电泳涂膜夹缝油缩孔原因分析及解决方案浅析
2019-02-20 02:20:26邢汶平吴吉霞
上海涂料 2019年1期
尤 永,邢汶平,吴吉霞
(安徽江淮汽车集团股份有限公司技术中心,安徽合肥 230601)
0 引言
阴极电泳涂装因其安全、环保、涂料利用率高、自动化生产等特点,已被汽车生产厂家广泛采用。阴极电泳涂装是指将工件作为阴极浸入电泳槽液中,通以直流电,伴随电解(水电解)、电泳(正负离子移向对应的电极)、电沉积(树脂和颜料在电极上沉积)和电渗(在电场力的作用下,涂膜中所含的水渗析出来)等4个电化学反应的过程。由于人、机、料、法、环等各因素现场管理的瑕疵,电泳涂膜表面通常会出现缩孔、针孔、颗粒等漆膜缺陷,直接影响电泳涂膜的外观及质量,其中电泳缩孔是汽车车身电泳涂膜常见的涂膜弊病之一,通常是由于底材电泳涂装前或电泳涂装后附着了油污等异物,导致烘干之后电泳涂膜形成火山口状的凹陷现象。现场对于电泳缩孔涂膜弊病,一般采用人工打磨的方式进行消除,不仅会影响面漆漆膜的外观,而且会降低车身的防腐蚀性能。本研究对某公司涂装生产线新车型试制过程中出现的电泳涂膜夹缝油缩孔质量问题进行原因分析及问题整改,从而实现新车型试制过程中对防锈油等适应性材料与现场前处理电泳材料开展配套性试验验证及管控的过程。
1 问题描述
某公司汽车涂装生产线开展新车型试制验证工作,在试制生产的拉动过程中,发现白车身经过前处理电泳以及电泳烘房烘干工序后,车身车门等部位电泳涂膜表面存在火山口状的缩孔,目视表现为缩孔大小、深浅不一,均为典型形状的小圆形缩孔,并伴有明显的油渍。车身表面缩孔形态如图1所示,涂膜缩孔示意图见图2。电泳涂膜缩孔问题的出现,增加了车间对电泳涂膜的打磨工作量,部分打磨不彻底的电泳涂膜缩孔,还会影响车身面漆的外观质量,而且打磨会导致电泳涂膜局部膜厚不足,降低车身的防腐蚀性能。

图1 大小、深浅不一的缩孔Figure 1 Shrinkage cavity with different size and shallow depth

图2 缩孔示意图Figure 2 The schematic of shrinkage cavity
2 问题调查及原因分析
2.1 问题调查
该涂装生产线为商用车涂装线,主要生产轻卡驾驶室,生产节拍为42JPH,前处理电泳为连续式生产线,采用摆杆输送方式,白车身进入涂装车间时表面比较干净,没有明显的铁屑、焊渣、锈蚀等问题。涂装车间前处理电泳工段工艺流程如图3所示。
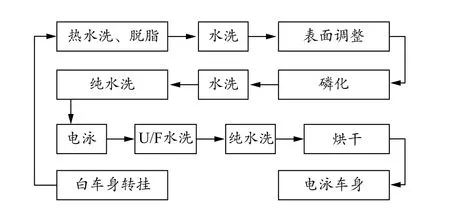
图3 前处理电泳工艺流程Figure 3 Pre-treatment electrophoresis process
2.2 原因分析
引起电泳涂膜缩孔的原因很多:电泳槽液工艺参数异常,如颜基比失调、颜料分偏低、涂料稳定性降低、电泳槽液溶剂含量过低、固体分过低、电压过高等均会导致电泳涂膜产生缩孔;工件在电泳槽液中沉积反应的速度太快,会造成工件涂膜表面产生的氢气来不及排出,也会在涂膜表面产生缩孔;涂装车间环境差,空气中含有的油雾、漆雾、有机硅等物质污染被涂物或湿电泳涂膜,造成电泳涂膜表面张力变化产生缩孔;前处理电泳输送链中链条油加入过多,同时无接油盘装置,链条油滴落到电泳涂膜表面或滴入电泳槽液中,也会造成电泳涂膜缩孔;脱脂过程中除油不彻底或者清洗后工件表面又落下油污等原因均会导致电泳涂膜产生缩孔。
由于造成电泳涂膜缩孔的原因很多,并且一般缩孔在湿膜状态下不可见,均在电泳烘干后的干膜状态才易被发现,这就给生产现场查找引起电泳涂膜缩孔的原因造成一定的困难。本研究采取排除法,设计不同的试验来查找引起现场电泳涂膜缩孔的原因。
3 试验验证
3.1 电泳槽液工艺参数
现场采用新一代高泳透力电泳漆,高泳透力电泳漆通过配套新的树脂及固化剂体系、降低VOC(挥发性有机化合物)含量、提高固体分及槽液温度等措施,提高电泳槽液的电导率及电泳湿膜的电阻,大幅提升泳透力。如果电泳槽液工艺参数异常,会导致现场电泳涂膜出现缩孔。槽液固体分偏低,可能伴随出现槽液电导率偏低、膜厚偏薄、涂料稳定性降低,出现缩孔等涂膜弊病;溶剂含量过低,会导致电泳膜厚降低、涂膜干涩无光,产生缩孔;颜基比偏低会导致涂膜表面出现缩孔、遮盖力不良、涂膜光泽上升等现象。对电泳槽液进行取样分析,结果表明槽液各项参数正常,均在工艺要求的范围内,见表1。

