
杏鲍菇液体菌种应用工艺参数的优化
2019-02-26 07:42李正鹏郭力刚
上海农业学报 2019年1期
王 涛,谭 琦,李 玉,李正鹏,郭力刚,周 峰*
(1 上海海洋大学食品学院,上海 201306; 2 国家食用菌工程技术研究中心,农业部南方食用菌资源利用重点实验室,上海市农业遗传育种重点实验室,上海市农业科学院食用菌研究所,上海201403)
杏鲍菇(PleurotuseryngiiQuel)是一种广泛用于工厂化栽培的珍稀食用菌。从20世纪末开始,中国已成为杏鲍菇产量增长最快的国家[1]。2016年我国杏鲍菇产量达到110万t,产值达65亿元(人民币,下同),占同期国内食用菌总产量的31%,预计2020年我国杏鲍菇市场规模将达到122亿元[1]。目前,我国杏鲍菇栽培企业主要使用固体菌种,质量不稳定;而在食用菌工厂化生产水平较高的韩国,杏鲍菇栽培企业已全部使用液体菌种,品质较好,每年大量出口欧洲和北美等高端市场[2-3]。
液体菌种在我国没有被广泛推广的主要原因之一是发酵条件与工艺技术不成熟[4]。国内对杏鲍菇液体菌种的研究大都停留在实验室阶段,基本是使用三角瓶模拟食用菌发酵罐的生长环境进行相关试验[5-6]。本研究在引进韩国先进的液体接种机、空气净化系统等成套工厂化设备的基础上,对杏鲍菇液体菌种应用工艺进行系统研究,以期为推广应用液体菌种技术提供参考。
1 材料与方法
1.1 供试菌株
杏鲍菇XH菌株,由上海市农业科学院提供。
1.2 主要仪器与设备
韩国液体接种机(D.M.S KOREA公司),液体菌种300 L发酵罐(上海松仕机械设备有限公司),无菌空气过滤系统(上海芹瑞机械设备有限公司与D.M.S KOREA公司提供),蘑菇灭菌器(连云港国鑫食用菌成套设备有限公司),出菇房培养调控系统(荷兰AEM公司)。
1.3 生产工艺流程
液体菌种工厂化栽培流程为:摇瓶培养基制作→摇瓶接种→摇床培养→发酵罐清洗→发酵罐培养基制作→灭菌→冷却→接种(发酵罐)→菌丝发酵培养(通入无菌空气)→接种(栽培瓶)→发菌培养→出菇管理。
1.4 无菌空气产生流程
发酵罐菌丝培养过程中需要通入无菌空气,无菌空气产生流程为:外界空气→空气压缩机→储气罐→冷冻式干燥机→空气过滤器→吸附式干燥机→细菌过滤器→减压阀→空气过滤膜→发酵罐。
1.5 培养基及菌种培养方法
PDA培养基:马铃薯200g,葡萄糖20g,琼脂15—20g,水1 000mL,pH自然。
