
磁保持电子选针器及串行总线提花系统设计
2019-01-22 02:55彭来湖王罗俊胡旭东吴振辉袁嫣红
纺织学报 2019年1期
彭来湖, 王罗俊, 胡旭东, 吴振辉, 袁嫣红
(1. 浙江理工大学 现代纺织装备技术教育部工程研究中心, 浙江 杭州 310018;2. 浙江理工大学 浙江省现代纺织装备技术重点实验室, 浙江 杭州 310018)
近年来,随着针织技术的进步和编织工艺的革新,圆纬机的适用范围不断扩大,成型内衣服装、鞋面、家纺产业用布等纷纷采用圆纬机进行生产加工,这种发展趋势一方面使得圆纬机市场不断增长,另一方面对圆纬机的功能和性能提出了提花电子化、选针高速化等更高的要求。选针器是针织圆纬机实现电子提花编织的核心部件,其性能直接影响提花编织的稳定性和速度。目前对选针器工作原理的研究较少,大多数研究集中在选针器性能的检测手段和判定方法[1-2]。国内外比较著名的选针器品牌有日本WAC、德国雅迪、佛山创达、台湾义大、唐山昆鹏等,市场上这些品牌的选针器可以归纳为2种:压电陶瓷选针器和电磁铁选针器。由于压电陶瓷选针器制作工艺复杂,性能不稳定,易损坏,且造价高,所以许多厂家都逐步选择使用性价比更高的电磁铁选针器[3]。
当前电磁铁选针器主要指电保持选针器,其原理是通过一直通电线圈产生磁场来保持选针器刀头的位置状态,通过改变线圈通电电流方向来改变磁场方向进而改变选针器刀头的位置,此类选针器虽然造价便宜,但需要一直通电,容易发热,长时间工作稳定性差,随着选针速度的不断提高,这种缺陷日益凸显[4]。
本文针对电保持式选针器的缺点、提花编织原理、选针器工作状态及提花控制系统进行了深入分析研究,提出一种采用半硬磁材料设计电子选针器的方案,通过瞬态大电流线圈磁力改变半硬磁材料磁场方向进而改变刀头位置状态,并针对现有提花控制系统使用单向并行总线下发控制指令导致电信号容易受干扰的问题,结合目前圆纬机多路数进纱提花编织、选针频率高等特点以及磁保持电子选针器的控制要求[5],提出了一种基于高速串行网络结构的电子提花控制系统设计方案。
