DJH仪法测定彩涂板涂层厚度的影响因素分析
2019-02-20 02:20:24张小塔宝山钢铁股份有限公司上海201900
上海涂料 2019年1期
张小塔,范 纯(宝山钢铁股份有限公司,上海 201900)
0 引言
涂层厚度是彩涂板产品一个非常重要的技术指标,它对彩涂板的表观物理性能、机械加工性能、耐划伤性能和耐腐蚀性能均有影响[1];同时,涂层厚度也是彩涂板生产中工艺控制的重要参数之一,若涂层厚度偏厚,就增加了生产成本。
DJH仪法是一种彩涂板钻孔显微测厚法,利用钻孔机在彩涂板涂层中钻出一定锥度的圆孔,见图1,通过光学显微镜观测涂层,对涂层界面进行定位,测量出水平长度L,并根据锥度所形成的θ角,按照公式(1)换算成涂层的厚度d。

图1 DJH法示意图Figure 1 Schematic diagram of DJH method

在DJH仪法中,钻头的锥度是固定的,即θ角是固定的,由公式(1)可以看出,通过显微镜测出水平长度L,就可以计算出彩涂板涂层的厚度d,其与水平长度L成正比。一般情况下,θ=5°42′38″[2],即tanθ=0.1,代入公式(1),得到彩涂板涂层厚度d=0.1×L。
DJH仪法适用的检测标准有GB/T 13448—2006《彩色涂层钢板及钢带试验方法》和ASTM D 5796—2010(2015)《用钻孔装置进行破坏法测量薄膜涂覆系统的干膜厚度的标准试验方法》等。该方法适用于各种材料基板的彩涂板涂层厚度的测定;当底漆和面漆界面清晰可辨时,也可适用于底漆和面漆厚度的分别测定;该方法还适用于表面为不平整效果的绒面、压花和网纹等彩涂板涂层厚度的测定。但是,DJH仪法在实际应用过程中,受某些因素的影响,检测结果会有一定的系统误差。本研究围绕DJH仪法中影响彩涂板涂层厚度检测结果的主要因素展开讨论与分析,并提出了减少这些影响的相关措施。
1 钻头的影响
DJH仪法测定彩涂板涂层厚度时,通常会发现随着钻头使用次数的增加,涂层厚度的测定值越来越大。采用一个新的碳化物钻头测定同一个彩涂板,测定次数即钻孔次数与涂层厚度测定值之间的关系见图2。

图2 钻孔次数与涂层厚度测定值的关系Figure. 2 Relationship between drilling times and coating thickness measurement value
由图2可见,随着钻头钻孔次数的增加,彩涂板涂层厚度的测定值增大,当钻孔次数超过1 500次后,涂层厚度测定值的增加更加明显。这种现象可以用公式(1)进行解释。随着钻头使用次数的增加,钻头逐渐被磨损,其锥度增大,即θ角逐渐减小。而在显微测试系统中,参与计算涂层厚度的θ=5°42′38″,保持不变,从而造成涂层厚度测定值偏大。
为解决钻头不断磨损造成彩涂板涂层厚度测定值偏大的问题,可以购买厚度铜标板,定期对该铜标板进行测定,若测定结果超出允许范围,需更换新的钻头。由于DJH仪法是破坏式测定方法,标准铜板损耗较快,且其成本较高。对于使用频繁的工厂实验室来说,可以采用界面比较清晰且涂层厚度比较均匀的彩涂板制备控样,通过定期测定控样的涂层厚度,来监控钻头对检测结果的影响。
另外,钻头上黏附的彩涂板涂料或金属碎屑,也会影响钻孔θ角的大小,导致检测结果误差较大。所以,每次测定后,要用硬毛刷彻底清除钻头上的涂料或金属碎屑。
2 记号笔标记的影响
在表面不平整彩涂板的涂层厚度快速检测法中,磁性仪法、涡流仪法和千分尺法的检测结果误差都比较大,目前比较常用的方法是DJH仪法。当采用DJH仪法检测银色或黑色彩涂板的涂层厚度时,发现底漆膜的界限比较明显,但面漆的边界就很难区分,若用记号笔标记后,检测处面漆的边界就非常明显,见图3。所以,遇到上述情况时,必须用记号笔进行标记,否则无法准确测定。

