6082铝合金挤压型材折弯性能研究
2019-02-20 02:35:42孟祥军曹东升
有色金属加工 2019年1期
孟祥军,姜 珊,谢 莎,刘 阳,曹东升,何 金
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
6082铝合金属于中等强度的Al-Mg-Si系合金,具有良好的锻造性能、耐腐蚀性、焊接性能及机械加工特性,被广泛应用于汽车、轨道交通、建筑及工业等领域[1]。工业用铝型材往往对力学性能、折弯性能和表面质量都有较高要求,经过折弯的型材表面若出现橘皮或断裂将会严重影响产品后期表面处理,进而无法满足客户要求。目前国内关于6082铝合金型材折弯性能的研究较少,本文通过调整合金成分和挤压工艺参数,研究了不同条件下6082铝合金的折弯性能。
1 试验材料与方法
本文采用直径为Φ100 mm的6082铝棒,通过660T吨位油压卧式双动挤压机进行工业材的生产。所选铝棒采用半连续铸造方法生产,后经充分均匀化处理以消除成分偏析,型材基本信息见表1。该型材以往出现过严重折弯橘皮现象,造成后期表面处理不达标,针对此问题取样进行试验分析。合金成分符合GB/T3190《变形铝及铝合金化学成分》标准要求,原有成分中抑制再结晶的Mn、Cr含量较低,通过调整挤压工艺同时调整合金成分,即采用表2中5组挤压工艺及相应合金成分得到产品进行折弯试验对比研究。
取时效后型材进行折弯试验,使用AX10万能研究级倒置式材料显微镜对折弯后试样进行高倍组织观察,针对试样平板与拐角处的横截面(垂直挤压方向)与纵截面(沿挤压方向)分别研究。利用日本岛津AG-X100KN型电子万能试验机进行室温力学性能研究。利用瑞士ARL直读光谱仪检测合金化学成分。

表1 产品基本信息

表2 挤压工艺参数
2 试验结果及分析
2.1 成分检测
原有成分用6082-1表示,调整后新成分用6082-2表示,成分检测结果如表3所示。适量的Cr能抑制Mg2Si相在晶界的析出,进而细化晶粒[2]。Mn可以提高再结晶温度,显著细化再结晶晶粒,还能加速板条状的βAlFeSi相向近圆形的αAlFeSi相转化,促进Mg2Si粒子的均匀分布,提高挤压变形的均匀性,进而改善合金的强度、韧性和耐蚀性[3]。

表3 试验型材合金成分(质量分数,%)
2.2 折弯变形
将型材挤压完1d后在相同的折弯机上进行折弯90°变形,折弯过程中000号~001号出现表面橘皮,002号~004号型材折弯后外表面均没有橘皮现象。型材折弯后弯曲外表面照片如图1所示。

(a)000号表面拉毛; (b) 001号橘皮; (c) 002号合格; (d) 003号合格; (e) 004号合格图1 折弯后弯曲部位示意图Fig.1 Sketch map after bending
2.3 高倍检测
图2为试样不同位置横截面的晶粒度照片,可以看出,主要由再结晶组织与纤维状变形组织两种状态。折弯橘皮001号试样平板处(图2(a))挤压态组织大部分被粗大的再结晶组织吞并,拐角处也充满大小不一的再结晶晶粒,晶粒尺寸由表层向内部变大,组织不均匀。折弯效果较好的004号试样组织均匀,平板处(图2(b))有较薄皮质层,无再结晶组织;拐角处(图2(d))内部无大尺寸再结晶晶粒。

(a)001号平板处; (b) 004号平板处;(c) 001号拐角处; (d) 004号拐角处图2 试样不同位置横截面组织Fig.2 Cross-sectional microstructure of samples at different positions
图3为试样不同位置纵截面组织。两种成分型材的纵向截面组织均为纤维状晶粒。001试样组织较004粗大,且001平板处存在一定厚度的皮质层。再结晶晶粒比纤维状晶粒内部位错密度低、尺寸大,位错滑移的阻力小,先发生塑性变形,尺寸越大,阻力越
小。故金属组织越不均匀,各晶粒变形的不同时性越显著,导致先变形的晶粒提前达到塑性极限,致使表面橘皮。由于晶粒大小不均匀导致局部晶粒变形不同时性作用明显,在相同应力条件下塑性变形量不同,宏观表现为表面橘皮甚至开裂[4]。

