大型卷筒绳槽底径测量方法浅析
2019-01-26 05:23:06张根启曾峰
中国设备工程 2018年24期
张根启,曾峰
(杭州华电工程咨询有限公司,浙江 杭州 310000)
1 概述
通航过坝方式分船闸和升船机2 种, 船闸使用较多。葛洲坝1#,2#,3#船闸均已安全运行了20 多年,三峡工程双线五级船闸也在2003 年实施通航。但船闸通航时间及水资源利用较大,近几十年来,随着机械制造和自动控制技术的提高,升船机这一过坝的快速通道有了较大的发展。升船机的规模越来越大,形式越来越新颖,技术也越来越先进。升船机按运船方式可分为干运和湿运2 大类;按照运船的方向又可分为垂直升船机和斜面升船机2 种。垂直升船机根据垂直升船机的提升装置可以分为钢丝绳卷扬式、齿轮齿条爬升式、浮筒式以及水力浮动式转矩平衡重升船机几种类型。其中钢丝绳卷扬式全平衡升船机由于投资小,维护费用低已应用于福建水口、乌江思林、沙沱。卷筒绳槽底径的绝对和相对偏差控制是运行质量的保证,但卷筒螺旋式绳槽底径的具体数值不能直接进行测量,现对几种测量方法进行探讨。
2 结构型式
垂直升船机全平衡式提升机构示意图
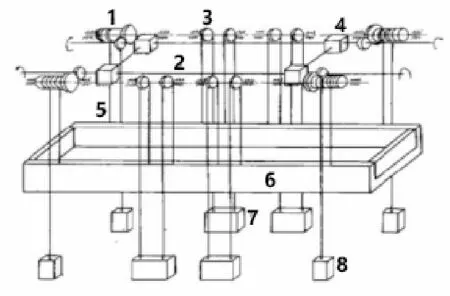
1-卷筒;2-同步轴;3-定滑轮;4-转向装置;5-钢丝绳;6-静力平衡重;7-定滑轮平衡重;8-转矩平衡重
(1) 卷筒组主要由卷筒体、卷筒轴及轴承、花键套、制动盘、轴承座、钢丝绳压板及连接件等组成。
(2) 卷筒名义直径一般≥3000mm,技术要求一般绳槽表面粗糙度Ra3.2,绳槽底径的制造公差应满足图样要求,且最大不超过0.5mm,所有卷筒绳槽底径相对差值不大于0.3mm。
(3) 因500T 级以上升船机提升卷筒4 或8 套,为使船厢运行平稳,各吊点受力均匀,对各卷筒间绳槽底径相对差要求较高,所以对卷筒的绳槽底径控制极为重要。
3 升船机卷筒绳槽底径测量方法浅析
由于现在检测手段及卷筒绳槽(绳槽为螺旋式,不形成交汇点)实际情况,还不能直接测量卷筒绳槽底径,只能间接测量反算推理得出数值。主要存在以下测量方法:
3.1 加工车床进给量测量法
测量方法:在加工车床上进行测量,当卷筒加工至图纸要求底径深度时,用加工刀具接触卷筒边缘未加工绳槽处为初始数值,然后利用加工刀具至绳槽底径,进刀量的数值即为绳槽的理论数值。此底径深度误差由车床的加工精度及刀具至绳槽底部接触点偏差决定,测量时间有局限性,数值只能在卷筒处于机床时测量。
3.2 深度尺检测升船机卷筒绳槽底径
测量方法:第一,在卷筒绳槽完成精车之后,检验者应进行绳槽弧度样板的贴合,弧度样板与绳槽的贴合率不应低于95%;第二,检验者应进行卷筒外径检测(检测精度可为0.02mm),测量卷筒外径为D;第三,检验者应进行卷筒绳槽深度的检测(检测精度可为0.02mm),测量卷筒绳槽深度为h;第四,检验者应进行卷筒绳槽底径的计算:卷筒绳槽底径d=D-2h。
测量方法的优点:这种通过测量绳槽深度计算卷筒绳槽底径的方法简便易操作。
测量方法的缺点:这种通过测量绳槽深度计算卷筒绳槽底径的方法不够准确。其原因有二:第一,卷筒绳槽外径D 与卷筒绳槽深度h 可能不在同一直径上;第二,卷筒绳槽深度h 与卷筒绳槽深度同一直径上的另一端绳槽深度h’ 极可能不相等;第三,由于绳槽弧顶加工时已削峰,所测深度也存在一定偏差;这是造成这种测量方法不准确的主要原因所在。

