盐渍地段天然气管道安装土工防渗膜施工及质量检验方法
2019-02-12 09:48李世龙孙增武
石油天然气学报 2019年6期
李世龙,孙增武
中国石油管道局工程有限公司国际事业部,河北 廊坊
1.引言
土工防渗膜是由聚乙烯膜基材与土工布复合制成的防渗材料,具有良好的耐热性和耐寒性,化学稳定性好,具有较高的刚性和韧性,机械强度高,耐环境应力开裂与耐撕裂性能好,同时还具有普通防水材料无法比拟的防渗效果[1]。广泛应用于水库、堤坝、蓄水池、引水涵洞、公路、铁路等建筑物的基层防水施工中,以及各种地下、水下工程、垃圾掩埋场、污水处理场、废水处理场等工程建设中[2]。盐渍地段长输管道铺设时,在管道施工已经完成组对焊接、环焊缝无损检测、防腐补口、阴保电缆焊接和火花检漏仪检漏等工序后,常在管道外表面包裹土工防渗膜作为附加防腐层,保障管道的耐腐蚀性、耐水性。
2.工程背景
别伊涅乌–奇姆肯特天然气管道西起哈萨克斯坦西部曼吉斯套州的别伊涅乌镇,途经阿克纠宾州、克孜洛尔达州、突厥斯坦州,止于南部奇姆肯特市,是横贯中亚大路中哈天然气管网的重要干线,是中国能源通道重要的组成部分。管道全长1477km,管径1067mm,钢管为X70级高强钢管材、具有三层聚乙烯防腐层。该天然气管道项目盐渍地段管道采取地下管沟敷设,管道铺设的设计方案见图1,在管道三层聚乙烯防腐层基础上,外包土工防渗膜防水,最后用聚合塑料压重箱进行配重。
3.土工防渗膜施工方法
3.1.施工前准备
3.1.1.吊装及运输
土工防渗膜是以辊筒的形式出厂,在吊装和运输过程中不能损坏外包装和产品本身,具体要求如下:使用专门的装卸设备进行吊装,如叉车、吊车等;运输车辆要具有足够的承载能力,且保持车内干净,不能有尖锐物体或硬质杂物;为防止辊筒在运输过程中移动或滚动,应使用木楔或绑扎带进行固定;施工现场卸货时,需将辊筒放在平坦的地面上,并提前去除地面的尖锐物体,如石头、树枝、碎玻璃等,也可使用土工织物作为缓冲保护材料。
3.1.2.储存
辊筒平行放置在室内干净、平整的基座上,采用3层堆放方式,底层4卷、中间3卷、顶层2卷;为避免滚动,应采用木楔或绑扎带进行固定。无原厂外包装的情况下,在开放区域存放时间不得超过7天;如果原厂包装完好,可以存放在室外,但是需要避免阳光直射、远离加热设备和明火。
3.1.3.现场施工条件要求
在管道已经完成组对焊接、环焊缝无损检测、防腐补口、阴保电缆焊接和火花检漏仪检漏等工序后,方可进行土工防渗膜的安装。安装可以在管道下沟前进行,也可以管道下沟后在沟下进行。对于管径为1016mm 的管道,在沟下进行安装作业时,应确保沟底宽度至少为3.2 m,管底到沟底的距离应满足安装所需高度,但不得超过0.5m。安装土工防渗膜后的管道埋深必须满足设计埋深标高。
3.2.安装方法及技术要求
焊接是将土工防渗膜安装到管道表面最可靠的方法。焊接可以通过热熔式焊接和挤压式焊接来完成。上述2种焊接方式都能够提供可靠的连接焊缝,保证连接焊缝与土工防渗膜本身一样牢固和稳定。