图3 标记对涂层厚度测量的影响Figure. 3 Effect of marking on measurement of coating thickness
进一步探讨记号笔标记对DJH仪法测定彩涂板涂层厚度是否有影响,影响程度如何。取8块不同涂料类型的彩涂板,用DJH仪法分别测定记号笔未标记和标记后的涂层厚度,测定结果见表1。
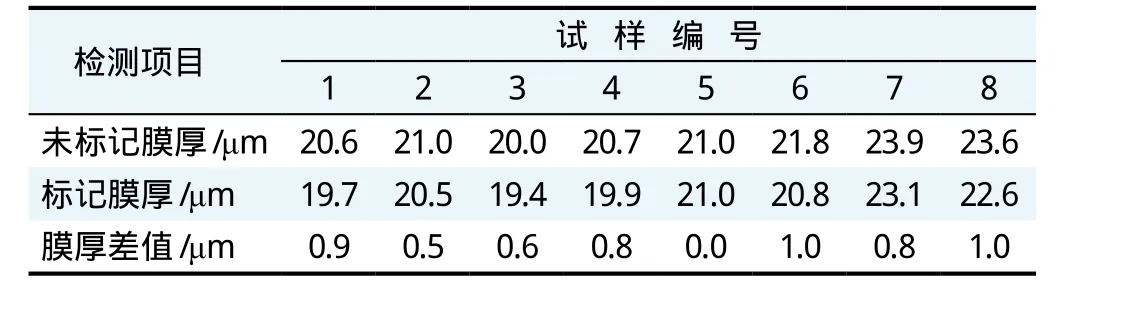
表1 不同彩涂板标记前后的涂层厚度Table 1 Coating thickness of color-coated sheet before and after marking
由表1可见,标记后的涂层厚度测定值偏小,但差值一般不超过1 μm,即标记对涂层厚度的影响一般小于5%。用记号笔进行标记时,湿润状态的墨水会浸入到彩涂板涂层中,若其浸入深度为d,标记涂层厚度L标与未标记涂层厚度L的关系,可用公式(2)来描述。

记号笔墨水浸入深度d与彩涂板涂层内部结构的致密性有关,涂层结构越致密,墨水越不容易浸入到涂层内部,d值就越小;反之,d值则越大。
3 显微镜观测系统的影响
从公式(1)可知,要确保彩涂板涂层厚度d测定值的准确,除了θ角要准确外,水平长度L的测量值也要准确。L值的大小与显微镜测量标尺、人工操作水平、涂料特性和显示器分辨率有关。
显微镜观测系统大修、搬移或内部机械时效都会造成测量标尺偏移。测量标尺的偏移量可以用标准刻线尺进行测量。一般情况下,测量标尺的偏移量小于2%。若偏移量较大,可用标准刻线尺进行校正。为确保显微镜的测量标尺准确,应定期用标准刻线尺核查其偏移量,设备大修或搬移后也应核查测量标尺,若偏移量较大,需及时进行校正。
显微系统中的L值,是通过人工操作鼠标拖拽来完成的,从涂层一侧边界开始至涂层另一侧边界结束,L值的结果直接受人工操作误差的影响。所以,检测人员通过DJH仪法测定彩涂板涂层厚度时,一定要认真、仔细,确保检测点在涂层的边界处。
彩涂板涂料经烘烤固化后,有些涂料的干膜比较硬且脆,DJH仪法的钻头在钻孔时,会出现涂层成块状或片状脱落的情况,这样就造成涂层边界不在一个圆形上,而是有许多“缺口”,见图4,这样的“缺口”在测定水平长度L时,可以按照周围边界延伸过来,再确定L值。若从彩涂板基板和彩涂板表面状况的角度考虑,凹凸不平的基板和彩涂板表面,在DJH显微镜观测系统中也会形成“缺口”,这样的“缺口”在测定水平长度L时,也必须加以考虑。在实际检测过程中,很难界定“缺口”产生的原因,所以,对水平长度L值的测定结果就会产生影响。

图4 钻孔中出现的“缺口”Figure 4 Gap in the drill hole
显示器的分辨率对水平长度L的测定值也有一定的影响,不过这种影响很有限。为了减小该影响,应采用分辨率比较小的显示器。
4 结语
通过对DJH仪法测定彩涂板涂层厚度的影响因素进行分析,得出如下结论:随着钻头钻孔次数的增加,彩涂板涂层厚度的测定值增大,当钻孔次数超过1 500次后,涂层厚度测定值的增加更加明显,应用厚度标准板或内控板监控钻头的使用情况;钻头上黏附的彩涂板涂料或金属碎屑,对检测结果影响较大,应确保钻头的清洁;记号笔标记对DJH仪法测定彩涂板涂层厚度值的影响一般小于5%,与彩涂板涂层内部结构的致密性有关;此外,DJH仪法彩涂板涂层厚度测定值还与显微镜的测量标尺、人工操作水平、涂料特性和显示器的分辨率等有关。
猜你喜欢
农业开发与装备(2023年11期)2024-01-03 03:32:34
中国港湾建设(2022年5期)2022-06-10 06:49:40
医疗卫生装备(2019年6期)2019-06-19 03:17:52
小朋友·快乐手工(2017年9期)2017-11-09 13:31:22
中国制笔(2017年1期)2017-05-17 06:07:21
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:37:05
潍坊学院学报(2016年6期)2016-04-18 13:56:50
石油知识(2016年2期)2016-02-28 16:20:21
中国制笔(2015年4期)2015-12-01 06:47:18
江西煤炭科技(2015年1期)2015-11-07 03:06:32