1 磁保持电子选针器工作原理
磁性介于软磁和硬磁之间的磁性材料称为半硬磁材料,一般矫顽力为1~20 kA/m,与永磁体不同,它是靠外加磁场改变其磁化状态进行工作的。根据这类材料特性,选择性价比高的铁钴钼系半硬磁材料设计磁保持式选针器。设计的磁保持选针器关键部件包括线圈、半硬磁材料以及带有双磁极的刀头,如图1所示。刀头固定2块用铁氧体永磁材料加工而成具有不同磁极的磁钢,位置安装见图1,根据电磁感应定律,当线圈通电时会产生磁场,磁场同极相斥,异极相吸的特性,它会吸引或者是排斥刀头上的磁钢,进而带动刀头摆动。
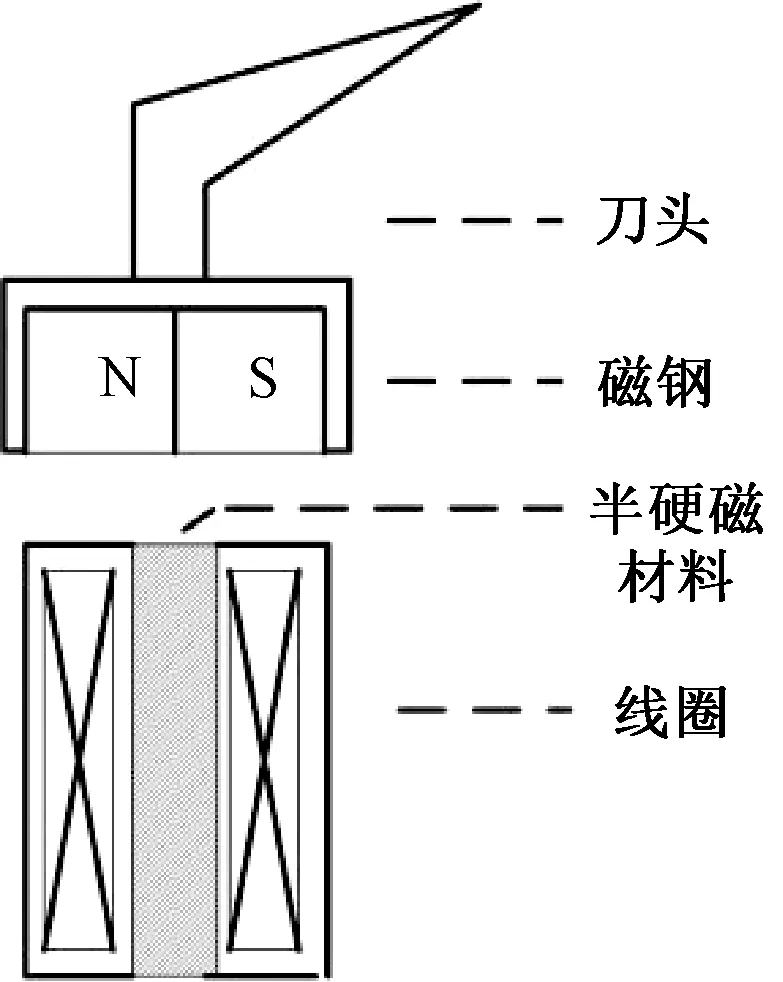
图1 选针器核心结构示意图Fig.1 Diagram of core structure of needle selector
线圈通电时,线圈内部也会产生磁场,此磁场可以对中间包裹的半硬磁材料进行充磁,当磁场强度达到磁导率最大点处的磁场强度,由于半硬磁材料磁滞特性,再减小磁场强度到零,半硬磁材料还保持剩余磁感强度,半硬磁材料被磁化。同理可知,线圈不同通电方向,可以使半硬磁材料磁化成具有不同磁极方向的磁体。由于半硬磁材料的这种剩磁特性,当截断线圈电流,半硬磁材料保留的磁感强度依然会与刀头一体固定的磁钢产生作用,进而保持刀头位置状态不变。与电保持选针器工作时整个过程一直通电相比,磁保持选针器这种间歇式通电的工作原理从功耗上而言性能更为优越。
2 通信方式分析及系统总体设计
目前主要的通信方式有2种:一种是并行总线通信,另一种是串行总线通信。现有控制系统采用并行总线连接多路电子选针器,通信线长5~8 m,包括8位并行数据信号和1位时钟信号,由于并行总线长距离传输存在线间串扰、机器内各种电机的电磁干扰及工业现场的电源扰动,易使得并行总线传输的信号受干扰而产生奇变失真,导致提花编织控制稳定性差,从而出现乱花、错花现象。串行总线通信方式采用差分线传输信号,抗共模干扰能力强,传输距离长,传输信号保真性好,信号传输的稳定性与总线网络结构和网络节点布局情况关系紧密,因此系统设计方案选择串行总线通信方式,以串行总线连接多路磁保持电磁铁选针器,通过网络结构和节点布局的优化设计实现信号传输的可靠稳定。