焊接土工防渗膜时,天气应选择气温在5~30℃之间、自然风力不超过4 级[3]。安装工作开始前,应根据管道直径和所需包裹长度绘制尺寸大小和排列方式的安装图。搭接尺寸不小于150mm,水平搭接的横向焊缝应设置在管道顶部。先在管道顶部焊接横向焊缝,再焊纵向环焊缝,横向焊缝和纵向环焊缝应成T 字型交叉,尽量避免焊缝十字交叉;纵向环焊缝之间的距离不得小于500 mm。
3.3.焊接施工
土工防渗膜焊接必须由经过专业培训的人员使用专业的焊接设备进行,一般采用热风焊机、热楔焊机或热风热楔联合式焊机等。根据天气条件和实际情况选择焊接方式,焊接参数应根据焊机的操作说明在焊机上设定。在正式焊接之前,必须对用于管道铺设的土工防渗膜进行试焊,试焊完成后对焊缝进行强度和严密性测试,测试合格后方可在管道上正式焊接。焊接安装前,首先将土工防渗膜平铺在准备好的操作地面上,切成所需的尺寸,然后借助特殊的紧固件(卡环、胶带等)固定到管道表面准备焊接。
为了保证焊接质量和速度,尽量使用热楔焊机进行焊接,提前检查确认热楔焊机的加热楔光滑、无附着物,搭接处土工防渗膜平整、洁净无异物,预留搭接宽度满足技术要求等。该项目中主要采用双轨热楔焊机,热楔焊机加热到一定温度使土工防渗膜熔化,并且在双轨压力辊的作用下使搭接处土工防渗膜熔合为一体形成可靠性更高的双焊缝,双焊缝之间形成用于检验焊缝质量的试压通道。
热楔焊机难以操作的地方可使用挤压式热风焊接,具体部位为:土工防渗膜包裹区间两端与管道表面三层聚乙烯防腐层纵向连接处、T 型接头连接处、阴保电缆引出部位的密封处、焊缝的修补处、严密性试验后的密封处及其他破损修补处。现场实际操作中,采用挤压式热风焊机,焊接前检查枪头的滑块,磨损较严重时应及时更换。该项目使用土工防渗膜本身作为焊材,熔化的焊材在压力作用下送到焊接表面,在热气流作用下熔融在焊接表面形成热熔堆焊的单焊缝,从而实现挤压焊接。
在焊接土工防渗膜时,外部条件对焊接方法和焊接质量有重要影响。因此,安装应符合以下条件:在没有保护措施(例如搭建临时遮雨棚)的情况下,雨天禁止进行焊接;在大风天气焊接时,应使用沙袋压重或胶带固定后进行焊接;在大风天气进行挤压焊接时,为了消除风冷引起的焊接缺陷,必须保证焊机枪头的热气流不被冷风直吹;冬季低温下焊接时,建议用脚手架搭建长廊,脚手架上覆盖防水、防潮的油布形成一个临时的保温长廊,距离地面0.5m 高处放置温度计,长廊内设置热风机或加热器进行加热,以保证焊接质量。
4.质量检验方法
质量检验分2 个阶段进行:
1)安装和焊接进程中,对焊缝结构、强度和严密性进行检验;
2)安装和焊接完成后,对整体外观和严密性进行检验。
4.1.焊缝检验
4.1.1.焊缝结构检验
土工防渗膜焊接完成后,对焊缝进行目视外观检查。在目视检查过程中主要对焊缝结构(如焊缝搭接处的尺寸不小于150 mm,焊缝的高度不得超过土工防渗膜材料的厚度等)进行检查,对于发现的焊缝缺陷应予以消除。
