
挤压肉干纤维取向度激光传播测量方法构建
2019-01-28 06:09:22何聪颖
食品科学 2019年1期
何聪颖,邓 力*,王 磊,彭 静
(贵州大学酿酒与食品工程学院,贵州 贵阳 550025)
挤压肉干是以畜禽肉为原料,采用双螺杆挤压技术加工而成的具有肌纤维状口感、耐贮藏、品质均匀且具有传统肉干风味特征的优选休闲肉干制品[1],挤压技术能够解决传统肉干干燥工艺程度不易控制、干燥时间长而导致产品品质不一、咀嚼困难等技术问题[2]。挤压肉干工艺既可以实现连续化、自动化、标准化生产,又能适应现代消费者对低水分肉制品快捷方便、口感良好、种类多样的需求[3-5]。
挤压肉干主要定位于开发高品质即食性休闲肉制品,产品的适口感和丰富的肌纤维结构是影响消费者能否接受新型肉干制品的主要因素[6]。原料肉在螺杆外力作用下形成具有整体取向结构的肉干,取向后的肉干呈现各向异性,在取向方向和垂直于取向方向上性能差别显著。纤维取向度是公认的一种评价挤压肉干肌纤维结构取向一致性的关键性指标[7]。目前,文献报道和实际应用中常用评价挤压制品纤维取向度的方法有电子显微镜观察法、横向与纵向剪切力比等[7],而这些评价方法普遍存在测试前破坏样品、准确度不高、误差大、易受主观影响以及过程繁琐等弊端。
激光传输方法是近年来国内外发展较快的一种测定高水分挤压植物蛋白产品纤维取向度的方法,具有无损、快速、分析客观等优点[8-10],如Ranasinghesagara等[11]利用光子在各向异性结构中的迁移率不同的原理,测量光斑在平行和垂直方向的长度,取其比值来表示各向异性的程度;陈锋亮等[7]利用激光光学方法评价高水分挤压组织化蛋白纤维取向度;但目前相应激光方法还未建立在测量挤压动物蛋白产品的纤维取向度上。
激光传播评价方法来源于光学和生物组织科学的相互交叉渗透形成的一个新兴领域[12]。激光具有高强度、高单色性和方向性的特点,并且所有的波是同步的,由于激光的单色性,激光束有携带大量信息的能力[13]。生物组织具有强散射弱吸收的特性,当光以一定角度入射到组织表面时,会在生物组织内经历一系列的随机反射、折射、散射和吸收,由于强散射作用,可以在光源入射点同一表面的不同距离处采集到与生物组织相互作用后的出射光,该出射光包含了与生物组织相关的丰富内部结构信息[12,14-15]。研究表明,当光入射到各向异性介质内部时,光将趋向于沿着纤维方向传播,介质表面反射出的光呈椭圆状,椭圆的长轴与短轴比值的平方B值即可表征肉干内部各向异性结构的纤维取向程度[16-20]。