圆纬机安装的选针器数量最多达到144个,选针器工作时的最高频率要达到60 Hz,以此需求为依据,采用高性能ARM(微控制处理器)作为圆纬机提花控制系统的核心主控,硬件电路包括针位/零位检测、选针器驱动、串行总线接口等硬件电路模块[6]。在此硬件平台上移植Windows CE嵌入式系统,作为人机交互界面的软件平台。图2示出提花控制系统的总体结构。

图2 控制系统总体结构Fig.2 Control system architecture
提花编织控制原理及过程如下:圆纬机启动后,主控通过检测圆纬机位置编码器的脉冲信号来实时计算当前机器的转速和位置,并根据机器针位信息,解析花型文件,获取选针动作信息,通过串行总线下发相应的选针器动作指令,选针器在接收到指令后,驱动板上的MCU(微控制单元)解析指令,执行相应的动作。圆纬机具有零位检测功能,当零位信号被检测到时,如果此时编码脉冲个数与系统参数设定值存在偏差,并超过一定范围,提花控制系统将产生报警,并在界面中呈现位置异常报警的提示[7]。
3 系统硬件设计
3.1 磁保持选针器控制方法和驱动实现
根据磁保持电子选针器的工作原理,采用传统的控制方式即通过分隔式独立驱动电路来改变线圈两端的通电方向从而实现磁场换向,所对应的驱动电路模块数量就等于所控制选针器刀数的2倍,驱动电路不仅需要庞大数量的硬件驱动器件,而且驱动电路核心器件MCU的 I/O口使用数量也需要翻倍。由于选针器预留的驱动电路板安装空间狭小,无法满足驱动电路的空间要求,针对此问题分析磁保持电子选针器工作的特性和控制要求,采用驱动电路分组复用的设计思路,提出一种“自由端”和“公共端”同时控制的方法。所设计的驱动电路不仅可以有效地解决上述问题,还可以节省硬件设计上的成本,提高驱动板的性价比[7]。