4.1.2.焊缝强度检验
测试焊缝强度时,应使用20~50 mm 宽的焊缝样品,样本长度应满足进行破坏测试的要求,如果沿着焊缝用强力将焊接在一起的土工防渗膜撕开,而焊缝本身没有分开,则认为焊接是牢固的。
4.1.3.焊缝严密性检验
焊缝的严密性采用气压检测法,向双焊缝间的试压通道注入压缩空气(焊接后时间不小于1h),通过查看压力损失情况来检查焊缝的严密性,具体方法如下:
1)在焊缝试压通道一端安装用于注入压缩空气的针式气嘴;
2)注入压缩空气,检查空气流通性,确保压缩空气能够充盈整个检验试压通道;
3)密封住焊缝另一端头,注入压缩空气并达到所需测试压力;
4)停止注入压缩空气,稳压后静置10min;
5)如果在10 min 后,压力衰减不超过初始值的10%,则认为焊缝严密性满足要求。测试压力和稳压时间取决于土工防渗膜材质、厚度和环境温度等。该项目中土工防渗膜厚度对应测试压力如表1所示。
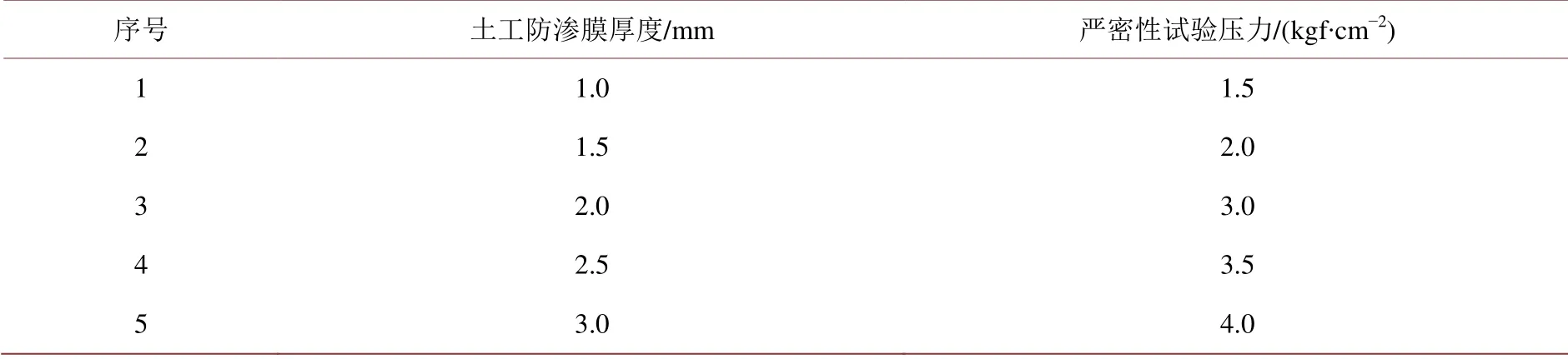
Table1.The soilimpermeablefilm thickness correspondingto test pressure 表1.土工防渗膜厚度对应测试压力
4.2.整体外观和严密性检测
土工防渗膜安装和焊接结束后,进行整体目视外观检查,划痕和裂纹的深度不得超过土工防渗膜材料厚度的10%;由于聚合物材料在温度作用下会发生扩展,焊接过程中温差导致土工防渗膜起皱是允许的;如果有较大的缺陷或频繁出现缺陷的不符合区域,该区域应重新进行包裹焊接。
对包裹的整体进行严密性检测,确保土工防渗膜的防水、防腐性能。具体检验方法与焊缝严密性检验方法基本一致,按照表1的压力要求,向管道外壁与土工防渗膜之间的环腔注入压缩空气,达到试验压力后,静置10 min,压力衰减不超过初始值的10%,则认为整体的严密性满足要求。实际操作时也可以使用真空方法和火花检漏方法检查整体严密性。
5.结语
土工防渗膜作为在工业和生活中广泛使用的土工复合材料,其施工安装方法非常成熟,但是作为附加防腐层在长输管道上应用的实例不多。结合管道施工工序,对管道外包裹土工防渗膜的施工方法和质量检验方法进行了介绍,该施工方法和质量检验方法在盐渍地段管道施工中得到了实际应用,方法有效可行、满足设计要求,为今后石油天然气长输管道安装土工防渗膜提供了借鉴和参考。
猜你喜欢
机电安全(2022年4期)2022-08-27
石油和化工设备(2022年4期)2022-07-13
云南化工(2022年1期)2022-03-08
设备管理与维修(2021年23期)2021-02-10
装备制造技术(2020年1期)2020-12-25
焊管(2020年12期)2020-02-24
中学理科园地(2017年4期)2017-08-30
山东工业技术(2017年9期)2017-05-16
小学教学研究(2017年1期)2017-01-19
电子制作(2016年1期)2016-11-07