本研究在文献[7]和理论分析的基础上,使用激光在各向异性介质中的传播来评定挤压肉干纤维取向度,并进行光学参数优化,目的在于建立一种能应用于区分挤压肉干制品纤维取向度的光学测量方法,为挤压肉干制品的研究和品质评价提供一种方法基础。
1 材料与方法
1.1 材料
猪后腿精瘦肉、牛后腿精瘦肉、马铃薯淀粉、调味料贵阳市花溪区星力超市;大豆分离蛋白(粗蛋白干基质量分数≥90%) 山东禹王实业有限公司。
1.2 仪器与设备
DS32-II实验型双螺杆挤压机(两螺杆中心距26 mm,螺杆直径32 mm,模头圆形开孔直径5 mm,螺杆长径比18.75,机筒为3 段式加热(I区为输送混合区,II区为压缩剪切区,III区为加热熔融区)) 济南赛信机械有限公司;MB35型卤素水分测定仪 奥豪斯国际贸易有限公司;LS-2拉丝机 南京明瑞机械设备有限公司;DHG9146A型电热恒温鼓风干燥箱 上海精宏试验设备有限公司;SZ66型体视显微镜 重庆特光学仪器有限责任公司;He-Ne激光笔、PC1146数码相机、中性滤光片 日立高新技术国际贸易有限公司。
1.3 方法
1.3.1 原料预处理
将猪后腿、牛后腿鲜肉分别预煮、切片、炒制、烘干、拉丝、调配(按原料肉质量10%及8%的比例添加大豆分离蛋白及马铃薯淀粉),并调制原料含水率为42%待用[1]。
1.3.2 挤压肉干样品制备
挤压机启动预热至稳定状态后,将预处理好的原料放入螺旋式喂料槽中,设定螺杆转速130 r/min,喂料速率25 r/min。
样品1:以猪后腿肉为原料,设定I、II、III区机筒温度分别为75、115、130 ℃,当挤压机实际参数达到设定参数并稳定运行后出料,模头端取挤压猪肉干样品1。
样品2:以猪后腿肉为原料,设定I、II、III区机筒温度分别为75、135、150 ℃,当挤压机实际参数达到设定参数并稳定运行后出料,模头端取挤压猪肉干样品2。
样品3:以牛后腿肉为原料,设定I、II、III区机筒温度分别为75、135、150 ℃,当挤压机实际参数达到设定参数并稳定运行后出料,模头端取挤压猪肉干样品3。
将样品1、2、3分别放入电热鼓风干燥箱中干燥,冷却后,切成大小为2 cm×5 cm的样品待用,并按照样品1、2、3的挤压参数条件制备多组平行实验所需样品。