将选针器刀头分为2组,奇数刀组和偶数刀组。二者对应的线圈即为奇数号线圈和偶数号线圈。每个线圈都由“自由端”和“公共端”2部分控制。奇数刀组和偶数刀组各有1个“公共端”,每上下相邻的2个线圈共用1个“自由端”,其驱动电路结构如图3所示。每个“自由端”同时控制相邻的奇数刀与偶数刀,再通过导通“公共端”进行选择是奇数刀动还是偶数刀动。如此计算,所需要的驱动电路数量就等于总刀数/2+2。
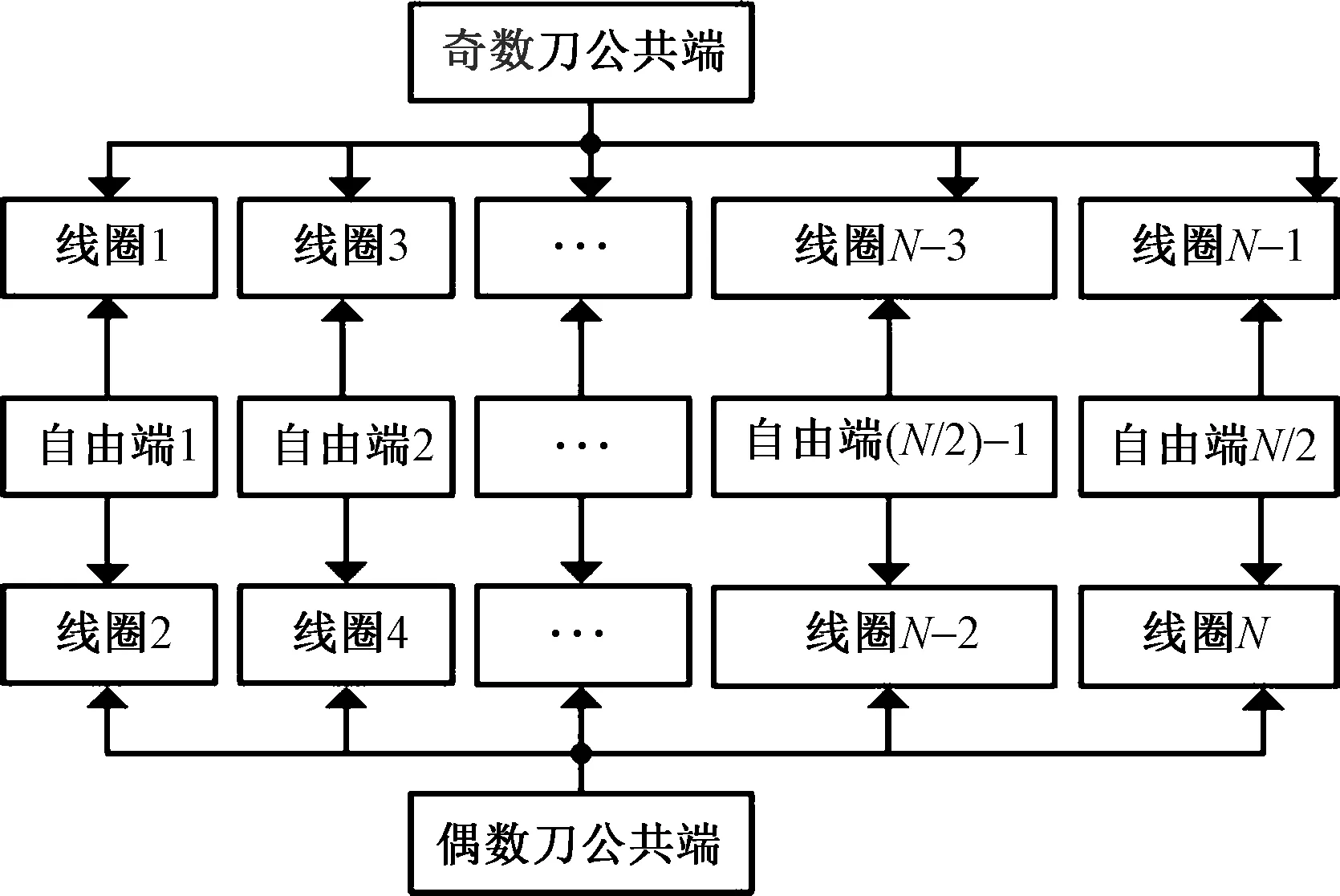
图3 “公共端”驱动电路示意图Fig.3 Diagram of ′public end′ drive circuit
图4示出“自由端”驱动电路简图。“自由端”的驱动电路使用的是半桥结构,MCU通过输出高低电平信号来控制MOS管的开断。由于驱动输出1和驱动输出2的电压相同,因此2组的“公共端”是否导通决定着选针器动作的是奇数刀还是偶数刀。
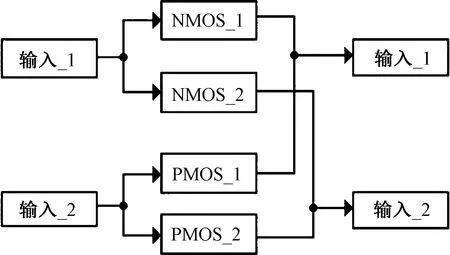
图4 “自由端”驱动电路简图Fig.4 Diagram of ′free end′ drive circuit
3.2 多节点并联串行总线网络及驱动实现
现场串行总线为分布式控制系统实现各节点之间实时、可靠的数据通信提供了强有力的技术支持。RS-485(串行通讯标准)和CAN(控制器局域网络)是2类被广泛使用的现场串行总线,RS-485可构成主从式结构系统,通信方式以主站轮询的方式进行,而CAN具有物理仲裁机制,是一种有效支持分布式控制或实时控制的串行通信网络,设计便捷性好,它的实时性、可靠性、灵活性强,因此控制系统选定CAN总线设计串行总线网络,实现对多路选针器双向通信,其网络结构图如图5所示。

图5 环状CAN总线网络结构图Fig.5 Structure diagram of circular CAN bus network
