
萃取精馏分离甲醇-乙腈混合物的工艺模拟
2019-02-21 09:29:32克良
山东化工 2019年2期
, , ,克良,
(1.中国石油工程建设有限公司华北分公司,河北 任丘 062552;2.六盘水师范学院 化学与材料工程学院,贵州 六盘水 553004)
1 引言
甲醇、乙腈是重要的有机化工原料,广泛应用在化工、医药等行业,两者在常压下会形成共沸物,共沸组成为(甲醇:81%,乙腈:19%)[1-3],因此本文采用萃取精馏分离这组共沸物[4],于洋[1]报道了萃取精馏分离甲醇、乙腈共沸物的方法;李静等人[5-8]报道了离子液体作为溶剂萃取精馏分离共沸体系的方法。本文通过Radfrac模块比较了不同萃取剂在相同条件下的分离效果,筛选出最佳萃取剂,运用灵敏度分析优化了各操作参数对分离效果的影响,得到最优工艺参数。
2 不同萃取剂分离效果比选
本文考察了4种萃取剂(苯胺、二甘醇、糠醛、环己醇)对甲醇-乙腈共沸物的分离效果,模拟结果见表1。
模拟参数:进料组成为甲醇与乙腈的物质的量比(76.5∶23.5);萃取剂进料为50℃,110kmol/h,常压;原料进料为50℃,100kmol/h,常压;塔板数为28块,回流比是1.1,常压精馏塔,萃取剂进料为第3块塔板,原料进料为第18块塔板。

表1 分离结果汇总表
由模拟结果可知4种萃取剂的分离效果顺序为:苯胺>环己醇>糠醛>二甘醇。因此,4种萃取剂相比较苯胺为最佳萃取剂。
3 工艺流程优化
3.1 工艺流程
