
外部气体辅助注射成型制品加强筋表面凹痕实验分析
2019-02-26 07:56肖清武柳和生黄益宾
中国塑料 2019年2期
肖清武,柳和生*,黄益宾,余 忠
(1.南昌大学聚合物成型研究室,南昌 330031;2.上饶师范学院,江西省塑料制备成型重点实验室, 江西 上饶 334001)
0 前言
随着人们对3C注塑制品要求越来越轻、薄、宽,且还要具有良好的力学性能以及完美的表面质量,这就对注射成型技术提出了更高的挑战。针对具有加强筋的宽薄平板制品,在加强筋内不允许设置气道的条件下,采用外部气体辅助注射成型(EGAIM)[1]可以满足人们对于3C制品的要求。EGAIM是相对内部气体辅助注塑成型(GAIM)[2]而言的一种先进的注射成型技术,不同于内部气体辅助注塑过程中将气体注入熔体内部,EGAIM是将气体加压在塑料制件表面与型腔之间的规定区域。相对于传统注射成型(CIM),该技术的应用可提高制品表面质量、降低注射压力与锁模力、缩短成型周期、减轻制品质量、提高制品设计自由度,近年来受到了广大学者的关注[3-5]。
设置加强筋的注塑制品在其表面对应位置处会出现明显的加强筋表面凹痕,为了避免在制品表面出现凹痕,CIM中加强筋的厚度与平板厚度的比值通常设置为0.5~0.75[6]。目前,对于CIM与GAIM制品表面凹痕的形成和消除已有比较成熟的研究[7,8],CHEN等[9]设置带不同加强筋的平板,实验证明EGAIM能有效消除凹痕,并分析了注气工艺对制品收缩率的影响。姜少飞等[10]探讨了EGAIM中各工艺参数对加强筋所造成表面凹痕的影响规律。但关于不同厚度特别是突破常规设置比值的加强筋所造成的凹痕的研究罕见报道,对EGAIM工艺参数优化也缺乏系统分析。
