
浅谈硅烷、锆系薄膜前处理工艺的应用
2019-02-20 02:20苗天浩刘春良赵志英田省伟
上海涂料 2019年1期
苗天浩,刘春良,赵志英,赵 哲,田省伟
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定 071000)
0 引言
当前国内汽车行业普遍采用磷化的前处理方式,多年的实践证明,磷化前处理方式能够满足生产需求,提高电泳涂膜的耐腐蚀性能,但磷化方式的大量使用,也暴露出了很多弊端。首先,磷化试剂中包含大量的镍、锰等重金属,这些成分会对环境造成危害;其次,磷化处理需要对槽液进行加热,增加了能耗。随着环保法规的日趋严格,以及节能减排需求的提升,迫切需要找到一个解决方法。
薄膜前处理方式取代磷化处理无疑是一个很好的选择,它较好地解决了环境和能源的问题,并且电泳涂膜的耐腐蚀性能也能够满足产品要求,未来这种处理方式必然更适应行业的发展。
1 薄膜前处理工艺
薄膜前处理工艺在基材上生成的膜层很薄,约为20~200 nm,而传统磷化膜的厚度约为1 000~2 000 nm,这也是“薄膜”前处理的由来。目前较为常见的薄膜前处理方式有硅烷薄膜前处理和锆系薄膜前处理,并且都有相应的前处理厂家在推广。比较有代表性的硅烷前处理厂家是凯密特尔,而推广锆系前处理方式的厂家相对较多,有帕卡、PPG等,而且这些处理方式已经在实际生产中得到验证,都具有替代传统的磷化前处理方式的能力。硅烷和锆系薄膜前处理均不含锰、镍等有害重金属,不需要亚硝酸盐促进剂,产渣量少,是相对环保的前处理方式。
1.1 硅烷前处理
1.1.1 硅烷前处理原理
硅烷的化学结构通式可表示为:R(CH2)nSi(N)3,其中N是结合在硅原子上的水解性基团,如氯基、甲氧基、乙氧基、乙酰氧基等;R为有机官能团,如氨基、环氧基等;(CH2)n是具有饱和或不饱和键的碳链。在水溶液中,硅烷的水解性基团一般处于水解状态,形成硅醇 :R(CH2)nSi(N)3+3H2O →R(CH2)nSi(OH)3+3NH
硅烷前处理溶液呈酸性,金属材料进入后,溶解形成金属离子Me2+,Me2+与溶液中的OH-离子结合形成Me(OH)2。硅烷水解后的羟基与这些金属的氢氧化物由于氢键的作用吸附在一起并最终脱水缩合形成Me—O—Si界面,使硅烷快速吸附于金属表面:—SiOH+MeOH→ Si—O—Me+H2O,同时—SiOH+—SiOH→Si—O—Si+H2O,形成硅烷膜。
1.1.2 硅烷前处理工艺流程
硅烷前处理工艺流程见表1。

表1 硅烷前处理工艺流程Table 1 Silane pretreatment process flow
1.1.3 硅烷槽液的日常维护
硅烷槽液日常控制参数如下:槽液温度为20~30 ℃(最大范围为15~45 ℃);pH为3.8~4.8;活化点为4.1~6.8;电导率<4 500 μS/cm。
硅烷处理的最佳温度为20~30 ℃。日常工作时该温度可由脱脂载带满足,但周一或节假日恢复生产时,还需要将槽液加热到该温度以获得最佳的前处理效果。硅烷槽保留了加热设备,一般情况下不需要加热。
夏季有些生产线为预防细菌滋生,需添加杀菌剂。
1.1.4 硅烷前处理技术的优点
(1) 硅烷技术形成的薄膜可以替代传统的磷化膜,磷化膜的质量通常为2~3 g/m2,硅烷涂膜的质量为0.1 g/m2,相差20倍左右,仅是磷化膜的5%~10%,单耗大大降低。