1台圆纬机使用的选针器数量最多达144个,通信线长5~8 m,针位变化最快可达800 μs,每变化1针位置,主控需要发送2~3帧CAN总线扩展帧数据,CAN总线速度达到450 kbit/s。按CAN规范,总线长度在30 m内时,总线速度可稳定工作在1 Mbit/s,因此CAN总线速度设定为1 Mbit/s。CAN总线网络主要挂在CAN_H(高位数据线)和CAN_L(低位数据线),各节点通过这2条线实现信号的串行差分传输,而多路选针器围绕圆形针筒等角度分布安装,因此设计如图所示环状多节点并联串行总线网络布局,主控与各选针器节点同处CAN总线网络内,CAN网络主干线从供电板出,环绕针筒,又回入供电板,形成环路供电,同时使得主干线尽可能减少与各节点距离,减少支路线路阻抗和受扰长度,提高网络稳定性。为了避免信号的反射和干扰,还需要在CAN_H和CAN_L之间接上电缆的特性阻抗相匹配的120 Ω的终端电阻,安装在供电板上。
3.3 针位置及零位检测电路
根据提花工艺及控制原理,控制系统要对圆纬机上每针位置的出针状态进行控制,以获取圆纬机的实时位置信息。控制系统使用铁感应接近开关型传感器获取针筒相对零位信号,使用相对增量式的位置编码器检测针筒位置信息。为保证针位检测的精度,选定编码器1周脉冲数为2 000,A/B两相差分输出。针筒与编码器的速比为1∶10,在圆纬机最高转速18 r/min条件下,编码器的最高输出频率为12 kHz。编码器的供电电源为5 V,零位传感器的供电电源为12 V,控制系统微处理器的供电电源为3.3 V,为提高系统抗干扰能力,3类电源系统需要分离独立,为实现电源隔离和信号转换,设计针位置及零位检测电路使用光耦隔离,同时考虑光耦两端信号的保真传输,隔离电路选用1 M的高速光耦。
4 系统软件开发
4.1 人机交互功能设计
根据圆纬机提花控制原理及过程,控制系统需具备实时提花控制、花型传输、编辑、下载、工艺和工作参数设定等功能外,还需兼具更改选针器相关系统参数的设置、选针器提花老化测试、软件地址修改、驱动程序升级等功能,整体软件功能如图6所示。

图6 人机交互功能结构图Fig.6 Structure diagram of human-computer interaction