1.3.3 激光传播方法测量挤压肉干纤维取向度
参考文献[6,16-17]中的方法,采用激光光学方法来评价挤压肉干结构中纤维取向程度,同时优化光学参数。
设备装置图如图1所示,在外界自然光下,采用λ=650 nm,P=5 mW的He-Ne激光作为入射光源,光源入射方向和样品成一定的夹角θ,在光路中放置一个中性过滤片,调节入射激光的强度,设定数码相机不同曝光时间,焦距100 mm,光圈F/5.6,在挤出物的正上方对样品的漫射光斑采集成像;其中x轴代表样品挤出方向,即样品取向方向,y轴代表垂直取向方向,通过采集卡将图像输入计算机[7]。
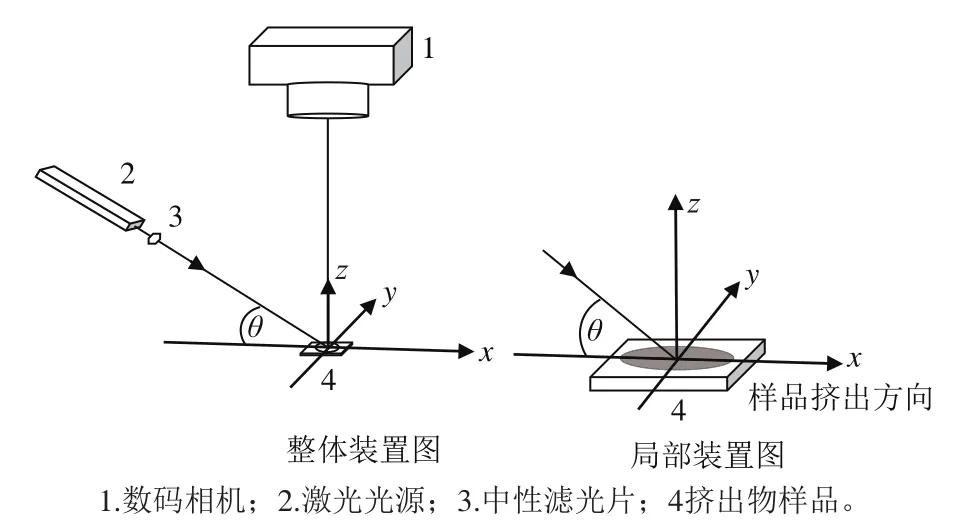
图1 激光设备装置图Fig.1 Schematic of the laser device
图像采集后,以激光入射点为原点,采用最小二乘法对等强度像素点从最外围进行最佳椭圆拟合,定义拟合椭圆最外围像素点为0,步长间隔为5,拟合像素点强度从0到45,得到一系列不同的LL、LS,其中每一组LL和LS分别是等强度像素点对应椭圆的长轴和短轴,对于有纤维状的结构样品,光偏向沿着纤维取向的方向迁移,对于不同纤维结构取向的样品,椭圆长轴和短轴会出现不同大小的变化,继而可根据下式得到挤出样品纤维结构取向程度的评价指标B值[7,16]。
椭圆拟合演算法流程如图2所示,即对采集的激光图像如图3做高斯滤波[21-22]处理,消除部分高频噪音,继而用形态学的方法[23-24]对图像做边缘增强处理,以利于更好地拟合椭圆[25];将处里完的图像使用最小二乘法技术[26]去寻找参数集合,从而最小化数据点与椭圆之间的距离度量,拟合图像最外围的椭圆,基于上述方法使用Matlab软件编制程序[27-30],计算出不同位置拟合椭圆像素点对应的B值。以B值的稳定性和大小作为优化参数的评价依据。
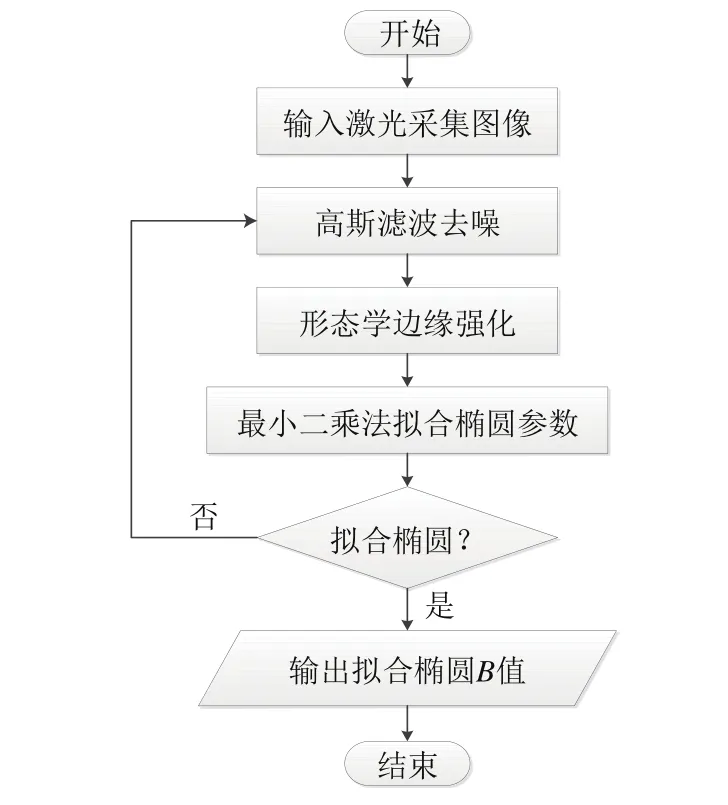
图2 拟合椭圆演算法流程图Fig.2 Flowchart of elliptical fi tting algorithm
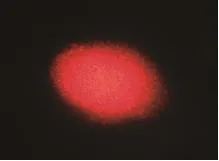
图3 样品激光图像采集Fig.3 Laser transmission ref l ection images of samples