(2) Si—O—Me共价键分子间的结合力很强,所以产品很稳定,从而可以提高产品的防腐蚀能力。
(3) 使用方便,便于控制,槽液由双组分液体配成,仅需要控制pH、活化点和电导率,无需像磷化液那样,要控制游离酸、总酸、促进剂、锌、镍、锰的含量和温度等许多参数。
(4) 可室温或低温操作,能源费用降低。
(5) 由于泵的减少和功率的降低,可节省40%的电能。
(6) 处理时间短,只有磷化处理时间的一半,因此可以提高产量。
(7) 优异的环保性能,无有害重金属、无渣、废水排放少,处理容易,如果安装过滤器及离子交换器,可以做到封闭循环使用。
(8) 多金属处理工艺:冷轧板、热镀锌板、电镀锌板、涂层板、铝等不同板材可混线处理。
(9) 工艺简单,流程短。可以减少维修量,不需要维护表调、钝化设备,也不需要定期对槽体及管路和喷嘴等进行除渣清理。
(10) 综合成本低,产品消耗量低,三废处理成本低。欧洲Proposal工厂生产线使用磷化液时的费用为73万欧元/a,切换为Oxsilan产品后费用为39万欧元/a,节省了34万欧元/a,节约成本47%。
(11) 与原有涂装工艺和涂装设备相容,不需要进行设备改造,可直接替换磷化工艺。
(12) 系统长度缩减:无需表面调整和钝化工序,新建生产线可减少投资和占地面积。
1.1.5 硅烷技术应用过程中的一些技术问题
(1) 脱脂
德国表面处理专家指出“虽然硅烷工艺非常简单稳定,但是在应用过程中还是需要专业的技术支持才能达到规定的防腐效果、油漆结合力及工艺适应性”。
硅烷工艺应用过程中首先要重视的就是脱脂。由于以往的磷化工艺是在较高的温度(50 ℃)和较低的pH(3.0左右)条件下进行的,车身表面的污物及油脂在这种温度和pH条件下还可被进一步清洗除去。而硅烷工艺的条件非常温和(室温,pH为4.5左右),这种条件下基本上不具备进一步清洗的可能性。这就意味着,硅烷工艺对脱脂的要求比较高。必须选择高效环保的脱脂工艺以达到优异的脱脂效果。
(2) 水洗
水洗效果对涂装质量的影响非常大。水洗工艺中可以使用特殊的化学试剂,防止闪锈。
(3) 水质
硅烷工艺中需要使用纯水,脱脂水洗后最好加1道纯水洗,以减少对硅烷槽液的污染损耗。硅烷配槽和后续的水洗都需要用纯水。
(4) 泳透力
硅烷处理后电泳的泳透力与磷化工艺有所不同。由于硅烷膜层厚度明显低于磷化膜层厚度,硅烷膜层的电阻明显低于磷化膜层,因而阴极电泳的表面成膜厚度也必将较厚。车身内腔的有效电压由于法拉第效应会下降,所以电泳在内腔表面就有可能较难上膜。目前PPG、BASF、DuPont、Nippon等大公司都有与硅烷技术相配套的电泳漆。硅烷处理后电泳的泳透力可以做到与磷化工艺完全相当。
1.2 锆系薄膜前处理
1.2.1 锆系薄膜前处理工艺原理
锆系薄膜前处理工艺的成膜反应过程见图1,在基材表面形成原电池,金属底材作为原电池的阳极,金属溶解,氧化锆和其他成分作为原电池反应阴极,沉积在金属表面形成非常致密的锆系膜,为金属表面提供良好的抗腐蚀能力。

图1 锆系薄膜工艺成膜反应过程Figure 1 Film formation reaction process of zirconium thin film process
1.2.2 锆系薄膜的微观结构
锆系薄膜的膜厚约为磷化膜的百分之一,为纳米级,所以用扫描电镜很难看清锆系薄膜的微观结构,一般用原子显微镜观察锆系薄膜的微观结构(图2),锆系薄膜非常致密,因此通常被称为Ceramic Coating(陶瓷涂层),其耐酸/碱性、力学性能和稳定性都非常好。