甲醇-乙腈萃取精馏工艺流程如图1所示。

图1 甲醇-乙腈体系萃取精馏工艺流程
3.2 全塔理论板数的分析
表2列举全塔理论板数对分离效果的影响,其中XD表示塔顶甲醇的质量纯度(%),XW表示塔底甲醇的质量纯度(%)。
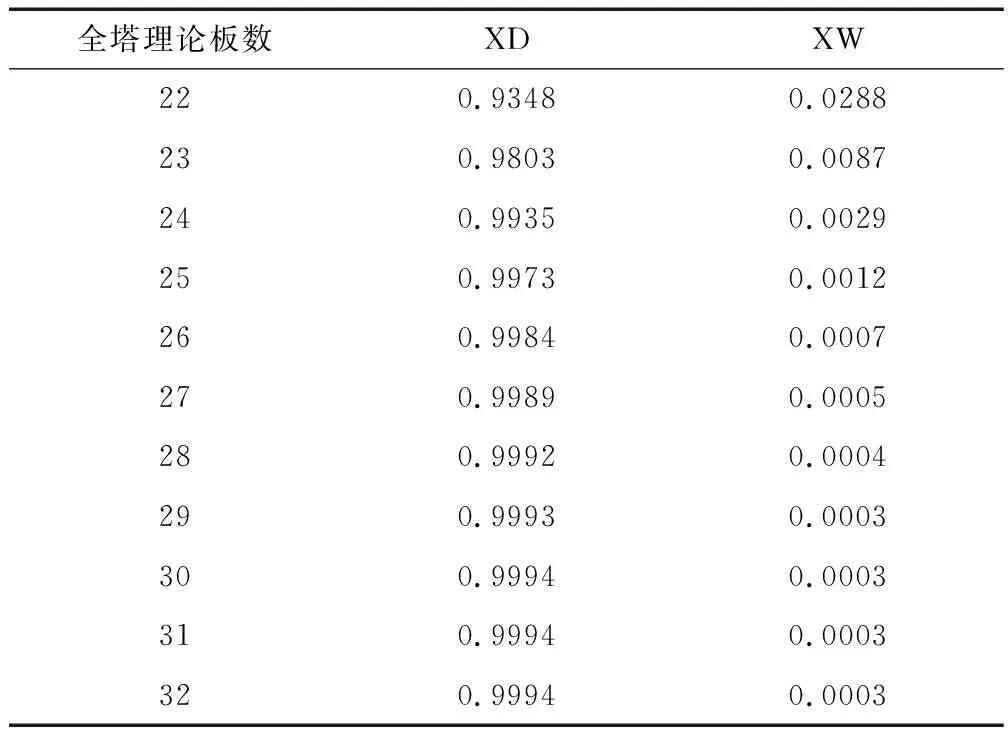
表2 全塔理论板数的影响
甲醇的纯度随塔板数的增加而提高,当塔板数大于30块时,达到了99.94%,全塔理论板数选30块较为合理。
3.3 溶剂比的分析
表3列举溶剂比对分离效果的影响。
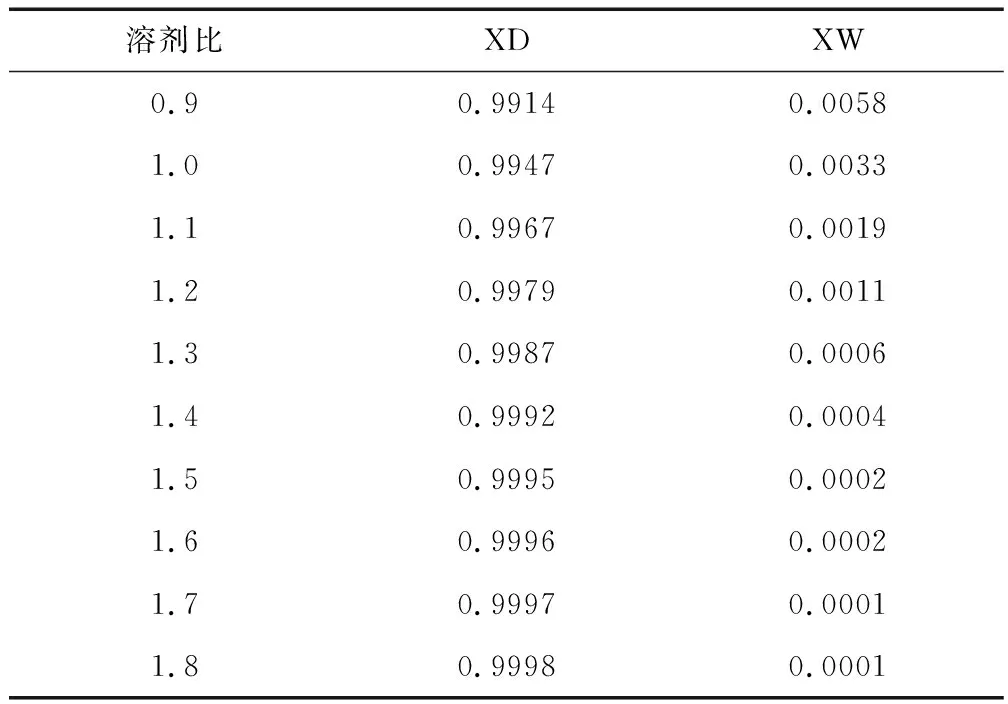
表3 溶剂比的影响
当溶剂比为1.5时,甲醇的纯度就已经达到99.95%,增加溶剂比会造成投资的明显增加,故溶剂比选为1.5。
3.4 回流比的分析
表4列举回流比对分离效果的影响。
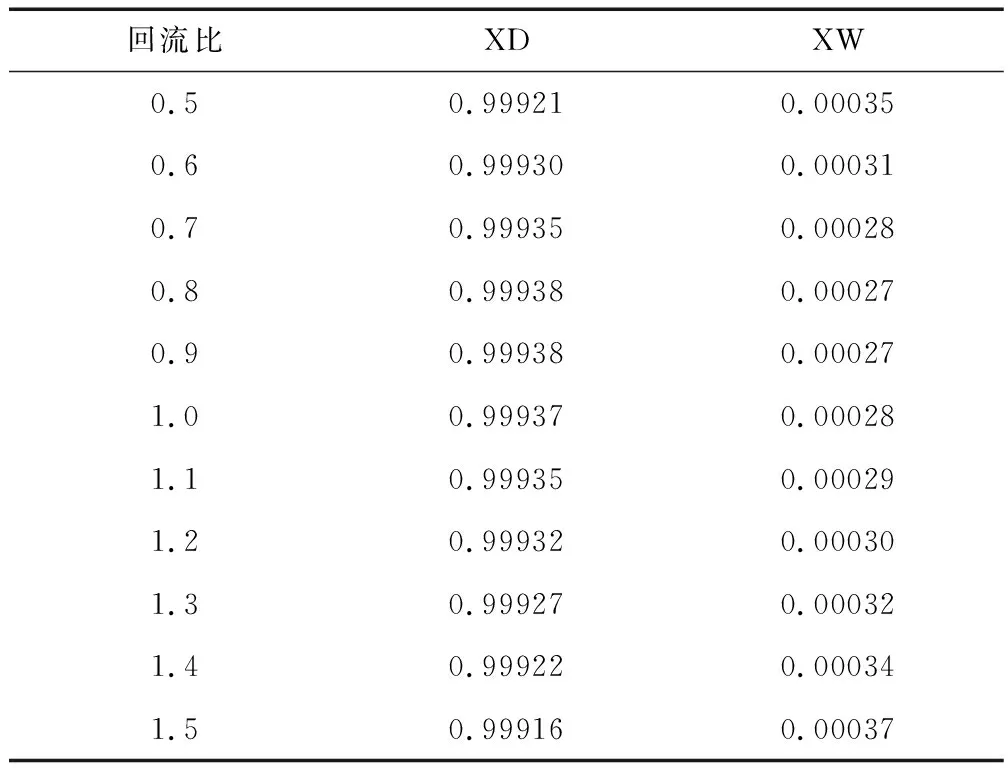
表4 回流比的影响
回流比的影响呈现出先升后降的趋势,回流比在0.8时,甲醇的纯度最高,保持在99.938%,回流比选0.8。
3.5 原料及萃取剂进料位置的分析
表5列举原料进料位置对分离效果的影响。
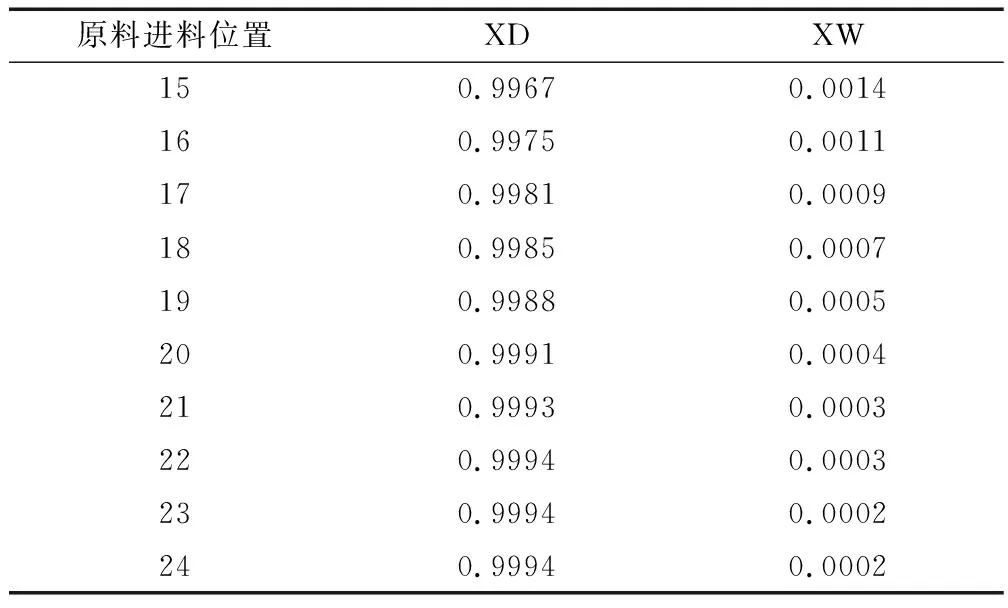
表5 料进料位置的影响
在第22块塔板进料时,甲醇的分离效果到达了99.94%,故原料的进料位置选第22块。
用同样的分析方法,萃取剂进料位置选第4块塔板。
3.6 萃取剂再生塔的模拟条件与结果
