
熔体直纺涤纶130dtex/48f 十字异形吸湿排汗POY 生产工艺的探讨
2019-01-25 08:13:24倪凤军
纺织报告 2018年11期
倪凤军
(恒力宿迁工业园江苏德力化纤有限公司,江苏宿迁 223800)
随着经济的发展,人们物质水平日益提高,在穿着上越来越注重服饰的舒适性与审美性。涤纶纤维因具有其独特的优势和优良的性能而备受青睐。但涤纶化纤面料虽然具有手感好、悬垂性好及抗皱性好的优点,但和棉、麻布相比,其缺点是吸湿量低,透气性差,穿着不舒服。十字纤维断面设计,利用纤维的纵向导沟,使水分迅速沿沟槽扩散,不仅能快速吸收皮肤表层湿气及汗水,还能迅速将其排至外层蒸发,使体表保持干爽舒适,具有调节体温的功效。此外,织物手感柔软细腻,舒适透气,清凉干爽,永久吸湿排汗,易于护理且外观质感较好[1]。本课题对影响涤纶130dtex/48f 十字异形吸湿排汗POY 的生产工艺进行分析和探讨。
1 实验
1.1 原料
实验原料见表1。
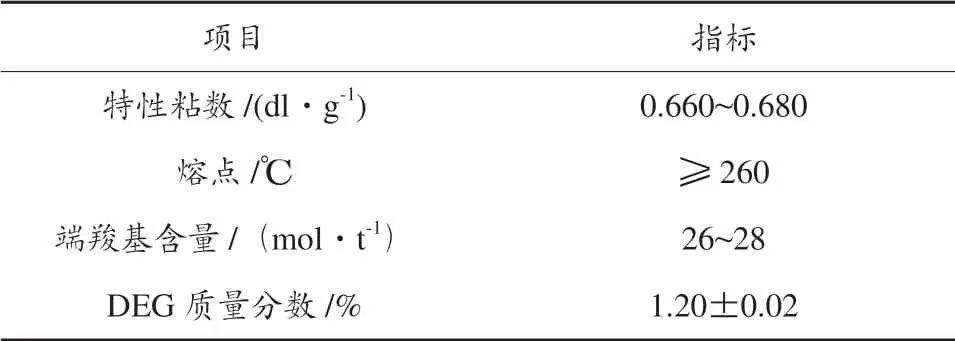
表1 原料主要指标
1.2 主要生产设备和测试仪器
生产设备:增压泵(瑞士MAAG);热交换器(德国SULZER);纺丝箱体(德国ZIMMER);2.4*10cc 计量泵和0.12*10 油剂泵(德国马尔);ACW6 卷绕头(德国Barmag);FK6-1000V 加弹机(德国Barmag 原装)。
测试仪器:强伸仪(瑞士Uster-IV 型);条干仪(瑞士Uster-IV 型);风速仪(德国TESTO)。
1.3 工艺流程
聚酯熔体(吉玛装置)→增压泵(吉玛装置)→熔体输送管道(吉玛装置)→纺丝箱体(吉玛装置)→计量泵(马尔)→组件(吉玛装置)→环吹风(巴马格)→上油(吉玛装置)→卷绕成型(巴马格)→检验→包装出厂。
1.4 主要工艺参数
主要工艺参数见表2。
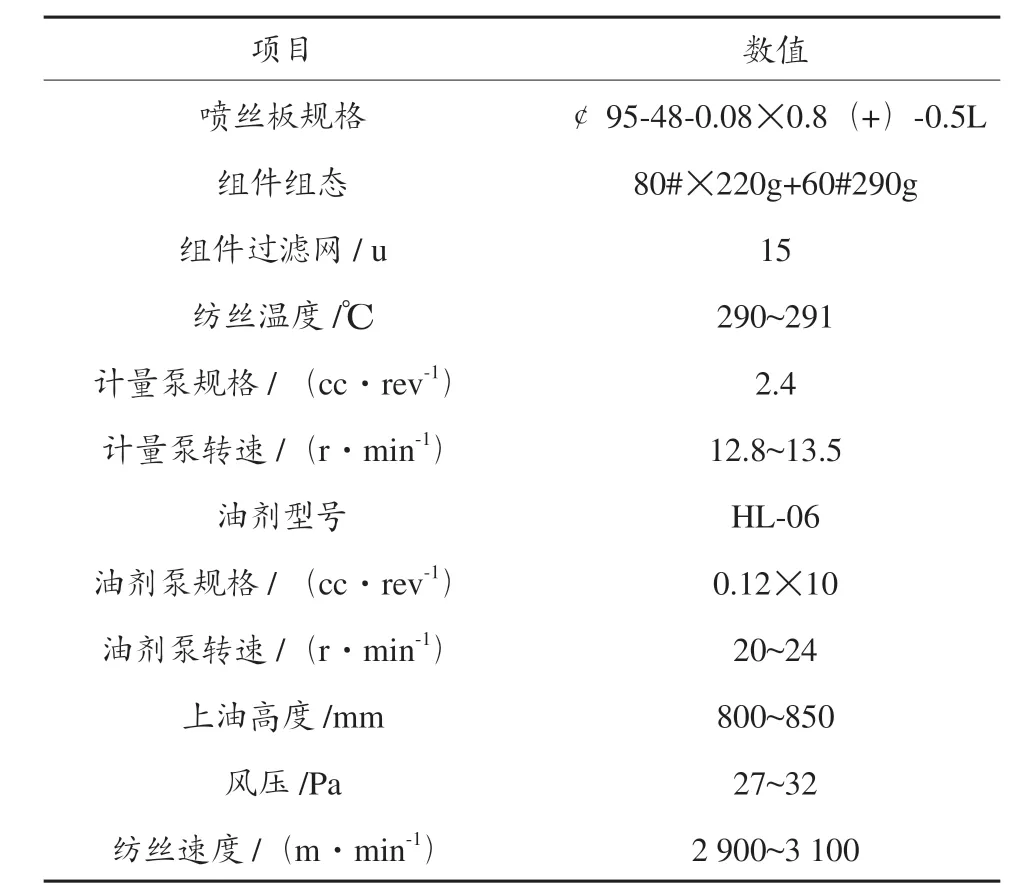
表2 POY 工艺参数
2 结果与讨论
2.1 喷丝板的设计
喷丝板的设计是化学纤维生产的关键,尤其是异形孔喷丝板设计。不但要满足圆形孔喷丝板的设计基本要求,而且要充分考虑纤维的截面形状和异形度。喷丝板选用不当会造成生产状况不稳定,断头增多,消耗增加,功能性不强,达不到预想的功能效果,产品质量难以控制。就十字孔的长L、宽W、孔深等参数进行不同的组合[2]。综合考虑剪切速率、喷丝头拉伸比、熔体的膨化比、目标异形度和喷丝板背压等喷丝板设计技术要求,实验生产吸湿排汗130dtex/48f 十字异形涤纶POY 丝。经过大量的实验,最终选择叶长L 与叶宽W 比为10 ∶1、孔深为0.5mm的喷丝板,见表3。此时,生产的稳定性较好,截面的异形度较高。

表3 L/W 对异形度和指标的影响
