
优化铣板路径提升效率研究
2019-01-17 07:58杨烈
印制电路信息 2019年1期
杨 烈
(广东世运电路科技股份有限公司,广东 江门 529728)
0 背景
计算机数字控制(CNC)铣板成型是PCB硬板最为普遍的成型方式之一,CNC铣板成型有板边质量优良的特点,并且对于样品和小批量订单有明显的成本优势。而对于大批量订单,客户指定CNC铣板成型时,比较昂贵的设备以及相对较低的铣板效率就会成为比较大的成本损耗。
在不影响产品质量的前提下提升CNC铣板效率是降低生产成本的方向。下文就如何提升CNC铣板效率做出了一些研究和建议。
1 影响CNC铣板效率的因素
从5M1E角度分析影响CNC铣板效率的因素(表1)。在不增加额外成本不降低产品质量前提下,铣板程式的优化意味着铣板效率提升,相对来说是CNC铣板效率提升比较有效的方法。
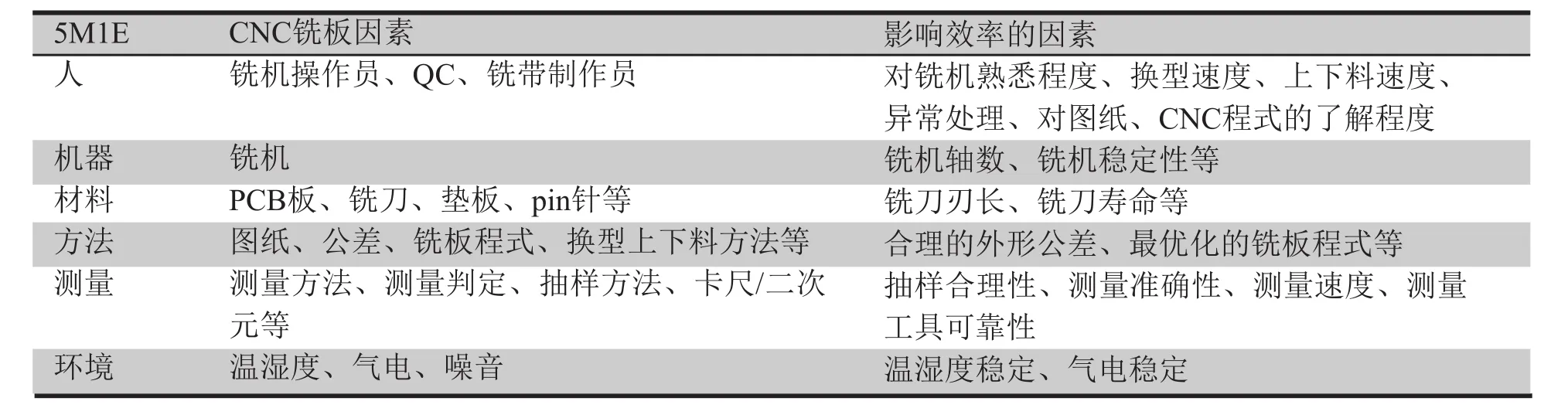
表1 影响CNC铣板效率的因素
2 CNC铣板程式优化
2.1 设计规则
兼顾质量与成本因素,CNC铣板常见的规则是粗铣+精铣的方法。粗铣铣除废料,精铣使成型边满足尺寸要求和外观要求。从功能来讲,粗铣侧重效率成本,精铣侧重质量。在不影响产品质量的前提下,优先以粗铣作为成本改善的出发点。
2.2 粗铣效率
粗铣的意义:将基材废料铣掉,同时为精铣预留一定距离。