3.3 π 尺缠绕法检测升船机卷筒绳槽底径
测量原理:根据圆柱形螺旋线形成原理,即有螺旋线沿圆柱面展开为一直线,对每一个螺距展开的直线而言,其构成以圆柱周长、螺距为直角边,螺旋线长度为斜边的直角三角形,根据卷筒绳槽等效底径ФL与绳槽底径Ф、绳槽螺距P 的关系公式,如下图:

当为圆柱式螺旋线时,此时螺旋线沿圆柱面展开为一直线,对每一个螺距展开的直线而言,构成以πΦ、P 为直角边的三角形,则有单圆螺旋线长度。Φ为圆柱直径( 即投影直径),P 为螺距、πΦL 为螺旋线长度(即以πΦ 为圆周长的等效直径ΦL)。
测量方法:第一,在卷筒绳槽完成精车之后,检验者应进行绳槽弧度样板的贴合,弧度样板与绳槽的贴合率不应低于95%;第二,检验者用精度为0.02mm的π 尺紧密围绕钢丝绳卷扬式垂直升船机主提升卷筒绳槽有效宽度范围内的任意2 个相邻绳槽底部一周,其等效底径(即绳槽底径斜长)为ΦL;第三,检验者应进行卷筒绳槽底径的计算,卷筒绳槽底径计算值为Φ,其计算公式为 ,卷筒绳槽螺距为P。
测量注意事项:在使用π 尺测量卷筒绳槽等效底径时,要注意以下3 点:第一,π 尺的测量精度不应低于0.02mm,并在有效检定期限内;第二,测量卷筒相邻绳槽等效底径时,π 尺要与绳槽底部紧密贴合;第三,测量时π 尺需使用拉力计,并考虑环境温度下的修正值;第四,测量卷筒绳槽等效底径在读取数据时,可用石笔沿弧度样板于绳槽底部画出一圆弧线,这是读取π 尺的卷筒绳槽等效底径的比对基准点。如图所示:

测量方法的优点:这种通过测量绳槽底径等效值计算卷筒绳槽底径的方法比较准确,它引入了绳槽螺距P 和圆周率π 的准确值。能够为卷筒装置进行联合调试提供准确可靠的技术参数,可有效控制提升卷筒绳槽底径的相对差≤0.3mm 的技术要求。
测量方法的缺点:这种通过测量绳槽底径等效值计算卷筒绳槽底径的方法计算起来较为麻烦。
4 结语
综上所述,第三种绳槽底径测量方法相对更准确;随着我国水利行业升船机工程事业的发展,升船机更是被广泛应用。但是,由于全平衡式升船机提升卷筒在工作中常常会发生吊点不一致现象,影响升船机正常运行。所以,需要工作人员认真检查,运用科学有效的措施进行解决,从而提高升船机的安全性与稳定性。
猜你喜欢
安徽科技(2021年2期)2021-03-05 06:31:14
电子技术与软件工程(2020年6期)2020-02-03 08:22:18
黄河·黄土·黄种人(华夏文明)(2019年6期)2019-06-27 11:40:10
制造技术与机床(2018年10期)2018-10-13 06:37:04
黄河·黄土·黄种人(华夏文明)(2018年7期)2018-07-24 11:33:14
中国三峡(2017年1期)2017-06-09 11:09:41
中国三峡(2017年1期)2017-06-09 11:09:41
中国三峡(2017年1期)2017-06-09 11:09:41
现代工业经济和信息化(2016年10期)2016-10-26 06:12:56
收藏界(2015年12期)2015-05-30 10:48:04