表1 电泳槽液分析报告Table 1 Electrophoresis bath analysis report
3.2 电泳反应速度
电泳涂装是一个非常复杂的电化学过程,通电后在阳极和阴极分别发生以下电解反应:
阳极:2H2O → 4H++ O2+4e-
阴极:2H2O + 2e-→ H2+ 2OH-
车身作为阴极,产生氢气逸出。随着反应的进行,带电粒子在槽液中泳动,树脂及被树脂包裹的颜料移向阴极;酸根离子移向阳极,移向阴极表面的树脂与阴极产生的OH-发生反应,并沉积下来:
R-NH3++ OH-→ R-NH2+ H2O
随着以上反应的进行,阴极表面不断形成疏水的涂膜,其附近的水分也不断被消耗,同时部分水分被排斥出涂膜。由于水分从涂膜中渗出,沉积下来的涂膜含水量不断降低。
如果电泳反应速度过快,会导致氢气在车身表面聚集,现场通过调整整流器电源电压设定,将一段电压由180 V降低至150 V,二段电压由240 V升高至260 V,降低电泳反应过程中的峰值电流,进而降低电化学反应速度,但是通过现场试验,效果并不明显。
3.3 适应性材料配套性验证
前处理脱脂工序中如果没有把车身防锈油等处理干净,或者输送系统的链条油滴落到车身表面,有油污的部位无法涂上电泳涂膜,形成缩孔。与电泳材料直接或间接接触,容易影响电泳涂膜产生缩孔的油品类适应性材料有冲压油、输送系统链条油、烘房高温润滑油等。对现场车身使用的冲压油、输送系统链条油、烘房高温润滑油与电泳漆开展配套性试验,试验方法如下:
(1) 将采集来的油用二甲苯稀释[稀释比例为:m(油)/m(二甲苯)=10/90];
(2) 取0.2 mL的二甲苯稀释油,放到盛油用的小杯(半径1 cm,高0.5 cm;材质要求:能耐200 ℃高温的锡箔纸)中;
(3) 再将0.2 mL的纯水加入到上述小杯中;
(4) 按标准试验方法电泳制板(膜厚18 μm左右);
(5) 将装有油的小杯水平放置在电泳好的湿电泳板上;
(6) 再将以上放置小杯的电泳板水平放置在干燥炉内固化(175 ℃,20 min);
(7) 固化后,评价电泳涂膜的缩孔情况。
试验结果表明,输送系统链条油和烘房高温润滑油与电泳漆配套性良好,在一定膜厚下,涂膜表面无缩孔现象。车身部分外协件防锈油与电泳漆配套性较差,电泳涂膜表面有3个缩孔,且缩孔内含有油渍。通过试验验证,发现车身外协件防锈油是导致电泳涂膜产生缩孔的主要原因。
4 对策的制定及实施
车身存在大量钢板重叠部位形成的夹缝,夹缝在通过前处理电泳工序后易残存油污及液体,夹缝内部脱脂液难以有效流动,造成夹缝内的残留物不能被有效地清除,电泳后,夹缝内的残留物因表面张力作用难以完全沥干,电泳烘烤时,残留的油水混合物爆沸,从夹缝处溅出附着于车身电泳涂膜上,产生夹缝油缩孔。
制定的解决措施及实施情况如下:
(1) 对外协件使用的油品进行调整:重新选择车身外协件防锈油,更换为配套性好的车身外协件防锈油,并降低车身表面的涂油量。
(2) 电泳后增加下线吹水:在电泳下线位置,增加人工压缩空气吹水,把车身缝隙内残存的液体吹扫出来,进行充分的沥水。
(3) 调整电泳烘房温度:降低电泳烘房一段炉温,使夹缝内残存的液体缓慢地挥发出来,避免烘干过快产生爆沸。
通过以上措施的实施,现场因夹缝油导致的涂膜缩孔问题得到了有效解决。
5 结语
涂膜缩孔是涂装生产过程中常见的弊病之一,电泳涂膜受到外界物质污染后,最容易出现的涂膜缺陷就是缩孔,涂膜缩孔缺陷直接影响电泳涂膜的保护功能和后续的油漆喷涂工作,使中涂、面漆涂层得不到良好的基层,影响整个油漆涂层的外观质量及车身的防腐性能。在新车型开发初期,应对车身各个外协件使用的防锈油、电泳烘房的高温润滑油等适应性材料与前处理电泳漆开展配套性试验验证,对配套性有问题的材料进行复验或者及时更换,防止车型在现场过线时对工艺调试及生产质量产生不可逆的影响。
对电泳涂膜缩孔缺陷应立足于预防,把缩孔现象控制在设计前期,通过有效的预防管控措施提前防止质量问题的发生。造成涂装生产线电泳涂膜缩孔的原因是很复杂的,而且很多原因可能是同时存在的,本研究针对夹缝油导致的电泳涂膜缩孔问题进行分析总结,希望对现场涂装工艺人员有一定的参考价值。
猜你喜欢
江西教育A(2022年4期)2022-05-08 21:45:29
上海涂料(2021年5期)2022-01-15 06:09:52
塑料包装(2021年3期)2021-01-25 09:22:12
金属加工(热加工)(2020年12期)2020-02-06 05:59:26
诗林(2019年6期)2019-11-14 16:42:25
汽车实用技术(2019年20期)2019-11-06 07:19:20
表面工程与再制造(2019年3期)2019-09-18 01:35:14
红岩(2018年6期)2018-11-16 12:27:24
扬子江(2018年5期)2018-09-26 11:38:30
食品工业科技(2014年21期)2014-03-11 18:18:39