本文通过设计不同厚度比例(最大值为1.5)的加强筋宽薄平板,基于自主研发的外部气体辅助注塑设备及模具,先采用单因素法对EGAIM中表面凹痕深度进行实验分析,然后以此为基础设计正交实验对表面凹痕深度进行分析优化,最后对最佳化工艺参数EGAIM制品与CIM制品进行比较分析。
1 实验部分
1.1 主要原料
丙烯腈-丁二烯-苯乙烯共聚物(ABS),PA-727,熔体流动速率(MFR)为4.6 g/10 min,收缩率为0.4 %,密度为1.04 g/cm3,中国台湾奇美实业股份有限公司。
1.2 主要设备及仪器
注塑机,JX-760KA,宁波金星塑料机械有限公司;
表面粗糙度及轮廓测量仪,SV-C3200S4,Mitutoyo公司;
气体控制系统,气体通过透气钢柱体注入型腔,气缸和透气柱体装配在模具上,北京中拓机械有限责任公司;
模具自制,采用镶拼结构以便更换型腔,实验设计平板长160 mm、宽80 mm、厚(T)2 mm,带8个不同壁厚的加强筋(分别为0.6T=1.2 mm,0.8T=1.6 mm,1.0T=2.0 mm,1.1T=2.2 mm,1.2T=2.4 mm,1.3T=2.6 mm,1.4T=2.8 mm,1.5T=3.0 mm),为了防止发生气体侧漏,在平板的边缘采用矩形结构,高度为6.0 mm、宽为4 mm,如图1所示,以A-A与B-B位置的表面质量作为分析对象。
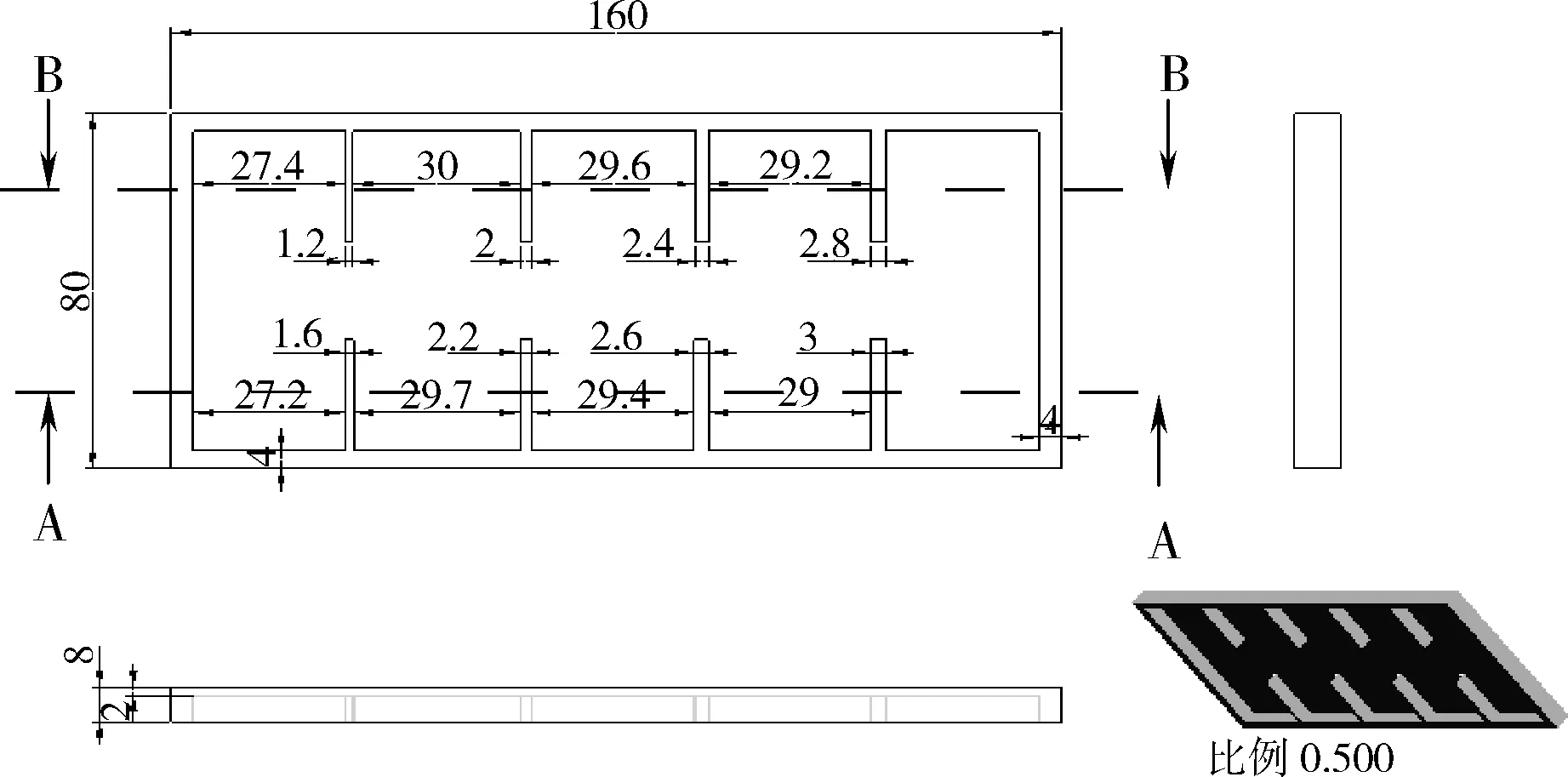
图1 制品示意图Fig.1 Diagram of plastic part
2 表面凹痕深度的单因素实验与结果分析
为了研究不同EGAIM工艺参数对带不同厚度加强筋的平板制品凹痕的影响,基于表1的基本工艺参数条件设置,改变其中一个工艺参数,即利用单因素实验法对0.8T、1.0T、1.2T、1.3T、1.4T、1.5T加强筋所造成的表面凹痕深度进行分析比较。

表1 工艺参数基本设置
