
双氧水行业废钯催化剂中钯的回收工艺研究
2019-02-15 07:52暨左成易秉智张宇辉
浙江化工 2019年1期
暨左成,易秉智,罗 诚,张宇辉
(浙江特力再生资源有限公司,浙江 嘉兴 314001)
目前,95%的双氧水都使用蒽醌法合成[1],其主要过程为蒽醌工作液的氢化、氢化工作液的氧化及双氧水的萃取。其中蒽醌工作液的氢化采用固定床钯催化剂工艺,是整个工艺的核心,工作液是以2-乙基蒽醌为载体,磷酸三辛酯和溶剂油混合溶剂溶解配成[2-3]。在一般使用过程中,钯催化剂寿命为3~6年,全国每年大约需要更换约800 t钯废催化剂[3]。
由于大量有机物的存在,在浸出前需要通过预处理,先将有机物去除。本文采用焙烧、溶剂洗涤两种预处理方法去除其中有机物,并对两种方法处理后的物料的浸出、提纯、回收率等方面进行了对比。
1 实验部分
1.1 原料
原料来源于某公司蒽醌工作液氢化废钯催化剂,粒度60目以下,黑色,含有大量黑红色液态有机物,原料中成分见表1。

表1 物料成分表
1.2 试剂
实验所用试剂为工业级的盐酸、氯酸钠、水合肼;分析纯的盐酸、氯化铵、氨水、水合肼和去离子水等。
1.3 主要仪器与设备
搪瓷反应釜(江苏工塘化工设备有限公司);焙烧炉(江苏立宇环境科技有限公司);101A-1型恒温干燥箱(上海市崇明实验仪器厂);离子交换柱;UV-2700型紫外分光光度计 (日本岛津);聚四氟乙烯压力溶样罐(沈阳市铁西区森华理化仪器厂)。
1.4 钯的测定方法
物料中钯的含量测定,于700℃下静态焙烧,氢气还原后罐溶,用岛津UV2700分光光度计,在454 nm和548 nm处双波长测定含钯量[4-6]。原料含钯量为0.865%。
2 结果及讨论
2.1 废钯催化剂的预处理
将1950 kg废钯催化剂分成两份,其中500 kg废钯催化剂用带二次燃烧室的焙烧炉(带A/B两焙烧室)焙烧除去有机物;另一份1450 kg废钯催化剂用溶剂洗涤去除有机物。
2.1.1 焙烧预处理
将500 kg废钯催化剂装入耐高温不锈钢托盘中,铺匀,厚度不超过2 cm,严格控制焙烧温度在600℃左右,防止生成氧化钯及防止载体中的γ-Al2O3转变成α-Al2O3包裹钯,不利于钯的浸出。焙烧4 h后自然冷却,焙烧物料称重为247 kg,物料呈土黄色,粒度进一步降低,焙烧率为50.6%。焙烧后催化剂含钯1.713%,收集炉膛及除尘灰共计0.57 kg,总共消耗天然气4019.28 m3。相关数据如表2。
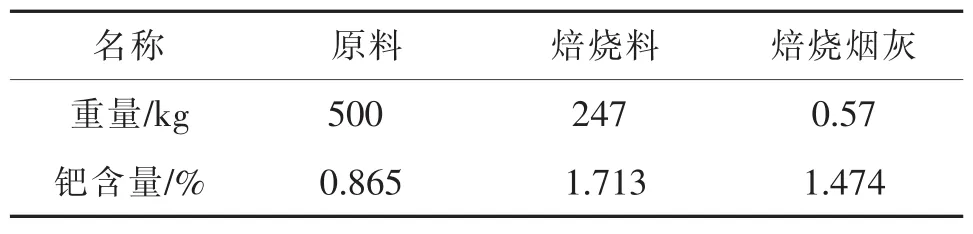
表2 焙烧相关数据
物料是生产双氧水用废催化剂,其中有机物及残留的H2O2含量高达45%左右,燃烧热值高,反应剧烈,天然气用量较大,燃烧成本高。
2.1.2 溶剂洗涤预处理
将1450 kg废钯催化剂分别投入2个5000 L反应釜中,固液比为1∶4,加入浓度3%洗涤溶剂,于80℃左右下洗涤40 min,放出过滤、洗涤,即得洗涤后物料。同时产生洗涤废液,洗涤废液处理后得到洗涤渣50.7 kg,测得其中含钯1650 g/t。相关数据如表3。
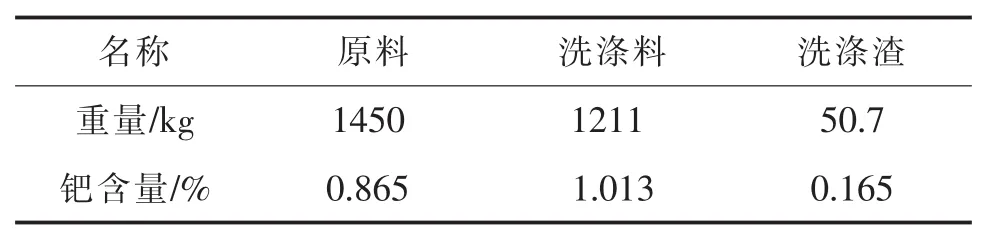
表3 洗涤相关数据
2.2 钯提取及精炼
2.2.1 选择性浸出废催化剂中的钯
(1)247 kg焙烧后的废钯催化剂分别装入2000 L和3000 L两反应釜中 (由于物料过细,遇水致密,故一釜投料不能太多,投料体积不超出反应釜下搅拌桨),主要工艺条件为:将两釜中的焙烧物料,于80℃~90℃下水合肼还原1 h,还原后静置,抽出清液,再酸浸,固液比=1∶4下,6 mol/L盐酸溶液+10%氯酸钠溶液,70℃~80℃下浸出1 h,共浸出3次,浸出率99.45%。浸出渣308 kg,水分56.10%,浸出渣洗涤烘干后为白色,浸出液过滤后曝气搅拌,使溶液均化后输送至树脂交换储罐,共计3480 L。相关数据如表4。