本文对萃取剂再生塔的工艺参数和操作参数进行了分析,最佳参数为:全塔理论板数为21块,原料进料位置为第7块塔板,回流比为1,常压精馏塔。
3.7 全流程的模拟结果
全流程的模拟结果见表6。
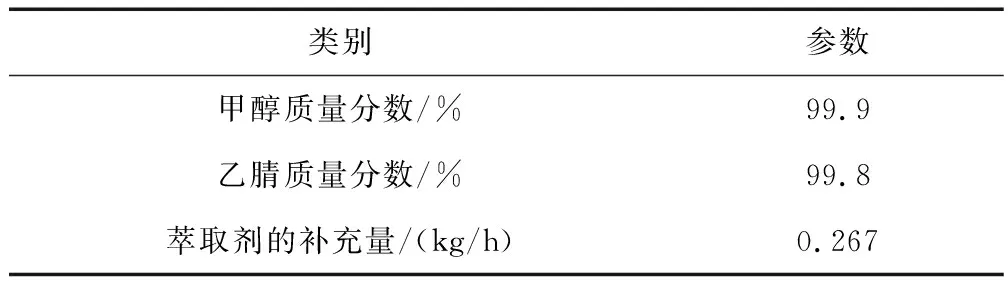
表6 全流程的模拟结果
4 结论
(1)利用Aspen plus的Radfrac模块比较了不同萃取剂在相同条件下的分离效果,筛选出合适的萃取剂为苯胺。
(2)采用双塔萃取精馏工艺分离甲醇-乙腈共沸物,得到甲醇的分离效果达99.9%,乙腈的质量分数达到99.8%,萃取剂的补充量为0.267 kg//h。
猜你喜欢
当代化工研究(2022年21期)2022-12-11 02:11:36
氯碱工业(2022年5期)2022-08-01 10:18:12
中国特种设备安全(2021年5期)2021-11-06 05:09:24
云南化工(2020年11期)2021-01-14 00:50:44
化工管理(2020年19期)2020-07-28 02:59:02
中国生物医学工程学报(2019年4期)2019-07-16 08:04:20
山东化工(2018年19期)2018-10-29 08:12:20
聚氯乙烯(2018年2期)2018-07-05 09:49:06
化工环保(2017年4期)2017-08-18 01:51:40
材料科学与工程学报(2016年4期)2017-01-15 13:35:55