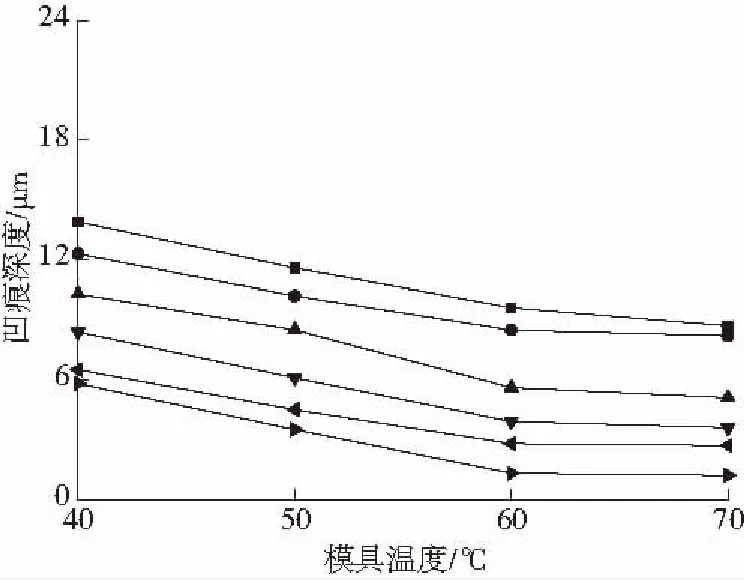
加强筋厚度:■—1.5T ●—1.4T ▲—1.3T▼—1.2T ◀—1.0T ▶—0.8T图2 模具温度对凹痕的影响Fig.2 Effect of mold temperature on the sink mark
2.1 模具温度的影响
由图2可知,随着模具温度的升高,产品表面凹痕深度都有明显的下降趋势;当模温为60 ℃时,6种不同厚度的加强筋造成的表面凹痕深度在1~10 μm,加强筋厚度1.2T以下所造成的表面凹痕深度可减少至4 μm以下;而当模温从60 ℃ 升至70 ℃时,制品表面(特别是加强筋与产品厚度比为1.2以下所对应的)凹痕深度变化趋势趋于平缓。这是因为高温熔体注入型腔,当模具型腔温度偏低时,熔体会快速冷却,形成较厚的冷凝层,使得气体保压时无法有效地传递压力推挤熔体补偿加强筋背面收缩所形成的凹痕;而当模具温度较高时,熔体的冷却速度会变慢,冷凝层较薄,从而使得在气体保压阶段气体压力能更有效地推挤熔体弥补制品表面缩痕。
2.2 熔体温度的影响
从图3可以看出,熔体温度从200 ℃提高到220 ℃时,制品表面凹痕深度并没有太大的变化,加强筋厚度1.3T以下对应的表面凹痕深度区间在1~5.3 μm,1.4T与1.5T厚度加强筋对应的表面凹痕深度区间在8.5~9.6 μm。当温度提高至230 ℃时,制品表面凹痕深度都有不同程度的增大,1.5T加强筋造成表面凹痕深度增加趋势较为明显,增加1.5 μm。主要是因为不同温度的高温熔体进入低温型腔中,熔体的冷却速度几乎没有差异,都会形成一定厚度的冷凝层,且冷凝层厚度也相差不多,此时气体保压作用的影响变化是有限的,表明熔体温度对制品表面凹痕深度的影响并不明显。但随着温度进一步的升高,熔体收缩率与缩痕指数都将增加,气压的保压效果下降,导致表面凹痕深度的增加。