1.3.4 试验因素水平设计
以样品1、2、3为研究对象,考察激光设备中相机曝光时间、激光光源入射角度对纤维取向度的B值计算结果的影响,并优化光学图像获取参数,得到优化结果后,固定光学参数考察样品挤出方向和挤压机III区机筒温度对B值稳定性和大小的影响。各因素水平表见表1。
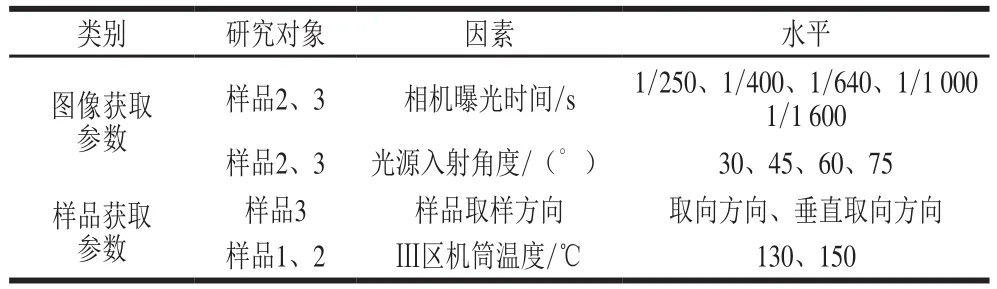
表1 试验因素及设计水平Table1 Levels of independent variables used for their optimization
1.4 数据处理与分析
采用SPSS 17.0软件进行单因变量多因素方差分析,P<0.01表示差异极显著。
2 结果与分析
2.1 图像获取参数对肉干纤维取向度的影响
2.1.1 相机曝光时间
选取样品2、3为研究对象,设定相机曝光时间范围为1/250~1/1 600 s,激光入射角为45°,采集3 组平行实验图像,得到样品2、3对应纤维取向度值B值的变化如图4、5所示,并对曝光时间、椭圆移动步长对应的B值做单因变量多因素方差分析,如表2、3所示,可知曝光时间和椭圆移动步长整体对B值都有极显著性影响。根据图的趋势和方差分析可知,在同一椭圆步长条件下,相机的曝光时间不同,采集得到肉干图像对应的B值有所差异,图4中曝光时间在1/400 s与其他曝光时间差别显著,且B值最大,随着椭圆移动步长变化最大,图5中曝光时间在1/250~1/1 000 s之间差别不明显,1/1 600 s时明显降低,B值明显偏小。因曝光时间过长,图像噪声大、对比度高,曝光时间过短图像噪声小、对比度低[31],且对于样品2、3都是曝光时间为1/400 s情况下B值较优,说明曝光时间对获取牛肉和猪肉的纤维取向度计算结果影响趋势一致,为保证采集图像质量稳定并综合考虑B值大小,选取曝光时间为1/400 s。
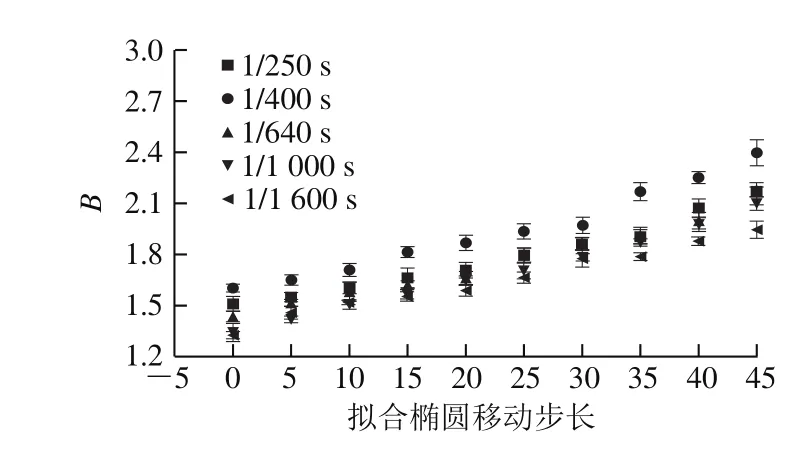
图1 样品2对应不同曝光时间图像拟合椭圆B值Fig.1 Effect of exposure time on B value for sample 2
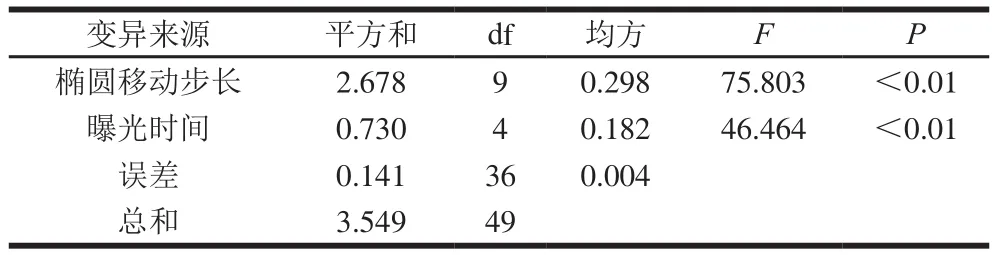
表2 样品2在图4中对应单因变量多因素方差分析Table2 Analysis of variance for the effect of exposure time on B value for sample2 in Fig. 4