液体培养基:白砂糖20g,豆粕粉3 g,磷酸二氢钾0.8 g,硫酸镁0.7 g,水1 000mL。
栽培培养基:木屑45%,玉米芯20%,麸皮15%,米糠15%,玉米粉5%,含水量65%—67%。
液体母种制备方法为:将PDA母种培养基4—5块(每块0.5cm2)接种至装有150mL液体培养基的三角瓶(250mL)中,在22℃下培养,摇床转速为140r/min,培养时间为7—10d。
液体菌种发酵罐制备:配方同以上液体培养基。先将白砂糖、豆粕粉、磷酸二氢钾、硫酸镁在同一容器内加适量水充分溶解混匀,再倒入发酵罐中,定容至250 L,并加入12.5 mL硅酮乳液型消泡剂,121℃灭菌2h,灭菌后立即水淋冷却。待培养基温度降至25℃以下时,接入三角瓶中的液体母种。接种时同时通入无菌空气使发酵罐内保持正压,然后置于22℃下培养7d。
1.6 栽培瓶接种与出菇管理
将液体菌种发酵罐接种管连接接种机,通气压力调节为0.15 MPa。栽培瓶为1 100mL塑料瓶,装瓶量为750g,灭菌(121 ℃ 2 h)后冷却至25℃以下接种。接种后的栽培瓶转入培养室,在20—23 ℃、空气相对湿度75%、CO2质量浓度2 000—3 000 mg/kg条件下发菌,待菌丝发满整个栽培瓶5d后进行搔菌出菇。搔菌后的栽培瓶在14—18℃、空气相对湿度85%—99%、CO2质量浓度1 000—1 500 mg/kg的栽培房内倒扣8d,之后翻转栽培瓶,使子实体在相同环境中生长、发育。待子实体菌盖伸展,边缘略内卷即可收获。
1.7 发酵罐液体菌种最佳培养条件试验
通过L9(33)正交试验,确定最适的通气压力、摇瓶母种接种量、培养基初始pH,试验因素水平见表1。培养7d后,使用韩国液体接种设备连接栽培瓶,接种量22—25g,之后进入菌丝培养与出菇管理阶段。

表1 培养条件正交试验设计
1.8 液体接种栽培瓶接种量试验
使用1.7节所得出的最佳培养条件,发酵结束后,发酵罐连接接种机进行栽培瓶接种,接种时通气压力为0.15 MPa,设定接种机喷射时间分别为0.15s、0.35 s、0.50s、0.65s和0.80s,使接种量产生差异,每处理48个重复。记录发满瓶所用的时间,后熟10d后搔菌,进行出菇试验。
1.9 最佳后熟时间试验
采用以上最佳培养条件与接种量,在栽培瓶发满菌丝后的1—19d内,每天取48瓶进行搔菌,进行出菇试验,记录每瓶的产量。
1.10 液体菌种与固体菌种对比试验
采用以上得到的最佳发酵条件、最佳接种量、最佳后熟时间等进行出菇试验,并与固体菌种生产进行对比。