表4 浸出实验数据表
(2)1211 kg溶剂洗涤后含钯物料分别投入2个5000 L釜中,主要工艺条件为:固液比=1∶4下,6 mol/L盐酸溶液+10%氯酸钠溶液,70℃左右浸出1 h,共浸出3次,浸出率99.34%。浸出渣1552 kg,水分56.86%,浸出渣洗涤烘干后为橘黄色。相关数据如下表5。

表5 浸出实验数据表
焙烧物料必需还原后才能浸出完全;而洗涤物料无需还原,即可浸出完全,实际浸出3次,浸出率即可达99%以上。
2.2.2 R410树脂交换富集、提纯浸出液中的钯
选用R410大孔隙阴离子树脂,离子交换柱尺寸:Ø300×2000 mm,共装3根柱,每柱装入湿R410树脂约50 kg,3柱串联。
焙烧钯催化剂浸出液体积约3480 L,浓度1.18 g/L,因浸液量少,使用两根离子交换柱进行交换,控制酸度在1.5 mol/L以下、流速400 mL/min左右,树脂吸附饱和后,先用纯水洗涤干净,pH=7~8左右即可;再使用配置好的解析液淋洗树脂,使钯解析下来,累计3个床体积,每个床体积解析液约200 L。解析完毕后,用一定浓度的再生液淋洗树脂,使树脂再生,再生液返回浸出或者调解酸度后重新交换。再生后,用纯水将树脂洗涤干净,即可用于下次交换。
溶剂洗涤钯催化剂浸出液总体积约12540 L,浓度为1.01 g/L,采用三根离子交换柱交换。控制酸度在1.5 mol/L以下、流速800 mL/min左右。解析、再生方法同上。累计8个床体积,每个床体积解析液约200 L,交换尾液相关数据如表6。