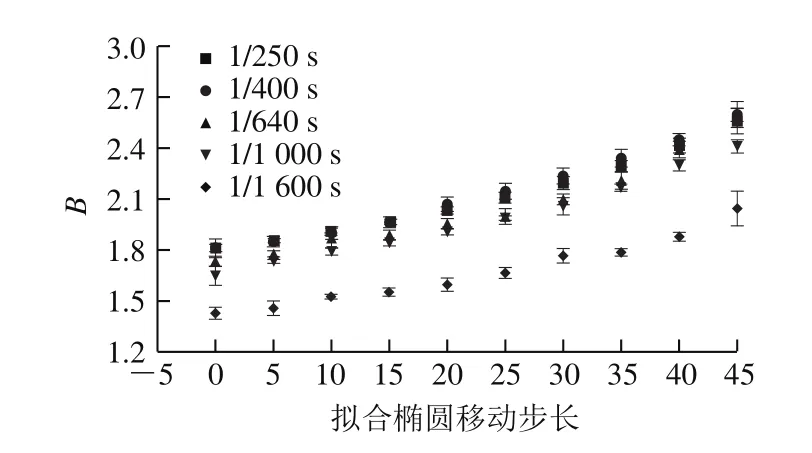
图5 样品3对应不同曝光时间图像拟合椭圆B值Fig.5 Effect of exposure time on B value for sample 3
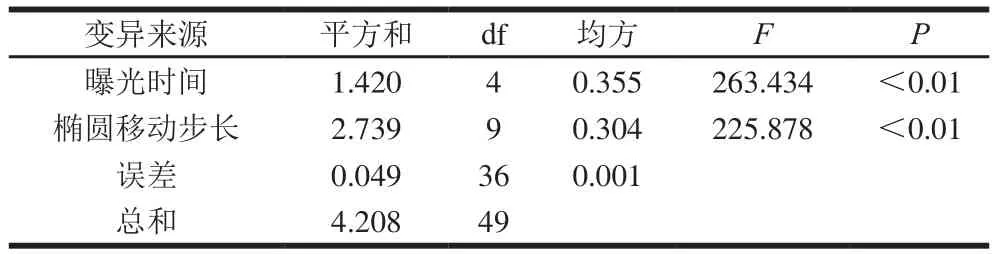
表3 样品3在图5中对应单因变量多因素方差分析Table3 Analysis of variance for the effect of exposure time on B value for sample3 in Fig. 5
2.1.2 激光光源入射角
选取样品2、3为研究对象,激光入射角分别为30°、45°、60°、75°,设定相机曝光时间为1/400 s,采集3 组平行实验图像,得到对应的纤维取向度B值变化曲线,如图6、7所示,并对曝光时间、椭圆移动步长对应的B值做单因变量多因素方差分析。由表4、5可知,激光入射角度和椭圆移动步长整体对B值都有极显著性影响。根据图6、7的趋势和方差分析可知,随着拟合椭圆等强度像素点由最外围到中心原点步长的移动,不同光源入射角度下B值均出现上升的趋势,且变化速率不同,在同一椭圆移动步长下,激光光源入射角不同,肉干图像B值具有明显差异,45°时对应的B值最大,且与其他角度差异显著,随着等强度像素点的移动,B值变化明显,即在此条件下采集到的图像最能呈现肉干的纤维取向度,且对于样品2、3,均为入射角度45°情况下B值最优,说明曝光时间对获取牛肉和猪肉的纤维取向度的计算结果影响一致,同时考虑入射角操作简便性和取值的稳定性,选取45°为激光入射角度。
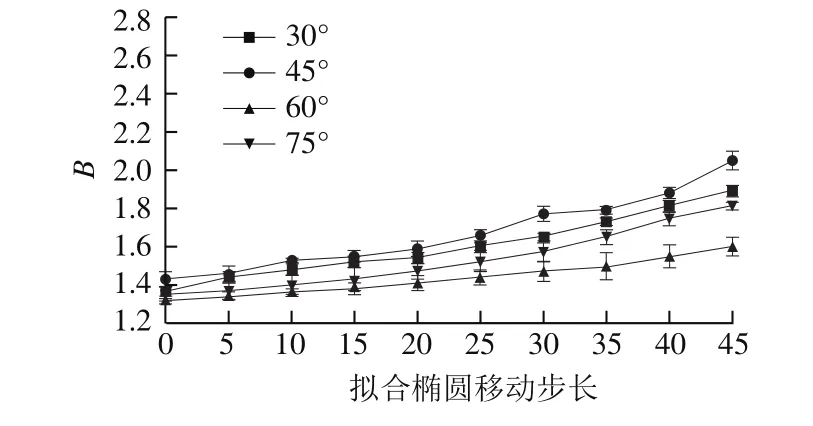
图6 不同光源入射角对应样品2图像拟合椭圆B值变化曲线Fig.6 Effect of light incident angle on B value for sample 2
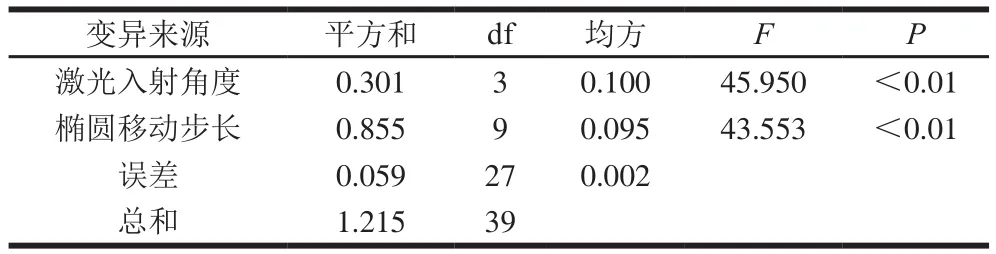
表1 样品2在图6中对应单因变量多因素方差分析Table1 Analysis of variance for the effect of light incident angle on B value for sample2 in Fig. 6