图2 锆系薄膜的原子力显微镜(AFM)照片Figure 2 The atomic force microscope(AFM)photo of zirconium film
1.2.3 不同金属底材锆系薄膜的外观
不同底材上锆系薄膜的外观差异很大:其在冷轧板(CRS)上呈现浅金黄色,在电镀锌板(EG)上呈现浅蓝色,在热镀锌板(HDG)上呈现浅黄色,在铝板(Al)上基本呈现与铝板相同的颜色。锆系薄膜的颜色随反应时间的延长而加深(铝板除外)。
1.2.4 锆系薄膜前处理工艺流程
锆系薄膜前处理工艺流程见图3。
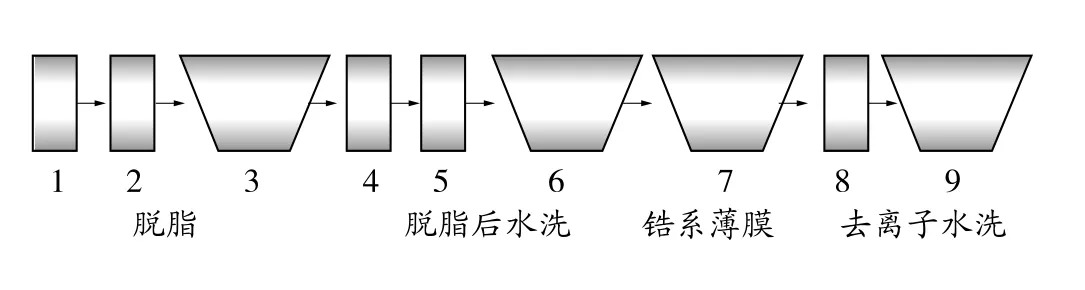
图3 锆系薄膜前处理工艺流程Figure 3 Zirconium film petreatment process flow
脱脂工序与传统磷化工序相同,表调工位更改为纯水洗,锆系薄膜处理温度范围为10~50 ℃,处理时间为1~3 min,之后为两道纯水洗,喷淋和浸渍。
1.2.5 锆系薄膜前处理工艺对设备的要求
(1) 锆系薄膜前处理的最佳温度范围为10~50 ℃,所以需保留必要的加热设施,使槽液温度维持在最佳温度范围,提高反应速率,保证成膜状态。
(2) 锆系薄膜的反应速度很快,槽液每小时只需循环1~2次(磷化槽一般每小时循环2~4次),因此锆系薄膜对循环泵的功率要求较低。
(3) 如果锆系处理工序与前/后水洗工序之间的时间间隔较长,为防止车身表面闪干,可在各工序间增加喷雾,使工件表面保持湿润;采用连续式生产的输送链在锆系薄膜浸槽中至少要设置1个“驼峰”,以便排出车身空腔中的气泡,防止因产生气袋而影响前处理质量。
(4) 采用锆系薄膜处理的沉渣生成量较少,不需要设置如磷化槽槽底的锥形斗。
(5) 要求从薄膜处理前的水洗到新鲜DI(去离子)水洗的所有槽体、管路、加料泵和循环泵都是不锈钢材质的。
(6) 锆系薄膜处理槽液的电导率对电泳成膜的质量影响较大,因此一般在锆系薄膜处理主槽设置地漏,在必要的时候通过排液降低槽液电导率。
1.2.6 渣的产生与去除
与锌系磷化相比,锆系薄膜处理过程中产生的渣要少得多。锆系薄膜处理液在处理镀锌板和铝板时基本没有渣形成,仅在处理冷轧板时才会产生渣(渣量只有磷化的20%,约为0.1 g/m2);锆系薄膜处理形成的渣颗粒较大,很容易去除;而且渣较重,不会堵塞喷嘴。如果是新线,只需要选择普通的、有压力的袋式过滤器除渣;如果是从磷化转换的薄膜处理,可以使用原先的除渣机,根据现场具体情况定期开动除渣即可。
1.2.7 锆系薄膜前处理工艺的优点
(1) 与锌系磷化相比,锆系薄膜处理的工序少,成膜速度快,可缩短前处理工艺时间;工序减少可以降低运行成本和维护成本,并且工艺控制简单。
(2) 锆系薄膜前处理不需表调和钝化,而且也不需要对磷化槽和换热器进行定期酸洗,减少了化学品的使用和排放,节约成本且有利于环保。
(3) 锆系薄膜前处理产生的渣量很少,且废液中没有镍、锰等重金属,节省了“三废”处理费用,能源消耗也相应降低,环保优势明显。
(4) 锆系薄膜前处理工艺可以缩减占地面积,减少投资,在运行过程中可以节约大量用水;锆系薄膜前处理在常温下进行,不需加热,表调改成水洗后也不需要相应的冷却水,节省了加热和冷却的能源费用;节省了槽液循环泵的运行费用及其他费用。1.2.8 锆系薄膜前处理工艺的缺点