粗铣时间=必须铣掉的废料面积÷粗铣刀效率。(※特别注意:粗铣行程×铣刀直径≠铣废料面积)
按照以上分析,若要减少粗铣时间,需要提高粗铣刀效率,减少必须铣掉的废料面积。
2.3 粗铣现状分析
2.3.1 单set排版粗铣路径
单set排版粗铣路径图1所示。
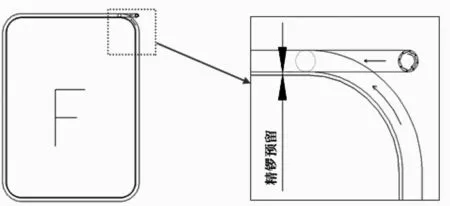
图1 单set排版粗铣路径
单set排版时粗铣刀延set边逆时针行走一圈,预留0.05~0.15 mm距离。铣刀行程无浪费。
2.3.2 4 set排版粗铣路径
4 set排版粗铣路径见图2所示。
4 set排版粗铣行程使用单set行程用排版方式复制而来。若set粗铣顺序为1-2-3-4,我们不难发现:
(1)粗铣set1时,粗铣刀效率接近100%;(2)粗铣set2时,set2左边悬空,粗铣刀有在悬空边空行,粗铣刀效率约为70%~75%;(3)同理,粗铣set3时,也有一边悬空,同样粗铣刀效率约为75%左右;(4)粗铣set4时,有两边悬空,粗铣刀效率约为50%左右。
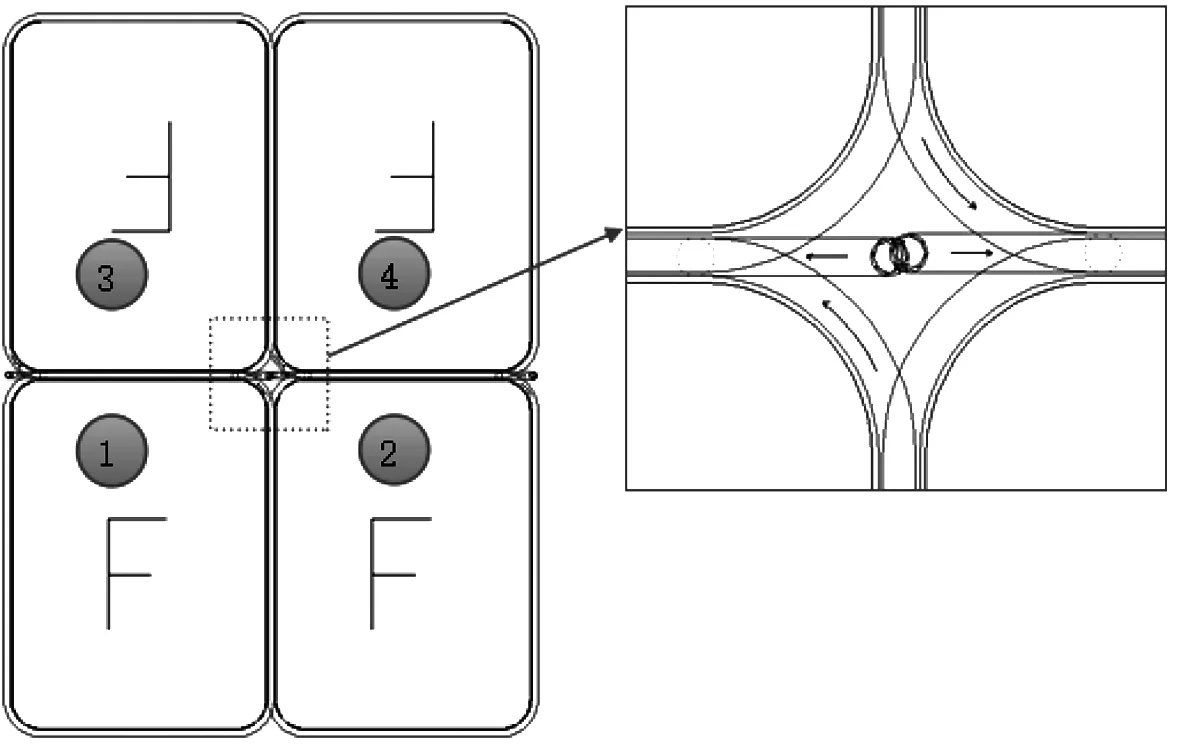
图2 4 set排版粗铣路径
结论:若粗铣路径采用排版复制方法,那么粗铣刀有空行情况,存在浪费。
2.3.3 16 set排版粗铣路径
16 set排版粗铣路径见图3所示。