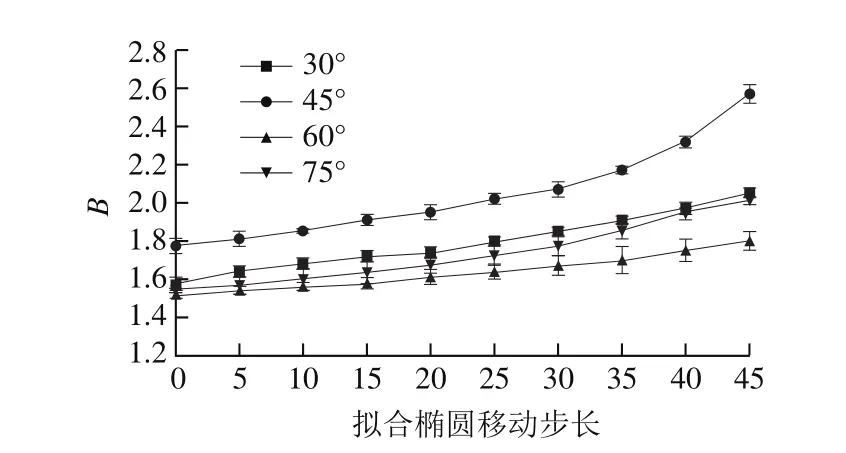
图7 不同光源入射角对应样品3图像拟合椭圆B值变化曲线Fig.7 Effect of light incident angle on B value for sample 3
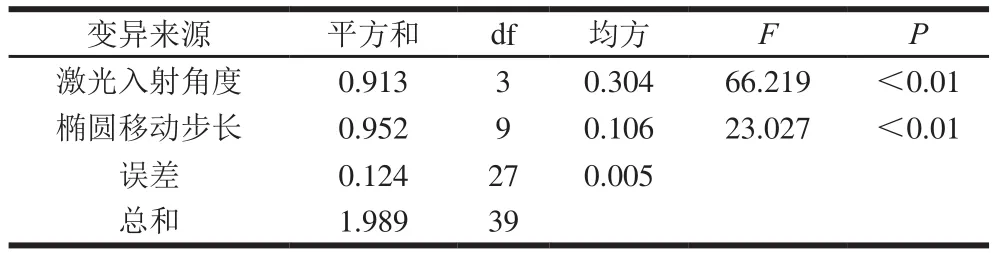
表5 样品3在图7中对应单因变量多因素方差分析Table5 Analysis of variance for the effect of light incident angle on B value for sample3 in Fig. 7
2.2 样品对纤维取向度的影响
2.2.1 样品取样方向
选样品3作为研究对象,设定相机曝光时间为1/400 s,激光入射角度45°,在样品取向方向和垂直于取向方向上分别采集3 组平行实验图像,得到相对应图像的纤维取向度的B值变化如图8所示。随着拟合椭圆等强度像素点由最外围到中心原点步长的移动,样品取向方向和垂直于取向方向的采集图像B值整体都呈现上升趋势,且每一个椭圆移动的步长下对应两个方向B值差异极显著(P<0.01),取向方向具有更大的B值。
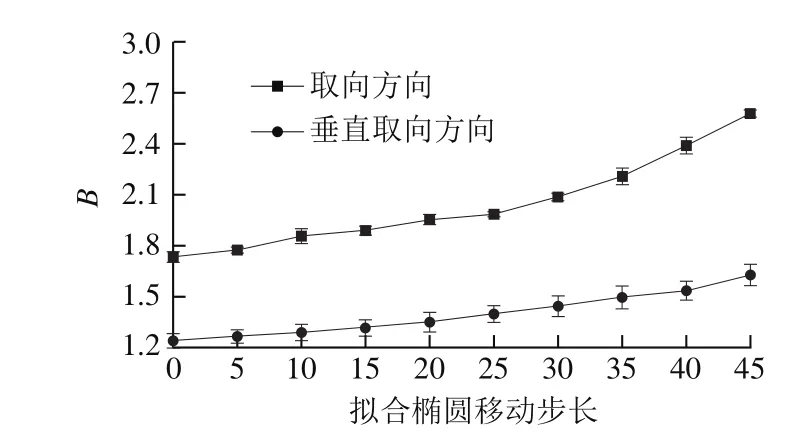
图8 样品3取样方向对应图像拟合椭圆B值变化曲线Fig.8 Effect of orientation direction on B value
分别用Matlab和Image J软件对样品3取向方向和垂直取向方向获取的激光漫射图像进行处理,如图9所示。
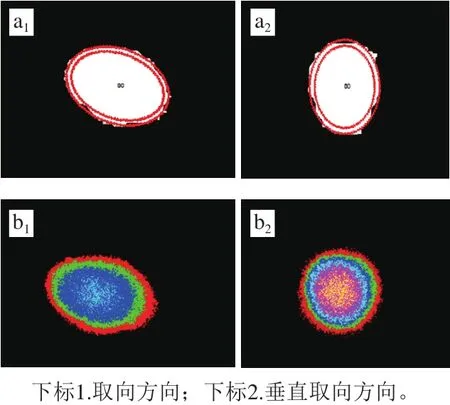
图9 不同取向方向等强度像素点的椭圆拟合(a)、假彩(b)图像Fig.9 Elliptic fi t (a), false color (b) image of different intensity pixels in different orientation directions
由图8得到B值与图9等强度像素点的拟合椭圆图像、假彩图像对比进一步验证样品3取向方向和垂直取向方向肉干结构存在差异,原料在外力作用下沿模头挤出方向形成整体有序排列的取向结构。而光学评价方法完全可以区分挤压肉干的取向结构方向。
