运装配。
优化后工艺方案,首先通过检测齿面状态(齿圈其余参数已通过自制设备检测合格),确保齿圈来料合格;其次改进冷装法为热装法,避免过盈量过大,导致人工放置倾斜;再次增加工装导向(如图4),压装时保证相关件同轴度要求;最后在总成下线时对装配参数进行检测,通过控制过程参数保证最终产品合格,避免返工、返修,造成浪费。

图4
(3)现场通过改进后工艺方案装配、验证,现场连续验证10件总成装配,并对检测参数、结果进行记录,统计,均符合标准要求,具体数据如表2:
表2

由实验效果可知:改进后工艺方案装配一次合格率达100%,后工序无返工、返修作业,效果极佳。
4 应用推广
目前改进后工艺方法已应用于该结构全部桥型,完全通过在线检测工艺参数,保证最终产品质量,将原有的后工序发现问题,返修、返工,完全改进为装配过程中发现问题、控制参数;避免因二次返工、返修,造成环境污染及其它质量事故。
5 总结
通过此次问题分析、改进,我们了解到,技术人员只有深入现场,善于发现现场问题,通过数据统计、分析,才能更有效地分析问题、解决问题。
[1] 王文斌.机械设计手册[M].北京:机械工业出版社,2004.
Optimizing the Assembly Method of a Thin-walled ABS Gear Ring
Qin Le, Fan Yong, Ma Linke, Zhang Bei
( Shaanxi Hande Axle Co., Ltd., Shaanxi Baoji 722408 )
At present, there is no relevant acceptance equipment for the thin-wall ABS ring, so it is impossible to test and accept the relevant parameters of the ring. Meanwhile, it is impossible to check the assembly status during the assembly process, with a high defect rate. This paper introduces a kind of self-made gear ring parameter detection equipment, and optimizes the assembly method, so that ABS gear ring parameters can be detected, thus reducing the failure rate in the process.
Thin-walled ABS ring; Parameters; Assembly method
A
1671-7988(2019)03-187-03
U466
A
1671-7988(2019)03-187-03
U466
秦乐(1992-),男,助理工程师,就职于陕西汉德车桥有限公司。主要负责装配新工艺、新方法的改进与应用,过程质量改进、测量系统分析,售后质量问题攻关、改进等。
10.16638/j.cnki.1671-7988.2019.03.062
猜你喜欢
减速顶与调速技术(2021年3期)2021-03-09 03:14:56
山东农业大学学报(自然科学版)(2020年6期)2021-01-09 12:30:14
机电信息(2020年33期)2020-11-29 14:05:56
重型机械(2020年3期)2020-08-24 08:31:46
时代汽车(2018年12期)2018-06-18 03:43:52
制造技术与机床(2017年11期)2017-12-18 06:47:13
制造技术与机床(2017年12期)2017-02-02 07:05:05
西南交通大学学报(2016年6期)2016-05-04 04:13:08
大型铸锻件(2015年1期)2016-01-12 06:33:01
制造技术与机床(2015年10期)2015-04-09 07:05:40