2.2 熔体质量对生产该品种的影响
吸湿排汗130dtex/48f 十字异形涤纶POY 原丝,属异形丝。首先,这就要求聚酯熔体中杂质要少,熔体中的杂质,包括凝集粒子、凝聚粒子以及灰分。它们的直径越小越好,所以聚合在终聚釜后要采用15u 高精密度的过滤器,以保障熔体质量。其次,要求聚酯熔体质量稳定,粘度均匀,粘度波动范围不得超过0.015dl/g,通过管道输送到纺丝组件后的粘度降要小。此外,选择合适的熔体输送温度并且尽量缩短熔体在管道中的滞留时间,以保证熔体在较低的温度下,快速输送到纺丝系统,以减少熔体在输送过程中的降解。
2.3 纺丝速度
纺丝速度过低,纤维的剩余伸长大,在后道DTY 加工过程中的变形量加大,对于保证纤维具有较高的异形度是负面的效果。相对较高的纺丝速度,得到伸长较低的POY 纤维,对于保证纤维的异形度方面有积极的意义,但是如果纺丝速度过高,对于后道DTY 加工又带来了毛丝增加的不利因素。经过实验发现,纺丝速度在2 900m/min~3 100m/min,对于得到较高的异形度和较理想的生产是比较有利的[3]。
2.4 纺丝温度
纺丝温度是生产吸湿排汗130dtex/48f 十字异形涤纶POY 原丝的关键参数之一。纺丝温度的变化显著影响纺丝原液的表面张力和粘弹性能,提高纺丝温度可使熔体的表面张力、纤维的异形度增加,但纺丝温度过高会造成纤维成形过于激烈,纤维截面的异形度变小,丝条的沟槽变浅,影响纤维的吸湿排汗功能。由于十字异形涤纶丝的比表面积大,冷却速度快,丝条的塑性变形区缩短。若纺丝温度过低,纺丝张力急剧上升,容易产生毛丝、圈丝等异常。所以要选择一个合适的纺丝温度,既要使丝条的异形度能够得到保证,又可以改善熔体在喷丝板微孔中的流动性,减少弹性积累,获得较好的纺丝效果。通过大量的理论计算和现场实际实验,最终选择纺丝温度在290℃~291℃较好,见表4。
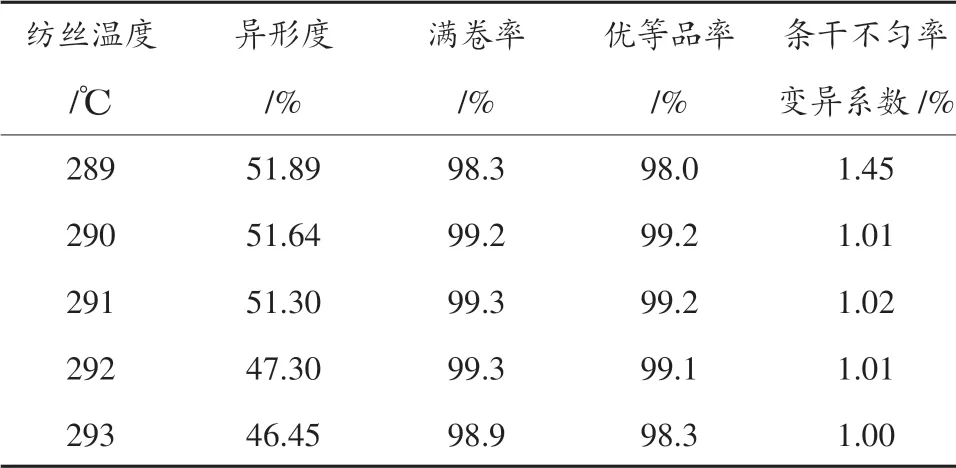
表4 纺丝温度对异形度和指标的影响
2.5 冷却条件
冷却条件是异形丝纺丝过程中十分重要的一个环节,也是影响产品质量的决定因素之一。异形丝的异形度随着熔体细流冷却条件的加剧而增加, 影响因素主要有冷却风速、冷却位置(即缓冷区)和冷却温度。由于吸湿排汗130dtex/48f 十字异形涤纶POY 原丝是异形丝,采用常规的侧吹风方法冷却,丝条在风室易抖动,纤维的端面形状难以保证,丝条的不匀率增加,造成DTY 染色M 率低,产品最终的功能性不稳定,无法正常生产。为了解决此问题,通过对现有的设备改造,采用环吹的方式对丝束进行冷却,使丝束冷却均匀。风压的大小选择对该产品也是一个相当重要的环节。风压过大容易影响喷丝板表面温度,导致微孔出丝不良,弯头丝增多,纤维截面形状难以保证。