2.2.2 挤压机Ⅲ区机筒温度
选取2 cm×4 cm样品1和2 cm×4 cm的样品2作为研究对象,设定相机曝光时间为1/400 s、激光入射角度45°,按照样品挤出方向采集3 组平行实验图像,得到对应图像的纤维取向度的B值变化如图10所示。随着拟合椭圆等强度像素点由最外围到中心原点步长的移动,样品1、2的图像B值整体呈现上升趋势,且每一个椭圆移动的步长下对应两种挤压样品得到的图像B值差异极显著(P<0.01),III区机筒温度150 ℃下挤压的样品2的B值明显高于130 ℃下挤压的样品1。
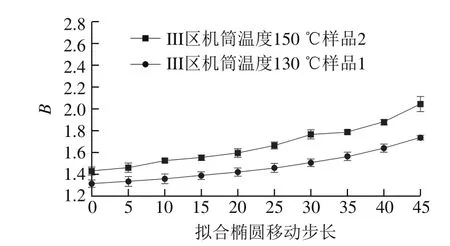
图10 III区机筒温度对应图像拟合椭圆B值变化曲线Fig.10 III zone barrel temperature corresponding to the image fi tting ellipse B value of the curve
分别用Matlab和Image J软件对样品1和样品2获取的激光漫射图像进行处理,如图11所示。
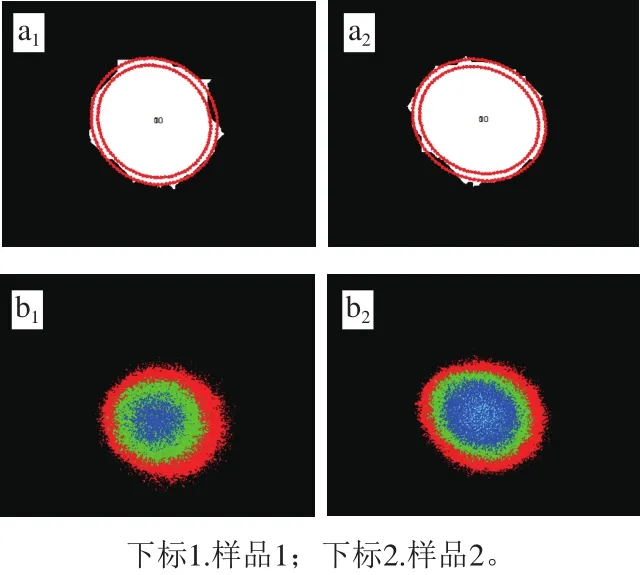
图11 不同III区机筒下等强度像素点的椭圆拟合(a)、假彩(b)图像Fig.11 Ellipse fi tting (a) and false color (b) image of lower intensity pixels at different zone III barrel temperatures
由图10得到B值与图11等强度像素点的拟合椭圆图像、假彩图像对比进一步验证样品1、2肉干纤维结构存在差异,由此说明样品种类相同,挤压参数不同,纤维化结构具明显差异,而光学评价方法完全可以区分由于挤压参数不同而导致纤维化结构不同的挤压产品。
2.3 建立激光传输测量方法验证
分别对样品1、2、3取向方向上进行激光图像采集,得到纤维取向度差别较大的挤压肉干产品,由图12样品的体视显微镜图像和假彩图像可知,样品3得到的挤压肉干的纤维取向度最好,样品2的次之,样品1的最差。在前面图像获取参数优化的基础上,这3 种样品B值之间差异极显著(P<0.01),如图13所示,以样品3得到的B值最大,样品2次之,样品1最差,这与前面的体视显微镜结果完全一致。由此说明,优化的激光传输测量方法完全可以区分纤维化结构不同的挤压肉干产品。