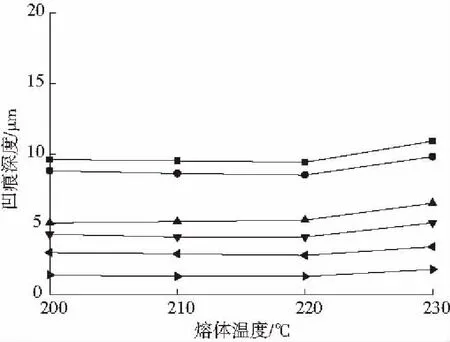
加强筋厚度:■—1.5T ●—1.4T ▲—1.3T▼—1.2T ◀—1.0T ▶—0.8T图3 熔体温度对凹痕的影响Fig.3 Effect of melt temperature on the sink mark
2.3 注气延迟时间的影响

加强筋厚度:■—1.5T ●—1.4T ▲—1.3T▼—1.2T ◀—1.0T ▶—0.8T图4 注气延迟时间对凹痕的影响Fig.4 Effect of gas delay time on the sink mark
注气延迟时间是指熔体注射完成到气体注入这段时间间隔。由图4可知,随着注气延迟时间的延长,制品表面凹痕深度增加。注气延迟时间从0.2 s延长至0.5 s,各加强筋对应的表面凹痕没有明显变化,当气体从0.5 s延长至1 s和1.5 s时,各加强筋对应的表面凹痕深度增加都较大。1.5T加强筋对应的表面凹痕深度,相对于0.5 s时的深度,延迟1 s时凹痕加深2.5 μm,延迟1.5 s时则加深5.5 μm。
这是因为随着高温熔体注入低温型腔中,靠近型腔的区域将形成一定厚度的冷凝层,随着注气时间的增加,冷凝层的厚度随之增加,当冷凝层不超过一定厚度时,气压都能进行有效的保压,减少表面的收缩;而当延迟时间较长时,型腔熔体表层将逐渐凝固,注气压力就不足以推挤熔体补偿表面收缩所产生的凹痕,气体就达不到EGAIM的保压效果。但如果气体延迟时间过短或者不设置延迟时间,气体很可能吹破熔体,破坏制品成型效果。因此气体的延迟时间不能太短,也不能太长。
2.4 注气保压压力的影响
