
高精度偏置内抛物面的数控加工方法*
2019-01-23 10:52严瑞强门延会肖善华
组合机床与自动化加工技术 2019年1期
严瑞强,楚 功,门延会 ,肖善华,甘 露
(1.宜宾职业技术学院,四川 宜宾 644000;2.五粮液集团有限公司,四川 宜宾 644000;3.中核建中核燃料元件有限公司,四川 宜宾 644000)
0 引言
某企业的反射装置零件有偏置内抛物面需要加工,过去采用的是直线逼近方法在数控车床上加工,这种加工方法虽然编程简单,但加工精度不高。对于有外抛物线轮廓零件的加工,已有大量文献反映了相应的研究成果[1-5]。对零件内抛物面的加工未见相关研究成果。为满足生产需要,现采用了等间距直线逼近法对内抛物面进行粗加工,圆弧逼近法对内抛物面进行精加工,解决了零件偏置内抛物面加工精度不高的问题。
1 内抛物面零件粗加工
薄壁内抛物面零件开口向右,如图1所示,是某企业零件反射装置的重要配件。尺寸精度、形状精度和位置精度要求高,加工质量保证不了,生产出来配件就会有振纹、反射不成型等严重质量问题。
1.1 粗加工数学模型


图1 内抛物面零件
为了保证精加工工序背吃刀量一致,我们可以通过制图软件,画图查点,用G71指令编制留有均匀余量简单实用的粗加工程序,缺点是必须熟悉制图软件。同理,利用抛物线方程,安排合理的加工工艺,用宏指令设计循环,能方便快捷高效地完成抛物线内轮廓部分的粗加工。
1.2 粗加工宏程序

O9001;
T0101M3S550;
G99G0X19Z5;
#110=20 ;//X坐标赋初值
#111=40;//X坐标终点值
#112=0.5;//X向精加工余量
#113=0.2;//Z向精加工余量
#114=14;//X向平移量
#115=38;//Z向平移量
WHILE[ #110 LE#111]DO1 ;//循环条件判断
#116 =[#110-#114]*[#110-#114]/20-#115;
//计算Z坐标值
#117=#110-#112;//X向留精加工余量
#118=#116+0.2://Z向留精加工余量
G1X[2*#117]Z[#118]F0.3;//直线插补加工抛物线
U-1;//X负方向退刀
G0Z5;//Z向退刀
#110= #110 + 1;//X向层切深递
END1;//循环结束
M30;
2 圆弧逼近精加工
2.1 数学模型的建立
计算非圆曲线上任一点的曲率半径值,是解决圆弧逼近非圆曲线的关键点和难点。
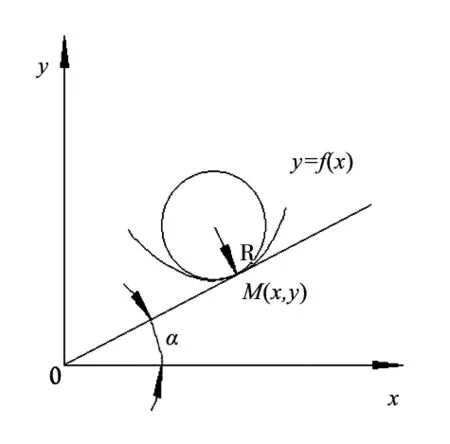
图2 曲率半径数学模型
见图2,设曲线y=f(x),并且f(x)具有二阶导数,s是曲线上固定点M的弧长,α是切向角,ρ是曲率。



(1)
2.2 精加工宏程序
圆弧逼近法内抛物面精加工宏程序编制如下:
O9002;
T0202M3S1000;
G99G0X80Z2 ;//快进到切削起点
G1Z0F0.1;//直线插补
#110=40;//X坐标赋初值
WHILE[ #110 GE20]DO1 ;//循环条件判断
#116 =[#110-14]*[#110-14]/20-38;//计算Z坐标值
#117=1+[[#110-0.5] /10-1.4]* [[#110-0.5] /10-1.4];//计算中间点的值
#118=10*SQRT[#117] ;//计算曲率半径R的值
G3X[2*#110]Z[#116]R[#118] ;//圆弧插补逼近曲线加工
#110=#110+1 ;//X坐标深递
END1 ;//循环结束
G1U-1 ;
G0Z5;
M30;
3 加工试验
为了验证该加工方法的可靠性,在相同条件,拟采用等间距直线逼近法、等步长直线逼近法、圆弧逼近轮廓法进行试验验证。通过实际加工检测,上述3种逼近方法加工结果对比如表1所示。

表1 3种逼近方法的加工结果对比表
从表1中可以看出,圆弧逼近的精度和表面质量远高于直线逼近的精度和表面质量。
将设计出的两个程序在FANUC 0i-TC机床上运行后,轨迹显示见图3,加工出的实物见图4,经检验零件尺寸精度、形位精度符合设计要求。

图3抛物线轨迹 图4内抛物面实物
4 结论
基于圆弧插补原理,编制宏程序,在FANUC 0i-TC数控机床上,进行加工验证。结果表明,采用等间距直线逼近法对零件内抛物面进行粗加工,圆弧逼近法对零件内抛物面进行精加工,使零件尺寸精度提高了两个公差等级,表面粗糙度达到0.4μm,有效的保证了高精度零件的加工质量,这对同类复杂形面零件的加工具有较高的参考价值。
猜你喜欢
贵州科学(2022年4期)2022-09-05
河西学院学报(2022年2期)2022-07-13
智能制造(2021年4期)2021-11-04
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
天文研究与技术(2021年3期)2021-07-15
科学与财富(2018年13期)2018-06-13
科技视界(2018年6期)2018-05-11
农机使用与维修(2018年2期)2018-02-26
制造技术与机床(2017年11期)2017-12-18
哈尔滨理工大学学报(2016年2期)2016-09-12