图13 不同类型挤压样品对应图像拟合B值变化曲线Fig.13 Fitting curves of B value for different types of extruded samples
由表6可知,4 种肉干纤维取向度对应的初始B值差异极显著(P<0.01),表明该方法不仅可以运用在挤压肉制品上,还可以区分天然肉干和市售肉脯的纤维结构,而该方法是否具有更大的普遍运用性,比如评价化学合成纤维的取向程度等,也将是新的研究发展方向。

表6 市售肉干产品的初步评价Table6 Evaluation of commercially available meat products
3 结 论
通过激光图像采集和自编的Matlab程序对图像的后处理,对挤压肉干纤维取向度的光学评价方法进行了参数优化、并验证方法可行。得到的图像获取参数为:相机曝光时间为1/400 s,激光光源入射角为45°。在此优化光学参数的条件下,得到样品取向方向和垂直取向方向纤维取向程度差异极显著(P<0.01),挤压牛肉干纤维取向程度明显优于挤压猪肉干,同时此光学方法也可以区分因挤压机参数不同导致肉干的纤维取向度不同,所优化的光学方法完全可以区分纤维取向度不同的挤压肉干制品。
本研究中的光学评价方法在应用中无损、准确,但测定样品反映地是样品局部的纤维取向程度,不能全面反映样品整体的取向结构,因此建立一种动态、连续的激光扫描方法将是下一步的发展方向。另外,对于激光传输方法的普遍性,也需进一步的探究。
猜你喜欢
作文·小学低年级(2022年3期)2022-04-13 13:47:43
成都信息工程大学学报(2021年5期)2021-12-30 06:25:30
电脑知识与技术(2018年35期)2018-02-27 13:29:44
饮食科学(2017年11期)2017-11-29 02:54:01
自动化学报(2017年11期)2017-04-04 02:52:44
中国调味品(2017年2期)2017-03-20 16:18:17
河北科技大学学报(2015年5期)2015-03-11 16:16:37
电视技术(2014年11期)2014-12-02 02:43:28
电测与仪表(2014年2期)2014-04-04 09:04:00
电力自动化设备(2013年11期)2013-09-18 02:55:16
