
浮动式定位销在冲压模具上的应用
2019-03-05 04:01秦家盈
汽车实用技术 2019年3期
秦家盈
浮动式定位销在冲压模具上的应用
秦家盈
(上汽通用(沈阳)北盛汽车有限公司,辽宁 沈阳 110000)
文章介绍了传统固定式定位销在汽车外板模具上应用存在的堵料、修边“长城台”缺陷、变更修边线研配困难等工艺问题,在内板模具上存在投料后定位销孔变形问题,并给出了浮动式定位销的问题解决方案,根本上避免了上述问题的出现。
固定式定位销;“长城台”缺陷;定位孔变形;浮动式定位销
1 定位销在模具上的应用现状
1.1 定位销在外板模具上的应用现状
外板零件(前盖外板,后盖外板,前后门外板,翼子板,侧围外板等零件)由于受产品造型限制,零件上无孔可利用作定位孔,因此常在临近翻边面的废料区设计定位孔来满足零件在模具上的定位需求,并在最后一序设计定位孔修翻边工艺切除定位孔及废料[2],如图1所示。

图1 某车型前盖外板定位孔工艺排布
在此工艺条件下,由于涉及到OP20与OP30前后序接刀,同时需要保证定位孔废料顺利滑落,模具调试过程十分困难。为保证废料能够顺利下滑时,将修边线外移,此时废料形状为开口型能够顺利下滑,但零件修翻边后呈“长城台”状缺陷,如图2,包边模包边后呈现出棱线不顺状态,影响整车质量;为克服长城台缺陷出现,将修翻边线内移,此时零件修翻边边缘过渡相对平顺,但废料呈半包围型刮蹭定位销如图3,造成下滑不畅问题出现。
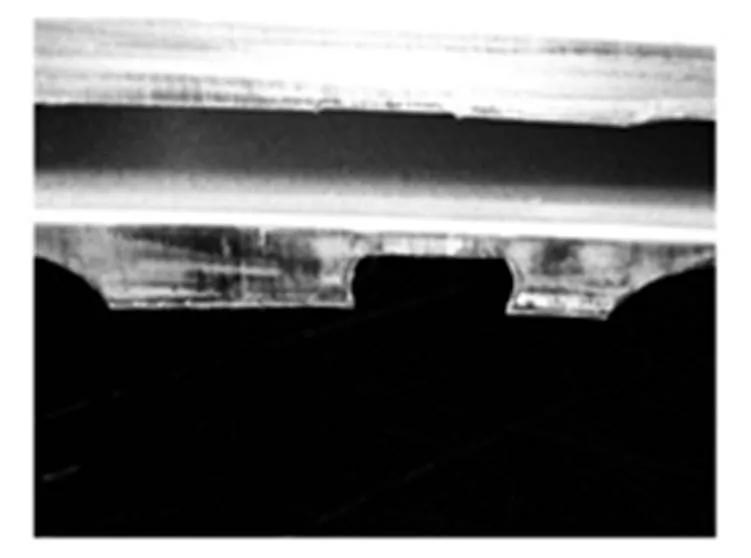
图2 修翻边“长城台”状缺陷

图3 废料呈半包围型刮蹭定位销
1.2 定位销在内板模具上的应用现状
内板零件(如门内板、侧围内板等零件)常采用D基准孔作为冲压检具的检具定位孔,并用作包边模的定位基准。门内板等零件在模具上的定位也是依靠这些定位孔来完成的。由于受内板零件自身拉伸深度(150mm至200mm)影响,即使保证投料过程中零件下沿贴近模具型面情况下,定位孔所在平面距离模具型面仍有150mm至200mm的高度,投料后在零件自身重力作用下接触模具定位销即会出现孔变形情况;同时国内各大主机厂冲压设备也由单动压力机组成的冲压流水线升级至全自动高速生产线(SPM 8-16可调),在高SPM运行条件下,零件的惯性增大投料稳定性更差,由此引发的零件投料磕碰模具定位销变形情况越发严重,模修现场通常采用打磨定位销或取消定位销方式维持生产,给产品质量和尺寸稳定带来很大的风险,困扰着冲压生产的进行。
2 浮动式定位销在模具中的应用
2.1 浮动式定位销
本研究对固定式定位销进行了改进,将其改进为可轴向浮动式,并在上汽通用某车型模具上进行了应用,定位销浮动和下沉采用气缸驱动,并增加滑配导向结构,如图4所示,保证定位销稳定性。

图4 轴向浮动式定位销安装简图
2.2 浮动式定位销在外板修翻边处的应用
具体工作过程如下:投料过程中,气缸推动定位销上浮至工作状态,完成零件在模具上的精确定位,压机继续下行到180度完成切翻边后,气源接通,气缸动作促使定位销下沉变成非工作状态,定位孔所切废料形无论是开口型、半包围型、全封闭型,均可顺利下滑。改进后,完全从工艺上避免了废料滑落困难与修边长城台缺陷相矛盾的问题,此时定位孔处修翻边工艺转变为普通修翻边工艺,根本解决废料刮定位销堵料和长城台状修边缺陷。
2.3 浮动式定位销在内板模具上的应用
具体工作过程如下:投料过程中,定位销处于下沉非工作状态,投料后即压机角度为60度时,气缸推动定位销上浮至工作状态,完成零件在模具上的精确定位,压机继续下行到180度完成冲孔整形,压机继续运行到360度,气源接通,气缸动作促使定位销下沉变成非工作状态;改进后,投料时定位销完全处于非工作状态,零件无法与定位销接触变形,完全从工艺上避免了内板定位孔变形问题,消除了生产及后续车间的抱怨。
3 结语
可轴向浮动式定位销在外板模具上的应用完全消除了固定式定位销所造成的修边长城台缺陷,堵料及修边线更改工作量大问题,在内板模具上的应用从工艺上避免了板料接触定位销变形问题。
[1] 袁礼彬.一种“一面两孔”定位销设计方法[J].制造技术与机床, 2012,12(02):132-134.
[2] 周天瑞.汽车覆盖件冲压成形技术[M].机械工业出版社,2000.
Application of floating pin in stamping die
Qin Jiaying
( Saic-gm (shenyang) beisheng automobile co., LTD., Liaoning Shenyang 110000 )
This paper introduces the traditional fixed locating pin on the car plate mold application of plugging material, "Great Wall" defect, change beveling edge bedding-in difficult process problems, such as mold, plate positioning pin hole deformation after feeding problems, and presents a floating positioning pin solutions to problems, fundamentally to avoid the emergence of the problem.
fixed locating pin; Defects of "Great Wall platform"; Location hole deformation; Floating locating pin
A
1671-7988(2019)03-175-02
U466
A
1671-7988(2019)03-175-02
U466
秦家盈,就职于上汽通用(沈阳)北盛汽车有限公司。
10.16638/j.cnki.1671-7988.2019.03.058
猜你喜欢
锻造与冲压(2022年20期)2022-11-08
模具制造(2022年3期)2022-04-20
粮食加工(2022年1期)2022-03-23
玻璃(2022年1期)2022-02-23
时代汽车(2021年24期)2021-12-30
时代汽车(2020年10期)2020-07-24
数字技术与应用(2020年4期)2020-06-22
汽车实用技术(2020年9期)2020-06-03
中国检察官·经典案例(2020年12期)2020-01-11
军事文摘·科学少年(2018年5期)2018-09-29