表6 树脂交换数据表
树脂交换稳定后,交换尾液含钯浓度一般在2~4 mg/L,但交换液的酸度过高、交换速率过快,都会造成交换尾液中钯含量的明显增加。必需控制一定酸度及接触时间,才能将交换尾液中的钯含量降至最低。
所有浸出液交换完毕后,解析、再生树脂,最后用纯水将树脂洗涤干净,分别从1#、2#、3#离子交换柱中取出部分树脂,1#柱取树脂58.60 g,烘干重24.24 g;2#柱取树脂34.30 g,烘干重14.19 g;3#柱取树脂72.25 g,烘干重29.89 g,分析其中残留钯量。结果如表7。

表7 树脂中含钯数据
2.2.3 钯的精炼
将解析液浓缩,然后过滤,滤渣回收,滤液进行酸化、络合(酸化、络合各两次),水合肼还原得海绵钯。焙烧物料:通过浸出、树脂交换、解析、提纯以及精炼,共计得到海绵钯3749.6 g。洗涤物料:通过浸出、树脂交换、解析、提纯以及精炼,共计得到海绵钯12282.1 g。总计得海绵钯16031.7 g。ICP分析海绵钯纯度达99.98%,纯度达到国标《GB/T 1420-2004海绵钯》中99.95%钯粉要求。
单柱50 kg湿树脂能够吸附约1500 g钯,解析率99.8%[7-8]。实际解析率亦证明在98%以上。焙烧回收率低的主要原因是,第一次使用的空载R410树脂中吸附的钯部分被固定住,无法解析完全。
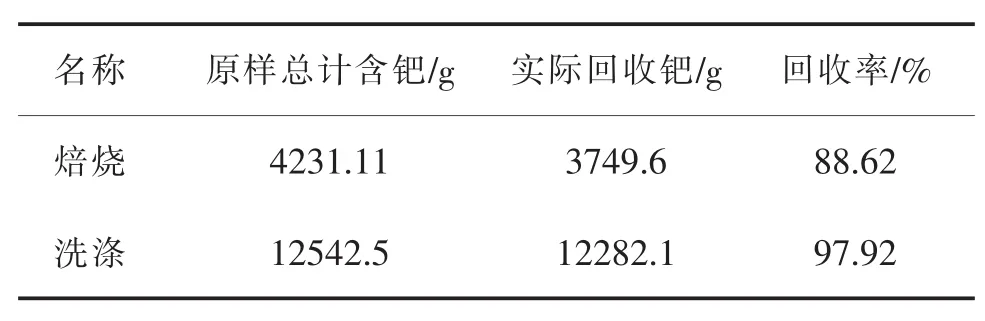
表8 回收数据表
2.3 物料平衡
投入原始钯废催化剂总计1950 kg,钯含量为0.865%,折合钯量16867.5 g;得99.98%海绵钯粉16031.7 g;焙烧烟气损失钯量8.40 g;废液中总计含钯240 g;三根离子交换中含钯345.5 g。物料平衡如表9。

表9 平衡数据表
3 结论
由于此物料中有机物的特殊性质,尝试用溶剂洗涤去除有机物,虽然浸出方面较焙烧处理后更易浸出,但洗涤有机物中夹带损失很大。
焙烧处理相对洗涤处理,流程短,损失少,树脂交换完全,但焙烧效率低、成本高,焙烧过程产生难溶的PdO;洗涤处理相对更易浸出,浸出效果好,但流程长,损耗大。
采用R410大孔隙阴离子树脂交换含钯浸出液,淋洗再生后,树脂中钯的残留率仅为0.44%,解析率达98%。离子交换法相对传统富集方法,流程更短、操作简单、回收率更高,且树脂可重复使用,从长远效益看成本更低。
猜你喜欢
中国氯碱(2022年10期)2022-11-22
河南化工(2022年10期)2022-11-21
化学分析计量(2021年5期)2021-05-24
名城绘(2020年1期)2020-10-21
化学工程师(2020年7期)2020-09-07
化学反应工程与工艺(2020年6期)2020-07-13
名城绘(2020年10期)2020-01-03
安徽农学通报(2019年21期)2019-12-09
发明与创新·中学生(2019年9期)2019-09-12
化学教学(2019年2期)2019-03-22