(1) 锆系薄膜非常薄,很难遮盖底材的缺陷,容易产生遮盖不了的印痕等外观缺陷,因此对底材的表面状态要求较高。
(2) 锆系薄膜的电阻非常小,易导致电泳漆泳透力下降,如采用锆系薄膜处理工艺,相应的电泳涂料品种和电泳施工控制参数也需要进行调整,以达到与磷化处理后进行电泳涂装的同等泳透力。
2 新Zr化成系统简介
新Zr化成系统 CT-8001是由帕卡公司推出的锆盐系薄膜前处理工艺,它继承了锆盐处理的低排放、低污染等特点,并且通过改变锆化槽液成分降低了锆化槽液对洁净度的要求,锆化槽前序水洗工位要求降低,不需要用纯水清洗车身,同样配槽用水也不要求用纯水,但要求电导率< 300 μm/cm。
新Zr化成系统处理工序如下:

2.1 新Zr化成系统的主要控制参数
处理时间:90~120 s;处理温度:36~40 ℃;pH:4.0左右;游离氟浓度7~10 mg/kg。
2.2 与传统磷化膜的比较
CT-8001的防腐蚀结构与传统磷化膜的对比见表2。表2显示,CT-8001的耐腐蚀性能要优于传统的磷化膜。

表2 CT-8001的防腐蚀结构与传统磷化膜的对比Table 2 Corrosion protection structure of CT-8001 compared with that of traditional phosphating film
CT-8001与传统磷化膜的耐试剂性对比试验表明,传统磷化膜对于pH<2的酸几乎是全部溶解,耐酸性不好,而CT-8001皮膜对于pH<1.5的酸才出现部分溶解;传统磷化膜对于pH>12.8的碱也会出现溶解,而CT-8001皮膜在强碱情况下只会出现轻微溶解;传统磷化膜对于多种强酸都有很高的溶解性,而CT-8001皮膜对于大部分酸的溶解性都较低,仅对HF酸有很高的溶解性。
2.3 新Zr化成系统的优缺点
优点:
(1) 不需表调工序,生产线总长缩短。
(2) 涂装性能与磷化膜相当或更好。
(3) 环保(锆化槽液中无磷、无镍,并且降低了槽液中的氟含量,约降低55%。)
(4) 残渣量减少(是传统磷化槽液残渣量的5%~10%)。
(5) 其皮膜是非晶体的致密薄膜(表3),具有优良的耐药剂性。
(6) 维护成本降低(配管、喷嘴)。
缺点:对基材的表面状态要求很高,不能掩盖底材的缺陷。

表3 磷酸锌与CT-8001皮膜对比Table 3 Comparison of zinc phosphate and CT-8001 film
3 结语
经过对薄膜前处理工艺原理的探讨,分析了薄膜前处理工艺在技术以及环保方面的优越性。研究表明,薄膜前处理技术能够满足已完成试验项目的要求,相较于传统磷化技术并未降低产品的质量,并且凯米特尔、帕卡、PPG的薄膜前处理材料都有在整车生产基地使用的案例,所以,薄膜前处理技术已非常成熟,完全可替代磷化技术成为主流前处理工艺。
猜你喜欢
电镀与精饰(2022年10期)2022-10-14
电镀与精饰(2022年8期)2022-08-18
电镀与精饰(2022年3期)2022-03-14
上海涂料(2021年5期)2022-01-15
陶瓷学报(2021年4期)2021-10-14
世界最新医学信息文摘(2021年12期)2021-06-09
陶瓷学报(2020年5期)2020-11-09
装备制造技术(2019年12期)2019-12-25
表面工程与再制造(2019年6期)2019-08-24
企业导报(2016年8期)2016-05-31