如图5所示,由实验结果中可知,当注气保压压力低于2 MPa时,气体保压效果明显不足,当从2 MPa增加到6 MPa,制品表面凹痕深度都有明显的减小趋势,分别从2.5~11.4 μm减少到1.3~9.4 μm;当气体压力继续增加到10 MPa时,加强筋厚度为0.8T至1.3T所对应的凹痕并没有明显的改善,而对于厚度更大(如1.4T、1.5T)的加强筋所产生的凹痕还有一定的改善作用。
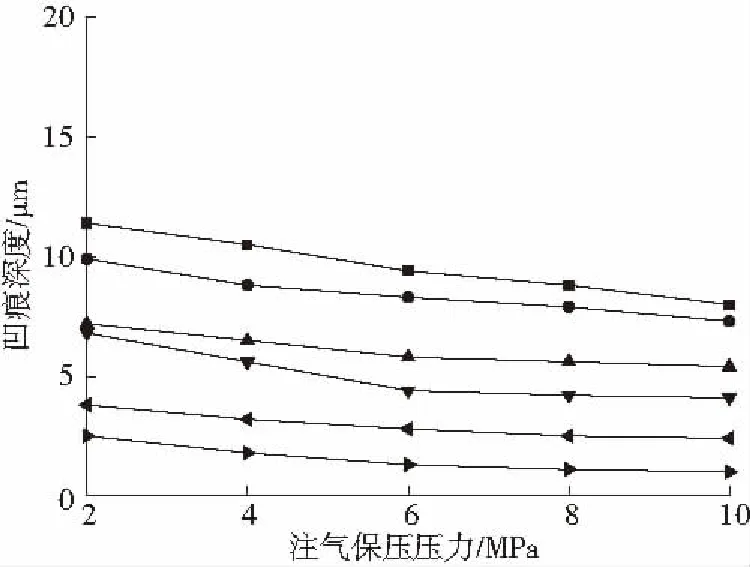
加强筋厚度:■—1.5T ●—1.4T ▲—1.3T▼—1.2T ◀—1.0T ▶—0.8T图5 注气保压压力对凹痕的影响Fig.5 Effect of gas holding pressure on the sink mark
由以上实验结果可知,对于设置加强筋的宽薄平板此类制件,在EGAIM气体保压阶段,2 MPa的气体压力明显不足,增加气压能提高气体的保压效果,较大厚度的加强筋需要较大的气压才能提供足够的压力推挤熔体补偿表面收缩凹痕,保证有效的保压效果。但过高的气体压力对表面收缩凹痕并没有明显的改善,还会造成能源浪费,所以可选择适当的注气保压压力以保证达到有效的保压效果,改善制品的表面质量。
2.5 注气保压时间的影响
由图6可知,当注气保压时间为5 s时,气体保压效果明显不足,各加强筋所对应的凹痕深度都比较大,与制品厚度比值大于1.3及以上的加强筋所造成的表面凹痕深度达到12.4 μm以上,1.5T达到15.2 μm;当注气保压时间增加到15 s时,制品表面收缩凹痕深度有明显的减小趋势,与制品厚度比值为1.3的加强筋所造成的表面收缩凹痕深度大幅减低至5.3 μm;继续增加气体保压时间至20 s时,气压将推挤熔体继续降低更大厚度(如1.4T、1.5T)的加强筋所产生的凹痕,但对于加强筋厚度为0.8T至1.3T所造成的凹痕却没有明显的改善。
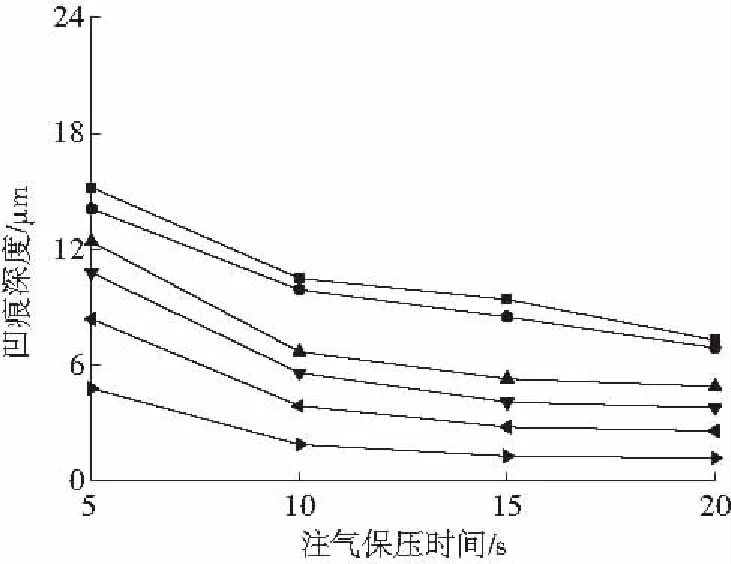