选针器测试界面包含选针器单、全路测试。测试内容包括选针器刀头全上全下的单次动作或连续动作,单刀循环动作或全数刀依次序连续动作。为更好地测试选针器性能,系统还可设置选针器的动作频率,速度分为1~9档,9档速度可达到1帧/ms。
选针器驱动板利用软件地址编码来替代传统的8位物理拨码地址编码,机器装机或者作业期间需要对某路选针器进行修改测试,摒弃传统的拆卸选针器壳体进行手工拨码的方式,只需通过人工按一下按键,驱动板反馈当前节点地址序号信息,人机界面上进行地址信息设置,即可完成地址编码和修改操作;当选针器故障发生时可通过软件地址节点巡检来判断选针器与主控通信是否正常。
为避免机器作业期间选针器维护、更新、拆卸的繁琐性,设计实现通过USB接口读取升级文件,直接在系统人机界面对人机程序、主控系统、以及选针器驱动板进行程序升级。
4.2 选针器驱动程序
根据磁保持选针器的特性以及驱动电路中MOS管的开关特性,上电后,选针器驱动板MCU先初始化其I/O口,保证在执行动作指令之前,所有的MOS管都处于关断状态。接收主控所发指令后,驱动板MCU会按照CAN通信协议解析当前指令并逐步执行。由于线圈的阻值5 Ω,供电电压为24 V,因此长时间供电产生的大电流会导致线圈损坏。而通电时间过短又会导致半硬磁材料充磁不足,选针器刀头打动幅度偏小。设计合适的通电时间,是关系选针器能否正常工作的必要条件[8-10]。
实验数据表明,线圈通电120 μs时就可以保证半硬磁材料完成消磁,并能使刀头保持中间位置。通电时间达到220 μs时,完全可使半硬磁材料带有相反磁性,即使得选针器刀头摆动到位,因此,MCU将会通过Timer定时器对相关I/O口进行“二次充磁”。第1次充磁时间120 μs保证半硬磁材料消磁后并能够带有一定相反的磁性,第2次充磁40 μs确保选针器半硬磁材料具有足够的磁性,刀头能够摆动到位。由于选针器磁保持的特性,半硬磁材料充磁后,即使电路不通电,也可长时间保持磁性。这在保证节省系统功耗的同时也减少了选针器的发热量,因此MOS管每次开通后,驱动板MCU均会将所使用到的I/O口关断,保证在执行动作指令前,所有的MOS管都是关断状态,以此提高系统安全性。
