数控车实操中异型牙螺旋线的编程与加工
2016-10-26 06:12:56许小娟
现代工业经济和信息化 2016年10期
许小娟
(苏州高等职业技术学校,江苏苏州215000)
数控车实操中异型牙螺旋线的编程与加工
许小娟
(苏州高等职业技术学校,江苏苏州215000)
数控车是利用数字程序进行车床控制,主要用于各种类型的工具组合以及需要进行转动的机械,其中异型牙螺旋线就是其中的一种被加工的工具。为了避免加工错误及误差,对数控车实操中异型牙螺旋线的编程与加工进行细致的分析研究确定。
数控车实操;异型牙螺旋线;编程与加工
引言
异型牙螺旋线是数控车实操中加工数量较多的一种零件,主要原因就是其使用量以及使用范围较广,并且较为复杂,对于数控车的操作要求较高,数控车的常用编程以及加工手段无法满足这一零件,需要进行刀片类型的调整,同时需要对数控床进行研究分析和选择,保证编程加工过程中不出现问题,既不影响被加工零件也不影响数控床,进行编程的调控主要目的不仅仅是更为适合形成螺旋线,满足异型牙螺旋线的加工需求,还包括能够进一步促进加工的效率提升以及加工质量的发展,由此可见,进行数控床实操中异型牙螺旋线的编程与加工研究是具有现实价值的。
1 异型牙螺旋线的零件图形分析
1.1零件形状的分析(见图1)
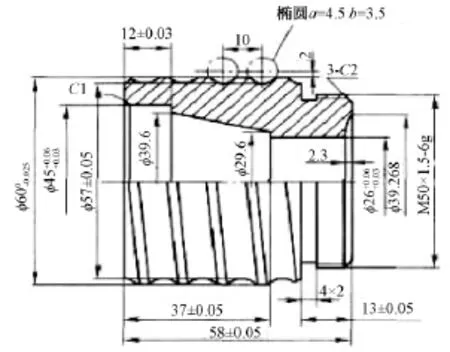
图1 异型牙螺旋线的零件图形(mm)
从图1中可以看出,该零件需要在外圆中加工一条异型的螺旋线。从图中的数据可以看出,该零件需要加工的螺旋线的短轴为3.5 mm,长轴应该为4.5 mm。由图形可以分析,椭圆应该以10 mm的螺距螺旋制成。
1.2椭圆牙型螺旋线尺寸的分析
在螺旋线加工的过程中一定要注意,道具起始与结束的两端应该根据机械加速与减速的快慢留下相应的空隙,因此螺旋线加工起始时应该把道具切割的起刀点与工具编程的零点偏移一定的距离[1]。起刀点与工具编程零件的偏移距离应该科学的计算,以精确加工零件的螺旋线。在偏移距离计算时,首先应该将异型牙的局部零件示意图放大,再根据螺旋线加工的椭圆方程建立坐标系。圆心O到点A的距离为2,通过几何计算出椭圆O在建立的坐标系中的坐标值,螺旋线加工的起始点则为坐标系中3.693的位置,螺旋线加工的终点应该在坐标系中与起始点对应的-3.693的位置,再经过相关的计算可以得到螺旋线加工椭圆中心的坐标位置,该异型牙螺旋线椭圆中心的坐标经过计算应该在(64,5)的位置上。
2 异型牙螺旋线加工刀具的选择
根据异型牙螺旋线的形状图像分析可以看出,椭弧形的刀具比较适合异型牙螺旋线的加工,但椭弧形刀具进行异型牙螺旋线加工对其椭圆的弧度有一定的要求,即椭弧形刀具圆弧的弧度应该与异型牙螺旋线椭圆的弧度保持一致,否则不仅影响异型牙螺旋线的加工,椭弧形刀具也会受到较大的损伤。椭弧形刀具虽然是最适合异型牙螺旋线加工的刀具,但椭弧形刀具的生产制造十分困哪,且对椭弧形刀具弧度的要求十分之高,若椭弧形刀具弧度与螺旋线椭圆的弧度稍稍不符,则会造成很大的损失,因此在异型牙螺旋线的生产过程中一般不建议利用椭弧形刀具进行异型牙螺旋线的加工。在常规异型牙螺旋线的加工过程中,一般采用经过多次试验的常规加工方法,即利用圆弧刀进行异型牙螺旋线的加工,圆弧刀加工异型牙螺旋线需要保持一定的加工角度,经过多次试验,刀尖角度为三十五度为最佳,主偏角为七十二度半为最佳,主后角一般为六度到八度之间,圆弧刀的半径为0.2 mm为最佳。
3 异型牙螺旋线编程的思路分析
螺旋线根据截面的形状不同主要可以分为五类,其分别是梯形螺旋线、三十度梯形螺旋线、六十度三角形螺旋线、锯齿形螺旋线、矩形螺旋线等。这五类螺旋线的牙型一般都十分标准,只需要利用成型刀具进行常规加工就能够得到,而异型牙螺旋线的牙型都是无规则的,特别是椭圆形的异型牙,对于这类不规则牙型的异型牙螺旋线的加工只能够通过编辑宏程序控制操作。异型牙螺旋线交工使用的刀具一般为尖刀,且一般刀具会有三十五度的刀尖角度。异型牙螺旋线刀具加工的运动轨迹十分复杂,其不仅能够根据椭圆的形状运动,其还需要按照螺旋线的规律运动,进而加工出需要的螺旋线,因此在异型牙螺旋线加工编程过程中,必须要根据椭圆的变化规律分析椭圆形状的变化数学关系,并根据列出的数学关系式进行编程,编程的过程要充分利用宏程序的思维及技术。异型牙螺旋线的加工过程中,圆弧与平面直线的补插通常可以利用数控机床实现,再通过异型牙螺旋线加工的螺距与牙型角度确定异型牙螺旋线截面的方程式,接下来,需要将异型牙螺旋下的平面加工轮廓分成多个小段。编程之前需要先建立数学模型,数学模型需要对异型牙螺旋线平面加工的轮廓与各个基点与节点进行分析,然后再对数学建模得到的数据进行分析与处理,数据处理与分析过程主要是利用CNC精密度技术,利用该技术计算出平面轮廓中各个节点与基点的坐标位置,进而实现异型牙螺旋线的加工与控制。根据异型牙螺旋线加工控制过程可以看出平面轮廓节点的划分越多,平面轮廓节点与基点越多,异型牙螺旋线的加工就越准确。
4 异型牙螺旋线编程与加工分析