加强筋厚度:■—1.5T ●—1.4T ▲—1.3T▼—1.2T ◀—1.0T ▶—0.8T图6 注气保压时间对凹痕的影响Fig.6 Effect of gas holding time on the sink mark
以上结果表明,注气保压时间过短将导致保压效果不理想,特别是对于加强筋较厚的区域更为明显,较大厚度的加强筋需要较长的保压时间才能保证有效的保压效果。注气时间过长,对消除表面凹痕并没有更明显的改善,这是因为随着时间的增加,凝固层厚度将越来越厚,气压就难以推挤熔体补偿表面收缩凹痕,时间过长将造成氮气资源浪费。所以应选择合适的注气保压时间以减少表面凹痕深度,且还可以缩短成型周期、节约成本。
3 表面凹痕深度的正交实验与优化
3.1 正交实验设计与优化
EGAIM注塑工艺涉及到众多的工艺参数,基于以上实验研究,为此设计正交实验来考察模具温度、注气延迟时间、注气压力、注气保压时间对制品表面凹痕深度影响的主次关系。正交实验的因素分别为模具温度、注气延迟时间、注气压力、注气保压时间,每个因素安排3个水平,具体设置如表2所示。由4因素3水平,选取L9(34)正交表,以制品表面凹痕深度作为评价指标。基于正交矩阵对制品进行EGAIM实验,并考察厚度为1.3T加强筋造成表面凹痕深度变化情况,实验结果如表3所示。
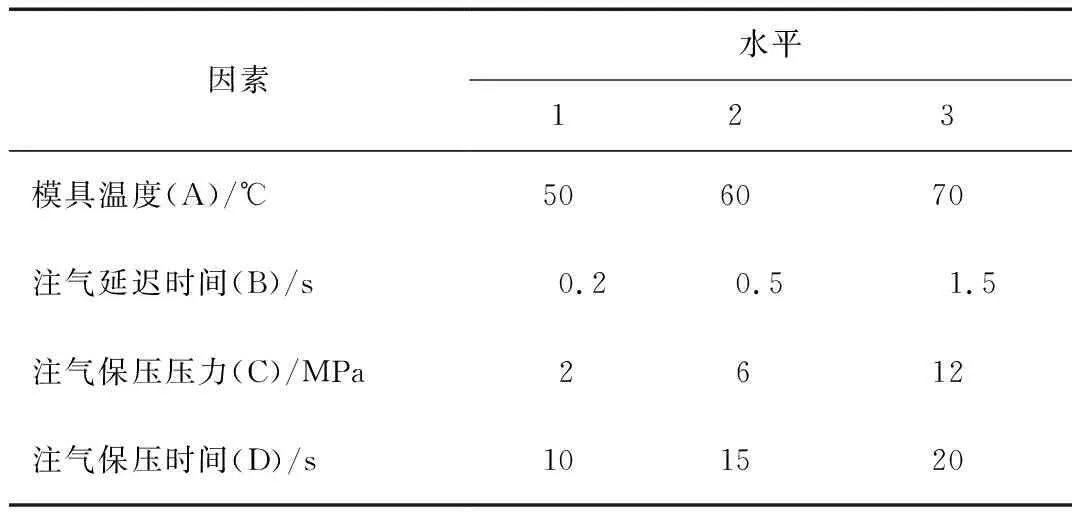
表2 因素与水平表
由表3中的极差分析结果可以看出,影响制品表面凹痕深度的因素主次顺序为BCAD,结合其因素水平效应曲线(图7所示)可知,注气延迟时间和注气压力是影响制品表面凹痕深度的主要因素,模具温度和气体保压时间对制品表面凹痕深度相对影响较小。可通过缩短注气延迟时间、提高注气压力来减少制品表面凹痕深度。
