提升化成工艺水化稳定性的研究
2019-02-06 05:23陈小元
探索科学(学术版) 2019年3期
陈小元
新疆众和股份有限公司 新疆 乌鲁木齐 830000
1 前言
化成箔是电子元件行业中铝电解电容器产品的关键原材料,而水化时间是衡量化成箔性能优劣的一个重要指标;本文通过分析研究影响水化稳定性的具体原因,找出解决的最佳方案,从而降低产品的水化时间,提高产品电性能。
2 技术研究综述
2.1 原因分析 (1)工艺本身的缺陷性,化成箔在此工艺下表面的氧化膜形成缺陷较多,在修复槽氧化膜得不到较好的修复,从而导致水化时间不稳定。(2)开机过程异常,目前在化成生产开机过程中,开机头样容易出现水化偏高的情况,开机时水煮槽或化成槽温度不够,或开停机纯化箔造成槽液污染及各级电压分配不均。(3)600 Vf以上工艺出现水化偏高的情况较为频繁,分析为600 Vf以上工艺电压较高,过程控制难度较大。
2.2 研究内容及结果
2.2.1 配比的优化 找出影响化成工艺水化稳定性最关键的添加剂,通过调整含磷添加剂的用量来降低水化时间;具体如下图所示:
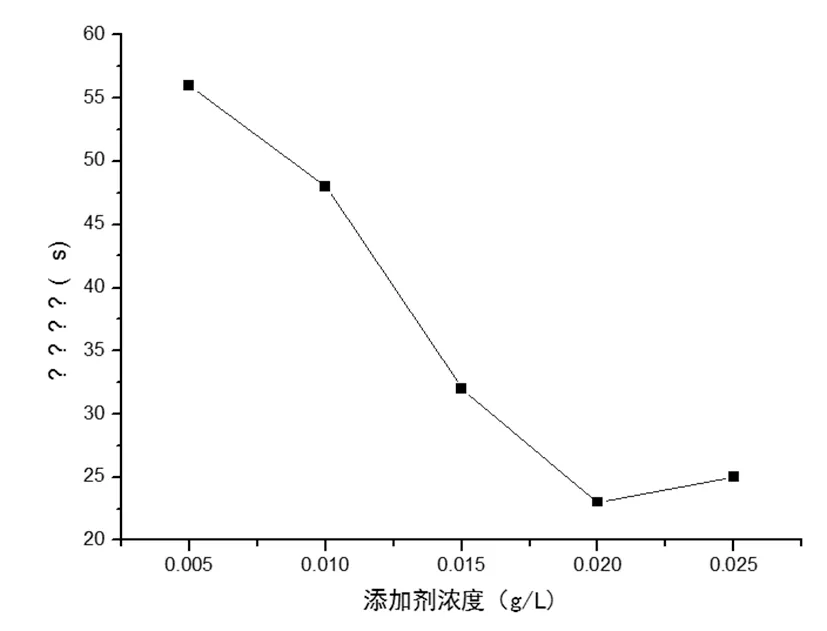
可以看出,添加剂浓度在0.02g/L及以上时,水化时间最短为23s,所以确定添加剂的用量为0.02g/L。
2.2.2 开停机碱洗箔使用标准 (1)开机前必须使用纯化箔作为引箔运行,待引箔到后处理槽出口可接碱洗箔,碱洗箔走至水煮槽出口时恢复底辊挂架五级加电纯化。(2)要求初配槽液纯化运行时间不得超出2小时,陈液开机前纯化运行时间不得超出1小时。纯化运行速度为为0.5 m/min.(3)正常或异常需将设备完全停机时,待停机箔头出馈电槽走至W1进口时可续接纯化箔,为了避免造成B1槽液污染在纯化箔进入B1槽之前要及时将B1槽底辊挂架提出。(4)接通知设备无需完全停机(同工艺转规格)时,在停机过程中及时处理工艺结晶确定设备具备开机条件,待箔头在最后一级化成槽出口时可接腐蚀箔进行开机。
2.2.3 规范开机和生产过程控制
(1)生产中各级电压控制标准 由于化成生产中各级电压是呈阶梯状上升趋势,为保证槽液闪火电压各级化成液的电导率是呈下降趋势,即导电能力是呈下降趋势,即电流越在后段流过是造成的电耗会更大,故为降低电流电压分配造成的不必要的损耗对化成生产线的各级电压分配做了如下规定(实际测得的槽端电压):

化成阶段 F1 F2 F3 F4 F5占Vfe比例 35% 65% 80% 95% 100%
(2)开机过程中各级电压控制标准 在开机纯化过程中依旧按照正常生产过程中的电压进行加电纯化,会导致槽液闪火严重。严重闪火过程中电流会较大,尤其是F3和F4槽,电流会达到300-400 A,造成不必要的浪费,停机过程中也及时调整各级电压,避免出现类似开机的电流偏高的情况,以及槽液因电压过高闪火溶铝的问题。
(3)明确生产线配液前纯水参数标准 要求排液、碱煮、中和后化成槽纯水检测电导率、p H值、氯根和铁离子,具体要求为电导率低于20μs/c m(不包括20μs/c m),PH值范围在5.5-7.5,氯根和铁离子含量均在0.05pp m以下,方可进行配液工作。
3 结论
(1)化成箔是在腐蚀箔上形成一层均匀、致密、绝缘的三氧化二铝氧化膜,氧化膜的性能直接影响化成工艺容量的高低;添加剂的加入在化成箔表面起到了一层保护作用,防止水与铝发生水合反应,从而破坏氧化膜的生成和形成,添加剂的用量在0.02g/L为最佳。
(2)提高化成工艺水化的稳定性,开停机按标准使用碱洗箔;减少了化成液的污染;并且在过程控制中合理分配电压电流,避免了水化时间的波动,从而增加了水化的稳定性。
猜你喜欢
新型建筑材料(2022年1期)2022-02-19
疯狂英语·新悦读(2021年10期)2021-11-23
现代仪器与医疗(2021年4期)2021-11-05
食品安全导刊(2021年20期)2021-08-30
铁道建筑技术(2019年6期)2019-11-29
钻井液与完井液(2019年4期)2019-10-10
分析科学学报(2016年2期)2016-10-15
汽车维护与修理(2016年3期)2016-02-28
儿童故事画报·发现号趣味百科(2015年3期)2015-12-04
少儿科学周刊·少年版(2015年3期)2015-07-07