风压过小,丝条的塑型区增加,异形度下降,产品的功能就体现不出来。通过多种实验,最终选择27Pa~32 Pa 的风压,可以保证产品的质量稳定和功能性的较大限度的体现,见表5。随着吹风点距喷丝板距离的缩短,纤维异形度增大,但较低的缓冷区,熔体细流容易被外界气流冲击,急冷不利于喷丝头拉伸,容易断头、产生毛丝。在生产中缓冷区采用69mm,缓冷器温度275℃时,生产稳定,纤维异形度为52%。

表5 风压对异形度和指标的影响
2.6 丝束上油
吸湿排汗130dtex/48f 十字异形涤纶POY 原丝是异形丝,比表面积大,不易上油,油剂在丝条的表面难以附着均匀,丝束的抱合性差,生产过程中易产生毛丝和断头。特别是十字的尖端,油剂就更难以均匀附着。为了解决此问题,需要进行上油方式、油嘴型号、不同配比成分的油剂及不同的油剂浓度的实验,最终选择了二道油嘴的上油方式。选用了某知名油嘴生产厂家专门设计的油嘴,采用一种附着性均匀、渗透性好的新进口油剂,从而解决了异形丝不易上油和上油不均的难点,满足了后道加工的要求。丝束与空气的摩擦阻力大,极易产生超分子结构,取向度和结晶度增加,这种结构不利于产品的后加工性能。在纺异形丝时,一般通过提高集束位置来减少纺丝张力。通过大量的实验可知,生产吸湿排汗130dtex/48f 十字异形涤纶POY 原丝时,集束位置取从喷丝板到上油嘴间距离为800mm~850mm 处,生产状况和产品质量较好。
3 结论
在生产十字异形吸湿排汗130dtex/48f 涤纶POY 时,喷丝板微孔的长宽比设计为10 ∶1、控制好熔体的粘度的波动和过滤器的过滤效果、纺丝速度在(2 900~3 100)m/min、纺丝温度控制在290℃~291℃、采用环吹风冷却装置冷却、送风压力600Pa、冷却装置内的压力为27 Pa~32 Pa、选用渗透性强的油剂和双油嘴上油,可制得满卷率在99.2%~99.4%、AA 率 在99.0%~99.2%、异 形 度 为51.50%的可加工性好、功能性强的吸湿排汗纤维。
猜你喜欢
伴侣(2024年6期)2024-06-26 05:00:52
合成纤维工业(2022年6期)2023-01-19 08:44:58
纺织报告(2021年12期)2021-12-20 05:06:28
纺织科技进展(2021年3期)2021-06-09 08:07:20
纺织报告(2020年4期)2020-08-14 06:17:00
石油化工建设(2018年1期)2018-07-10 09:49:50
汽车与安全(2017年7期)2017-08-03 17:20:12
汽车与安全(2017年6期)2017-07-25 09:57:08
汽车与安全(2017年3期)2017-04-26 01:25:27
合成纤维工业(2016年2期)2017-01-12 10:11:23