对于有加强筋的注塑制品,采用EGAIM时要求制品表面凹痕深度越小越好,尽可能消除表面收缩凹痕。结合表3与图7可得到EGAIM最佳工艺参数组合是A3B2C3D3。

表3 L9 (34)正交方案与实验结果
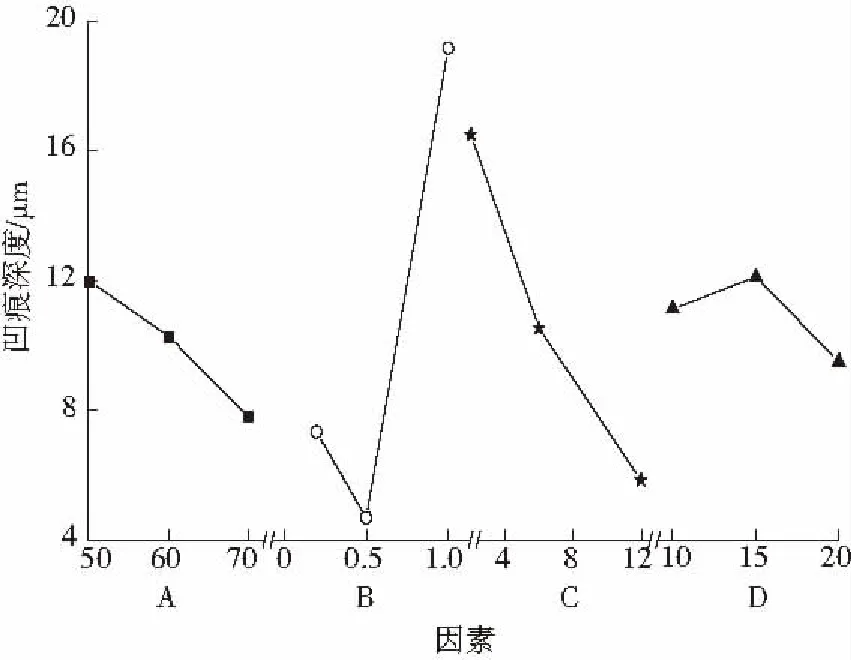
■—模具温度/℃ ○—注气延迟时间/s★—注气保压压力/MPa ▲—注气保压时间/s图7 各因素对凹痕的影响Fig.7 Effect of factors on the sink mark
3.2 EGAIM与CIM制品表面凹痕深度对比分析
由正交设计实验分析得出EGAIM中最佳工艺参数为A3B2C3D3,即模具温度70 ℃、注气延迟时间0.5 s、注气压力12 MPa、注气保压时间20 s,熔体温度选取220 ℃。采用优化的工艺参数组合进行EGAIM实验,并与CIM实验制品的表面凹痕深度进行对比。
由图8可知,采用最佳化工艺参数的EGAIM实验制品的表面凹痕深度大幅减小,厚度为1.5T加强筋所造成的凹痕深度值为1.3 μm,小于CIM制品0.6T加强筋所对应的凹痕深度(2.3 μm ),表明EGAIM工艺能有效消除制品表面凹痕。这是因为在较高的模具温度下,熔体冷却速度减慢,注气延迟时间较短的情况下冷凝层厚度较薄,再搭配足够的注气压力和注气保压时间在熔体未凝固之前推挤熔体以补偿熔体因冷却收缩所产生的凹痕。图9展示了EGAIM与CIM实验制品表面质量,通过观察成型制品表面,发现EGAIM实现了相当平滑的制品表面,而CIM制品表面有明显的凹痕。该设计的实验结果表明,此实验设计的极限可以使加强筋与制品厚度比值增加到1.5。
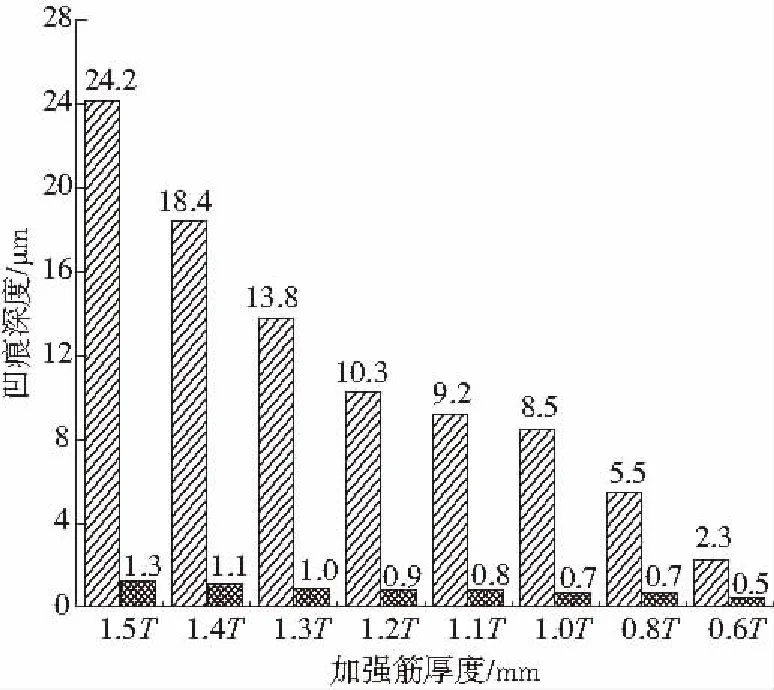