(a)001号平板处; (b) 001号拐角处; (c) 004号平板处; (d) 004号拐角处图3 试样不同位置纵截面组织Fig.3 Longitudinal-setional microstructure of samples at different positions
2.4 力学性能检测
每组折弯型材取两个力学试样,检测结果如表4所示。
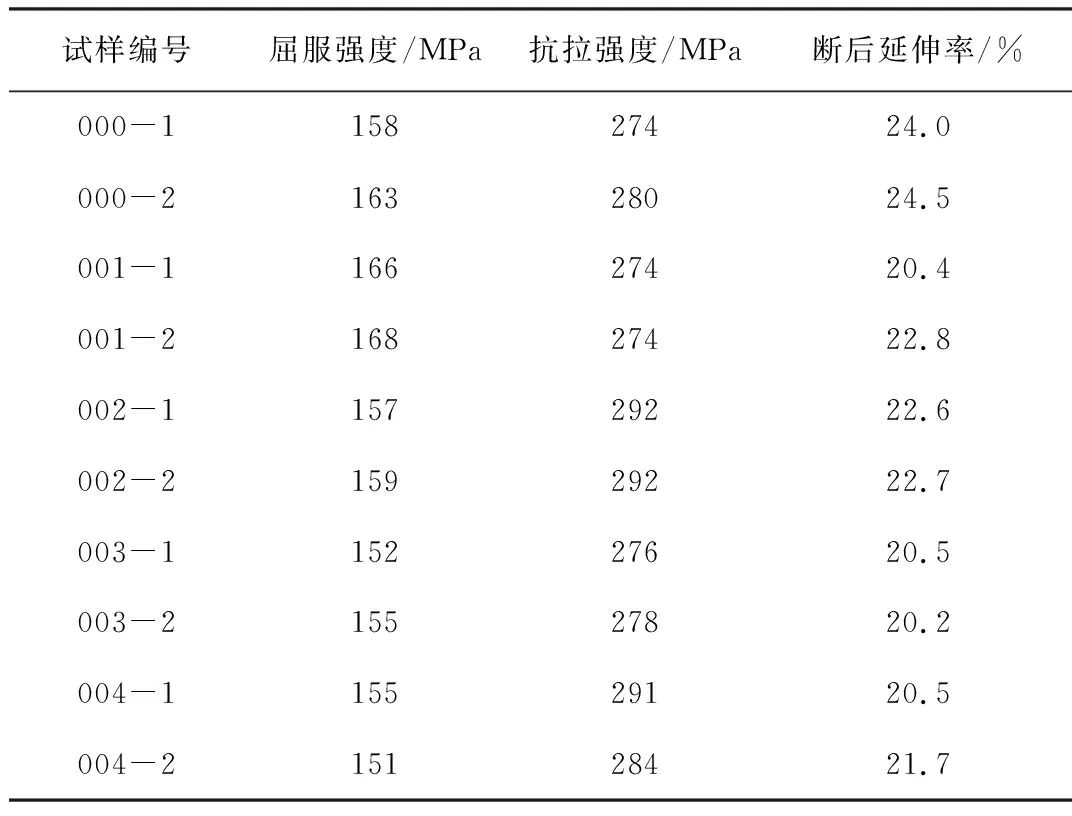
表4 试验型材力学性能
各组型材力学性能均满足GB/T6892-2006标准要求。001号~003号型材挤压速度较000号有所下降,002号、003号、004号合金成分均为6082-2,抗拉强度明显高于6082-1成分型材,屈服强度和延伸率变化不大。002号~004型材折弯效果优于000号和001号,从几组试样的差异分析,挤压工艺及合金成分对6082合金的折弯性能均有一定影响。000号与001号的折弯差异说明同一合金成分低温慢速折弯效果较好。控制铸棒温度490℃左右,挤压速度3.5m/min~4.5m/min,使用6082-2成分挤压时,能够保证型材折弯合格,满足客户要求。
3 结论
(1)6082合金中添加适量的Mn、Cr能抑制再结晶形成,有效控制再结晶晶粒大小,使组织均匀,折弯效果得到改进;
(2)合理控制挤压工艺参数,低温减速能有效减少再结晶晶粒,保证组织均匀性,折弯效果较好;
(3)采用6082-2合成分配比,铸锭加热温度490±5℃、挤压速度4.0±0.5m/min,按此工艺生产得到的型材折弯效果较好。
猜你喜欢
保健医苑(2023年2期)2023-03-15 09:03:40
小主人报(2022年1期)2022-08-10 08:28:56
小学生优秀作文(中年级)(2019年10期)2019-11-27 05:32:27
滇池(2019年8期)2019-08-30 09:03:50
小猕猴学习画刊·下半月(2017年4期)2017-05-30 10:48:04
上海金属(2016年3期)2016-11-23 05:19:38
Coco薇(2015年5期)2016-03-29 23:27:27
Coco薇(2015年5期)2016-03-29 23:24:41
Coco薇(2015年5期)2016-03-29 23:23:37
大型铸锻件(2015年1期)2016-01-12 06:32:58