2 结果与分析
2.1 液体菌种最佳培养条件试验
由表2可见,以菌丝发满瓶所用的时间为指标,菌丝发满瓶越快,培养期越短,即可以减少生产与管理成本。极差分析表明,影响因素大小依次为接种量>pH>通气压力,最佳培养条件组合为接种量150mL、通气压力0.050 MPa、初始pH 6.3。
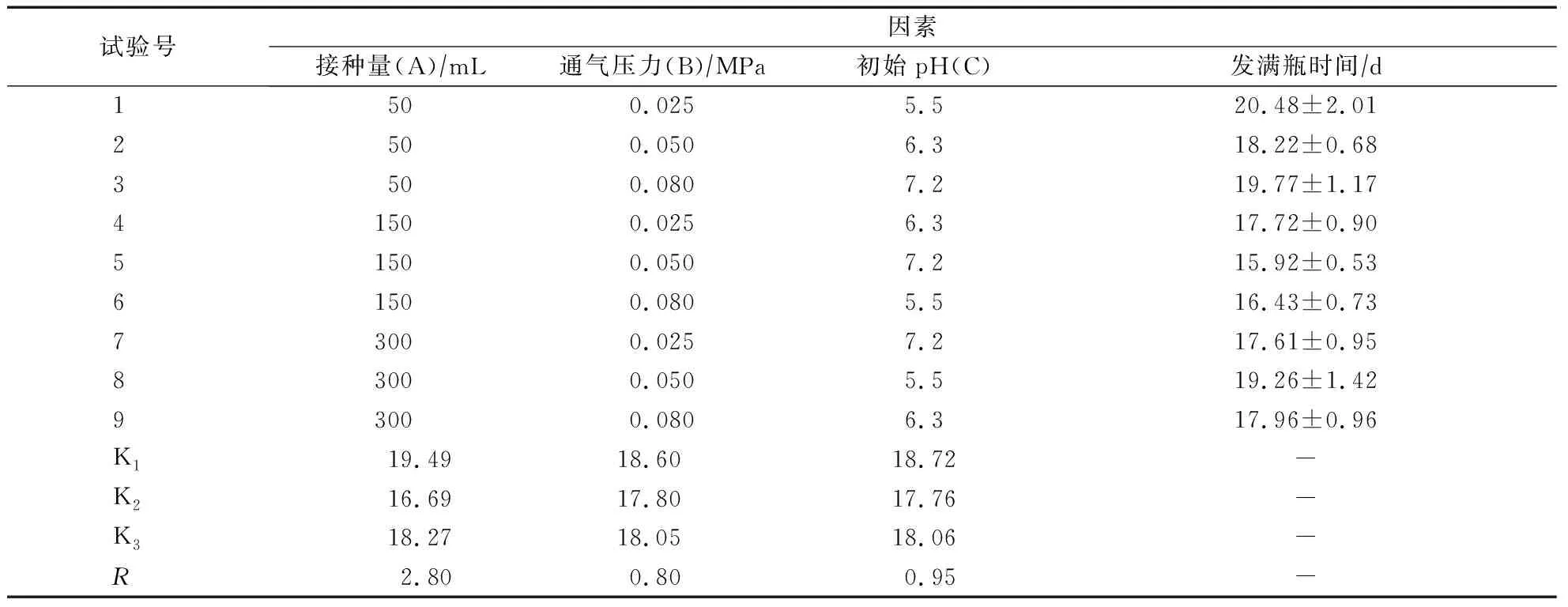
表2 发酵罐液体菌种培养条件正交试验结果
2.2 最佳接种量试验
接种机喷射时间为0.15 s、0.35 s、0.50 s、0.65 s、0.80 s对应的栽培瓶接种量分别为11 g、18 g、24 g、33 g、45g。由表3可见,当接种量变大时,菌丝发满瓶所用的时间也会变短,接种喷射时间为0.65s和0.80s的处理与0.15s、0.35s、0.50s处理的菌丝发满瓶时间有显著或极显著差异,这可能是因为接种量越大,液体菌种与培养料的接触点就越多,从而使发菌点增多。但从单瓶产量来看,接种量过大(0.65s、0.80s)时,产量下降并与其他接种量的产量有极显著差异。这可能是由于接种量过大,使培养基含水量超过最佳含水量的范围,从而影响了产量。综上,接种机喷射最佳时间为0.50s。

表3 接种机最佳接种量试验结果
注:LSD法进行多重比较分析,同行不同大小写字母分别表示处理间差异极显著(P<0.01)和显著(P<0.05)
2.3 最佳后熟时间试验
如图1所示,过短的后熟时间会影响杏鲍菇的产量,随着后熟时间的延长,菌丝吸收养分和水分增多,产量相应提高,从第6天开始产量趋于稳定,每瓶在160g以上,但后熟时间过长,菌丝老化,从第15天开始,产量缓慢下降。从节能的角度考虑,培养时间越短,培养房消耗的能量越少,周转越快,因此建议在后熟第6—15天根据实际生产情况安排搔菌出菇。
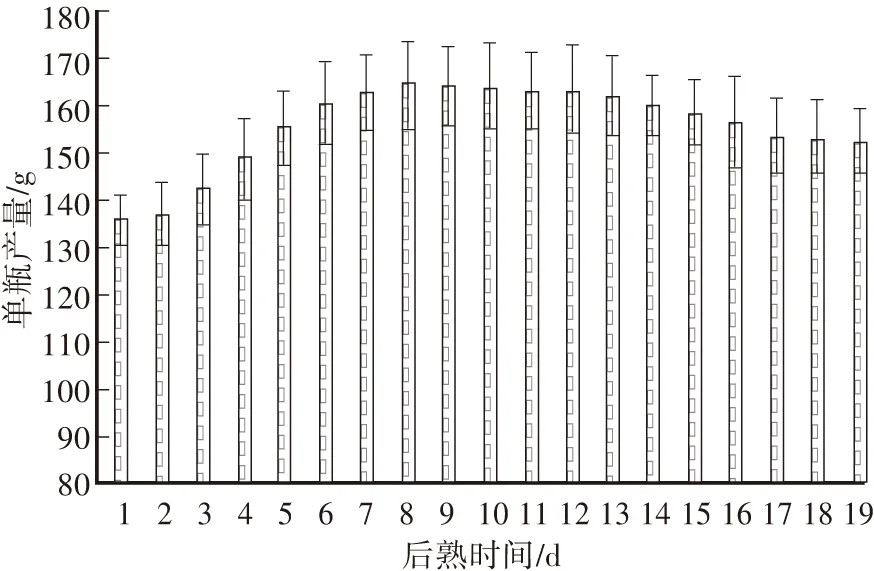
图1 单瓶产量随后熟时间变化情况Fig.1 Changes of yield per bottle along with after-ripening time
2.4 液体菌种与固体菌种对比试验
如表4所示,液体菌种发满瓶时间比固体菌种快近6d,具有极显著差异,但出菇时间上没有表现出优势;产量上液体菌种比固体菌种有所提高,具有显著差异。液体菌种每瓶菇的个数多于固体菌种,子实体平均质量小于固体菌种,通常每瓶子实体为2—3个时有利于工厂化瓶栽杏鲍菇的利润最大化[7],因此在液体菌种的应用中需要注重控制出菇子实体个数的技术研发。液体菌种在菇型方面(包括全长、柄长、盖径、柄径等)与固体菌种无显著差异。