—CIM —EGAIM图8 CIM与EGAIM不同加强筋对应凹痕深度Fig.8 Comparisons of sink mark depths between CIM and EGAIM process under various rib width designs
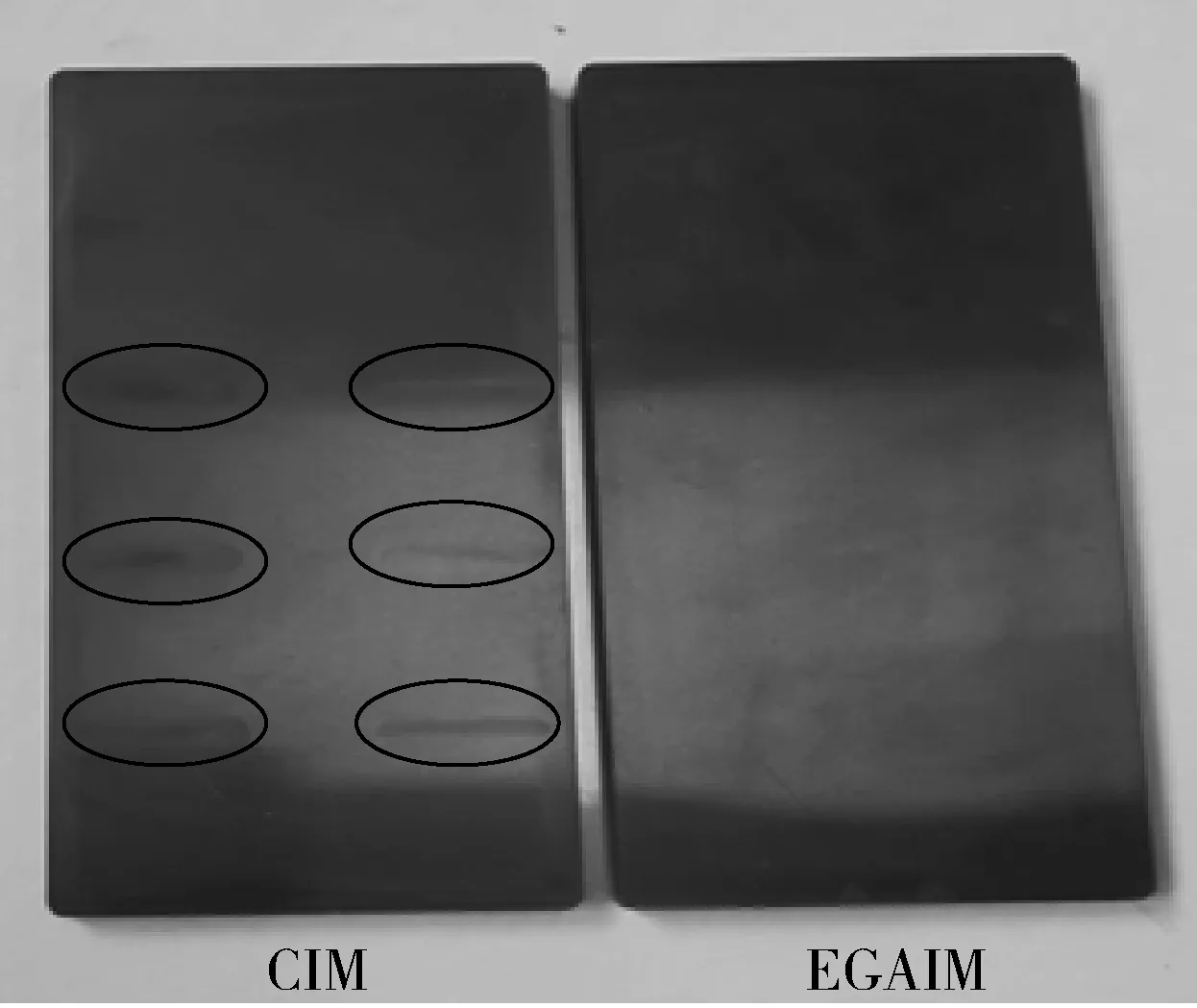
图9 CIM和EGAIM实验制品Fig.9 Comparisons of experimental sink mark for CIM and EGAIM
4 结论
(1)随着EGAIM工艺参数变化,加强筋表面凹痕呈现不同特征:提高模具温度、加大注气保压压力与延长注气保压时间,制品表面凹痕深度都有明显的减小趋势;提高熔体温度,制品表面凹痕深度并没有太大的变化;随着注气延迟时间的延长,制品表面凹痕深度增加,较厚的加强筋区域需要较大的保压压力及较长的保压时间;
(2)EGAIM工艺参数中注气延迟时间与注气保压压力是影响制品表面凹痕的主要因素,熔体温度变化对制品凹痕深度影响相对较小一些;
(3)优化后的EGAIM工艺能使制品加强筋表面凹痕深度大幅度减小,1.5T加强筋所造成的制品表面凹痕深度(1.3 μm)小于CIM制品中0.6T加强筋所造成的凹痕深度(2.3μm)。
猜你喜欢
天然气工业(2022年9期)2022-10-15
煤气与热力(2021年3期)2021-06-09
沈阳航空航天大学学报(2021年1期)2021-03-18
化工设计(2021年1期)2021-03-13
石油和化工设备(2020年12期)2021-01-09
湖南邮电职业技术学院学报(2020年3期)2020-10-13
风流一代·经典文摘(2020年4期)2020-04-27
汽车工程师(2019年7期)2019-08-12
模具制造(2019年3期)2019-06-06
兵工学报(2017年3期)2017-04-11