4.3 提花控制程序
如何根据花型文件实时解析选针动作信息并快速准确地进行选针器动作控制是主控系统要处理的关键性问题。圆纬机的提花控制程序流程图如图7所示。根据模块化设计思想,系统功能主要包括人机交互模块、花型文件读写模块、选针器控制模块以及总线通信模块。其软件设计流程如下。
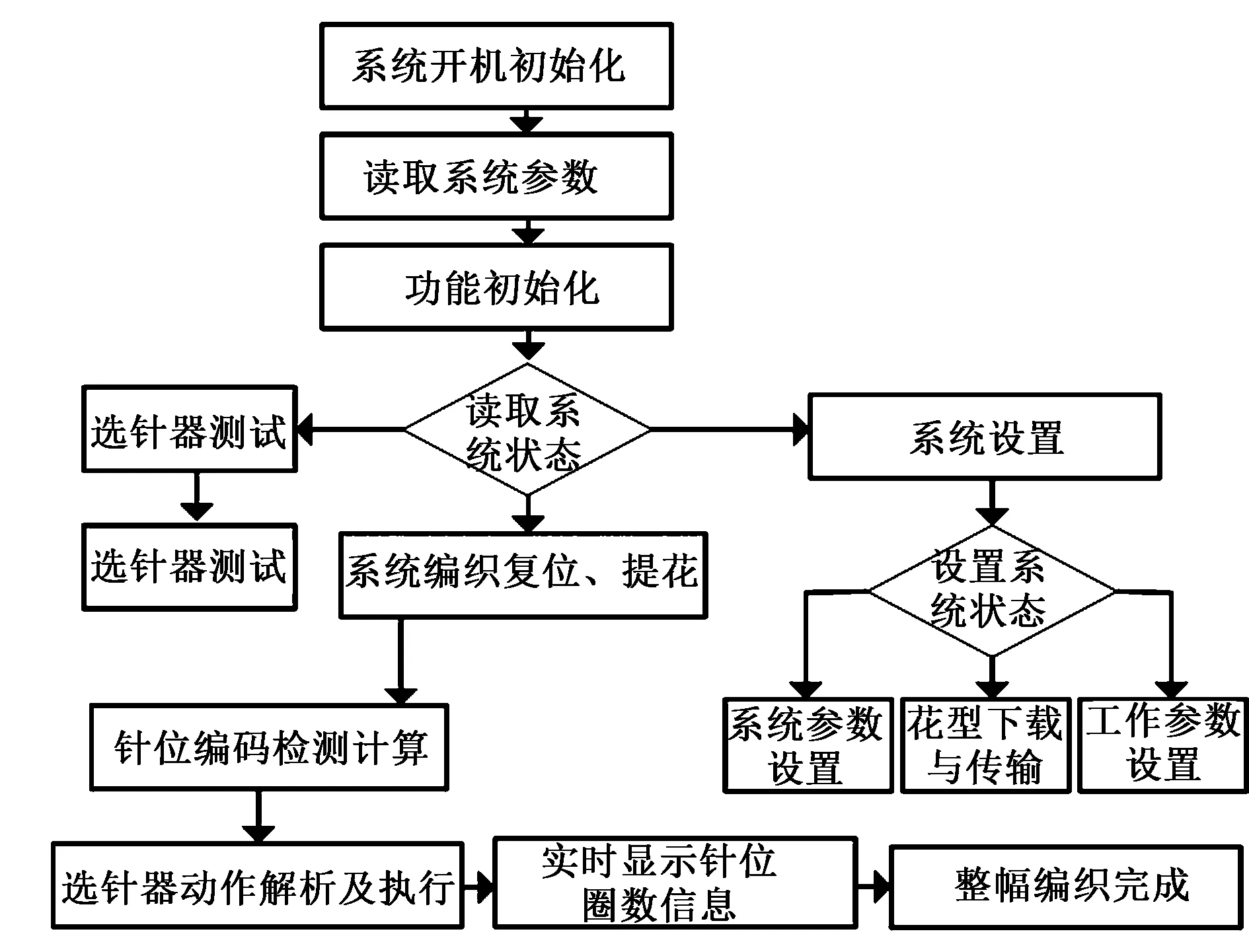
图7 主程序流程图Fig.7 Flow diagram of main program
1)系统上电进行初始化,包括人机面板、主控模块配置及参数的初始化。随后系统将读取工作参数、系统参数和花型文件的信息等。
2)读取所需信息后,系统将执行人机面板下发的指令。如选针器测试,参数设置,花型下载,程序升级等。
3)实时解析花型文件,进行提花控制。主控将读取花型信息,根据圆纬机针位和圈数信息,将花型文件解析而来的选针控制指令信息依次封包,并通过CAN总线下发到各个选针器中,完成提花选针控制。
4)当圈数达到生产设定总圈数时,系统自动控制圆纬机停止转动,用户此时可裁剪织好的布匹。
5 实验结果
磁保持电子选针器在室内温度17 ℃条件,模拟生产现场高速提花(选针器工作频率为82 Hz)作业1 h。用高精度红外热成像仪FLUKE Tis45测量选针器整体温度红外云图如图8所示。最高点温度为26.0 ℃,最低点为19.7 ℃,最高温升控制在9 ℃以内,有效地降低了选针器表面温升。用示波器测量的圆纬机主控系统向磁保持选针器发送控制指令的信号传输时序波形截图如图9所示。上方波形为CAN差分对的CAN_H信号,下方波形为CAN差分对的CAN_L信号,中间波形为串行总线传输的实际信号。由示波器测量可知,磁保持选针器工作在82.372 Hz的频率,且工作稳定。控制系统生产现场试用1个月,使选针器长时间工作在65 Hz高频状态,圆纬机提花编织动作正常,无错花、乱花现象,织物布面平滑完整符合工艺要求,布匹成品达到无疵点高质量标准。
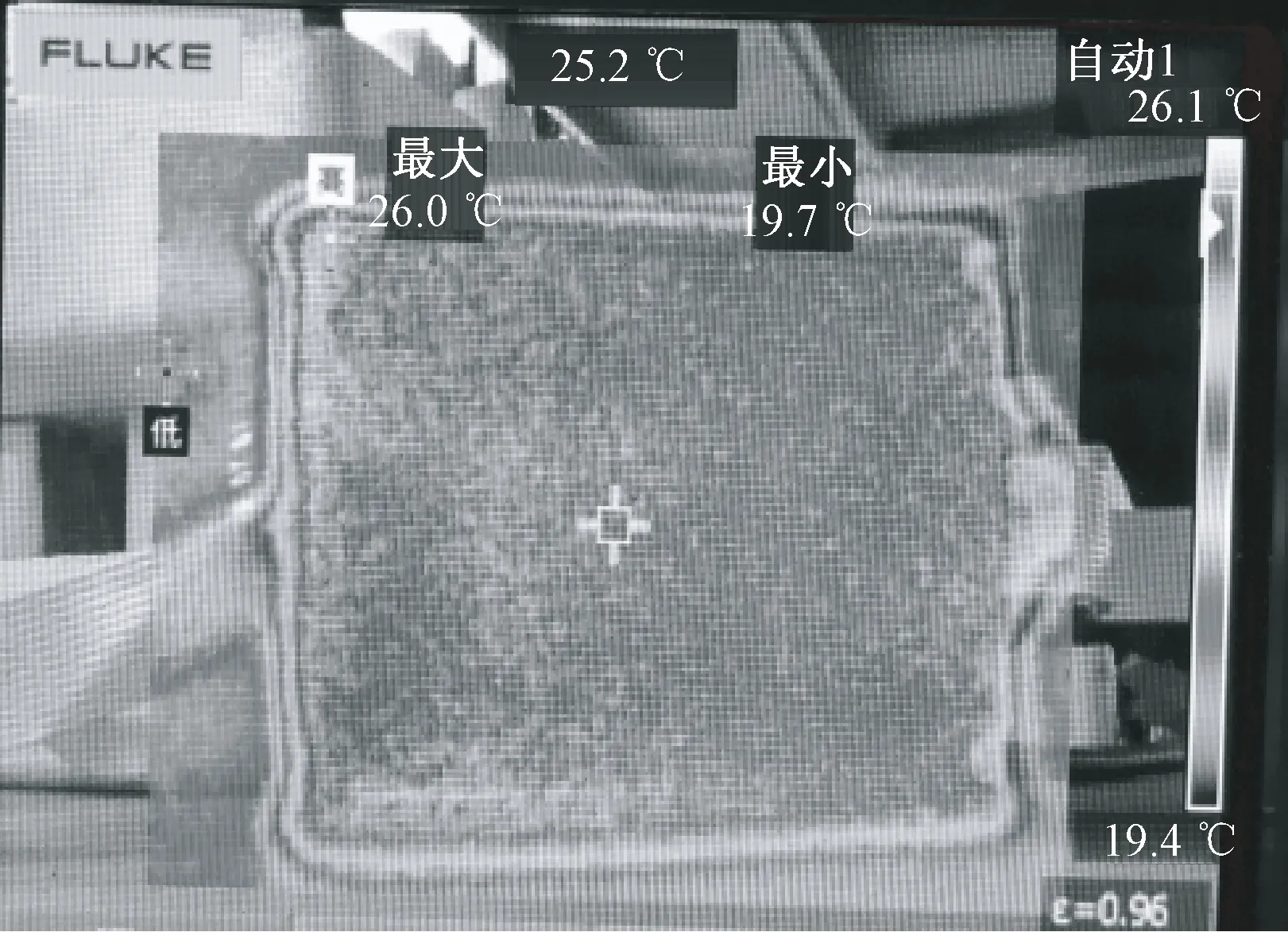