异型牙螺旋线形状图中的阴影部分是需要切除的部分,在异型牙螺旋线的编程与加工过程中阴影中的部分一般需要被划分成多个段位[2]。异型牙螺旋线的加工过程对刀尖的角度有一定的要求,如果加工过程中刀尖没有一定的角度,则很容易在加工过程中出现干涉问题,因此在异型牙螺旋线加工过程中,交工刀具的刀尖一般需要保持五十五度的角度,外圆车刀应该保持三十五度的角度。异型牙螺旋线的加工螺距为10 mm,刀具交工切削螺旋线时受到的阻力很大,因此刀具的质量及车床的质量必须要有保障,否则不能承受较大的阻力而使得异型牙螺旋线的加工过程受到干扰或中。一般情况下机床为三百转每分钟左右的转速为最佳,然而在异型牙螺旋线的实际加工过程中,外圆X的余量消磨耗时调整需要分为三次进行,第一次调整一般加工1.6 mm,接下来两次加工分别需要1 mm与0.4 mm,且在第三次调整加工时为了减小步距应该进行进刀加工,进而降低异型牙螺旋线加工表面的粗糙程度,提升异型牙螺旋线加工的质量。
5 异型牙螺旋线加工过程的精度控制
异型牙螺旋线加工的进度要求较高,在异型牙螺旋线加工的过程中一般会通过调整X的余量来提升加工的精度,工件对刀的过程中,X方向流出0.3 mm的余量可以有效的提升交工的精度。在异型牙螺旋线家狗狗完成之后,采油测量精度较高的游标卡尺测量,并通过进一步的磨耗修调增加异型牙螺旋线的精度。
6 异型牙螺旋线加工过程中需要注意的事项
异型牙螺旋线加工过程中较为复杂,编程与加工过程较为困难,且在编程与加工过程中需要注意很多问题,进而保证异型牙螺旋线的加工精度[3]。首先,机床的步距与切口深度应该根据机床的实际情况进行适当的调整,以帮助刀具更好的工作,最大限度的发挥刀具的切割能力。异型牙螺旋线的加工过程最然较为困难,但通过对异型牙螺旋线形状的科学合理分析,根据螺旋线的特点及刀具的具体情况选择适合的加工刀具,并科学的设计编程思路,注意异型牙螺旋线加工过程中的问题,异型牙螺旋线的加工不仅能够实现,且还可以达到较高的加工精度。
7 结语
数控床实操中异型牙螺旋线的编程与加工研究的意义在于能够进一步促进异型牙螺旋线零件的精准性提升,加工效率增加。异型牙螺旋线在各种工具各种器械以及各种结构中应用较为宽泛,所起到的作用较大,主要就是连接作用,没有较多的角度以及大小的限制,但是加工过程中所遇到的问题加大,主要就是要求较高,材质处理较为困难,运用各种设备进行处理过程中容易出现处理不干净的情况,现今处理的主要应用设备就是数控床,主要原因就是数控床的刀片能够进行更换,处理质量能够保证,数控床是由数控技术掌控的,精准度能够保证,本文探究的主题具有实际的价值。
[1]陆霞,马军.数控车实操中异型牙螺旋线的编程与加工[J].科技与创新,2015(4):108;110.
[2]毛丹洪.异型牙螺旋线的编程和加工[J].科技经济市场,2014(8): 79.
[3]左瑞华,王雅娟,石磊等.经济型数控车实现自动钻孔加工的研究[J].制造技术与机床,2015(3):110-111.
(编辑:杨婷婷)
The Programming and Processing of CNC Spiral Shaped Teethin the Practical Operation of the Car
Xu Xiaojuan
(Suzhou Higher Vocational and Technical School,Suzhou Jiangsu 215000)
Numerical control car is the use of digital procedures for the control of the lathe,mainly used for various types of tools and the need for a combination of rotating machinery,which is one of the special spiral thread is a tool to be processed.In order to avoid machining error and error,this paper analyzes process and manufacture of the spiral shaped teeth.
NC operation;spiral shaped teeth;programming and processing
TG519
A
2095-0748(2016)10-0066-03
10.16525/j.cnki.14-1362/n.2016.10.28
2016-05-16
许小娟(1982—),女,江苏苏州人,本科,毕业于江苏技术师范学院,就职于苏州高等职业技术学校,研究方向:数控技术。
猜你喜欢
数学杂志(2022年5期)2022-12-02 08:32:10
科学大众(2021年8期)2021-07-20 07:38:52
中学生数理化(高中版.高二数学)(2021年12期)2021-04-26 07:43:38
安徽科技(2021年2期)2021-03-05 06:31:14
好孩子画报(2020年10期)2020-11-02 02:52:37
电子技术与软件工程(2020年6期)2020-02-03 08:22:18
中学数学杂志(2019年1期)2019-04-03 00:35:42
福建中学数学(2016年4期)2016-10-19 05:09:02
河北遥感(2015年2期)2015-07-18 11:11:15
河北遥感(2014年2期)2014-07-10 13:28:50