表4 液体菌种与固体菌种出菇试验比较
注:LSD法进行多重比较分析,同列“**”、“*”分别表示处理间差异极显著(P<0.01)和显著(P<0.05)
3 讨论
本研究使用液体菌种发酵罐和韩国先进的液体接种机等设备,在工厂化栽培条件下,确定了杏鲍菇液体菌种发酵罐最适的接种量、通气压力、初始pH以及最佳接种时间。接种量和通气压力的增加有助于侧耳属菌丝体内多糖和二糖的合成,促进菌丝生长[8]。本研究得出接种机喷射时间为0.50s时可以得到最佳的接种量,此接种量可以使菌种在栽培瓶内达到较快的生长速度,又不会导致瓶内培养料含水量过高而影响出菇。试验表明,菌丝发满瓶的速度与接种量成正相关,但接种量过大产量反而下降,或许是因为含水量过大引起的[9]。在实际生产中,当装瓶搅拌过程中培养基含水量较低时,可通过增加接种过程的液体接种量来补充培养基水分,但栽培料搅拌过程中加水与接种时加水物理特性可能会有不同。韩国有研究指出,可通过改变配方来改善培养基物理特性或营养特性,提高货架期和产量[10],也可以通过改进机械设备促进培养基对菌液的吸收[11],这些工艺都有待进一步探索并应用于生产。
本试验中,最佳后熟时间是6—15d。有研究认为,后熟可使菌丝体生长达到所需的积温[12-13],本试验杏鲍菇生长温度为21℃,若提高环境温度使菌丝生长较快地达到所需的积温,可减少后熟时间。但环境温度的提高也有可能引起“烧菌”[14],因此液体菌种的后期栽培工艺也可以进一步优化。近年的生产实践和研究表明,出菇期温湿度精细管控对杏鲍菇产量有显著的影响[15-16]。
综上,本研究对杏鲍菇液体菌种应用工艺参数的优化可为进一步推广其生产提供指导。
猜你喜欢
军事文摘(2021年18期)2021-12-02
江苏广播电视报·新教育(2021年34期)2021-01-03
食用菌(2020年3期)2020-12-22
现代食品·上(2020年7期)2020-09-01
农民致富之友(2019年10期)2019-05-22
江苏农业科学(2017年21期)2017-12-13
新农业(2017年6期)2017-07-15
农家顾问(2016年12期)2017-01-06
江苏农业科学(2015年8期)2015-09-10
中国信息化·学术版(2013年1期)2013-05-28