图8 选针器工作温升红外热成像图Fig.8 Infrared thermography of temperature rise of needle selector

图9 CAN通信时序图Fig.9 Diagram of CAN communication sequence
6 结束语
本文研究了电磁高速换向技术在纬编针织的应用实现,深入探讨了磁保持电子选针器的工作原理、线圈驱动、控制方法、电路设计和程序编程。针对圆纬机提花路数众多的特点,磁保持选针器通过半硬磁材料的剩磁保持刀头状态的工作方式与一直通电生产磁场保持刀头状态的工作方式相比,从功耗上而言性能更具优势。提出的基于“自由端”和“公共端”分组分时控制的方法具有创新性,可有效地减少驱动电路数量,减小电路模块空间,使得驱动电路板可内嵌至执行器内,在选针器结构上实现机电一体化设计,提高了稳定性。
基于环状多节点串行总线结构的提花控制系统设计方案,充分考虑了圆纬机选针器围绕针筒等角度分布安装的空间布局,采用双向高速串行总线通信,信号差分传输,抗干扰能力强,与单向并行总线通信方式相比,控制系统稳定性显著提高,具有良好的工程应用前景。
磁保持电子选针器对生产工艺和磁材料性能要求高。例如电磁的线圈细密程度、绕线拉力的稳定性及漆包线外皮的绝缘性都会影响选针器工作特性,因此,磁保持电子选针器批量化生产工艺优化和磁材料制备、性能检测是后续需要深入研究的内容。
FZXB
猜你喜欢
大电机技术(2022年4期)2022-08-30
设备管理与维修(2021年13期)2021-09-05
装备制造技术(2020年12期)2020-05-22
医学理论与实践(2020年7期)2020-04-13
模具制造(2019年7期)2019-09-25
测控技术(2018年6期)2018-11-25
测控技术(2018年8期)2018-11-25
电子制作(2018年11期)2018-08-04
人间(2015年23期)2016-01-04
空间控制技术与应用(2015年2期)2015-06-05