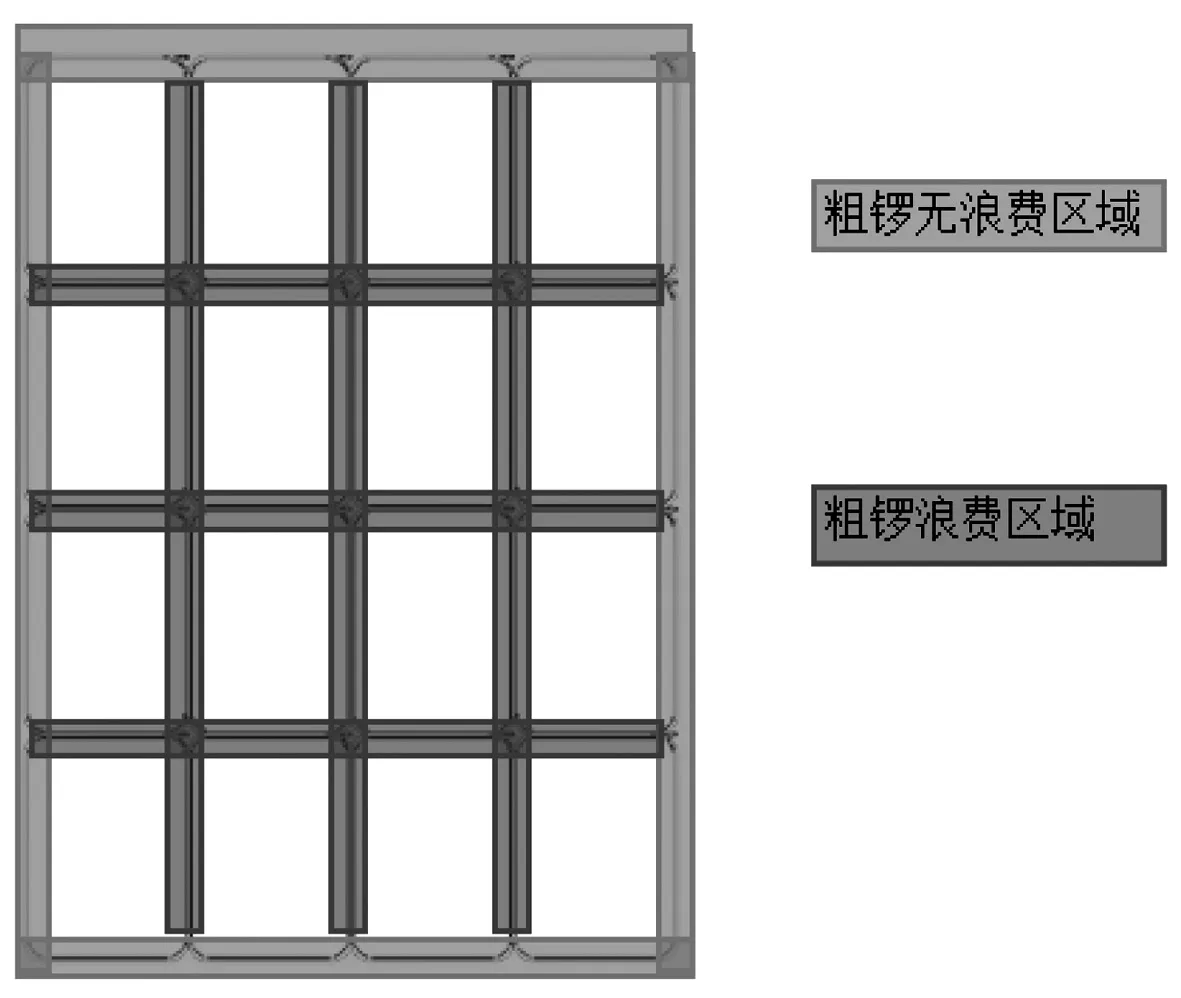
图3 16set排版粗铣路径
按照4 set排版粗铣行程分析,16 set排版粗铣行程浪费更加严重。浪费多少呢?若此PNL板尺寸为540 mm×620 mm,排版间距为2.0 mm,按常规使用1.8 mm粗铣刀,行速为13 mm/s。那么:
浪费的粗铣刀的行程约为(520+600)×3=3360 mm
每趟板浪费的时间为:3360÷13=258 s=4 min18 s
2.4 解决粗铣行程浪费
解决粗铣浪费,就是要让粗铣刀在尽可能短的行程内多铣废料,尽量避免空行。下面就4排版和16排版为例,精简粗铣行程,让粗铣刀每次避免空行。4 set排版粗铣优化示意(图4)。
优化后的4set排版粗铣路径说明:
第一刀:粗铣排版中间的圆弧区域。
※说明:若set四角圆弧R≤5.0 mm,粗铣可以不用理会圆弧区域,直接用精铣完成。
第二刀:从左至右一刀,将pnl平分。
※说明:类似于写“田”字,先写中间一横,再一笔写“日”字。
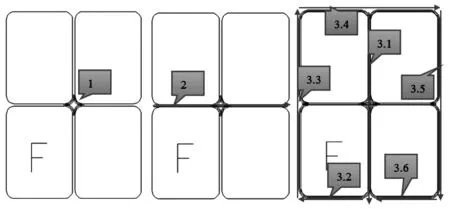
图4 4set排版粗铣路径
第三刀:在pnl中上方下刀,围绕set边行刀。
※说明:若set四角圆弧R≤5.0 mm,粗铣可以走直线,圆弧区域直接用精铣完成。
经过优化后发现:
(1)除排版正中心的圆弧区域外,其它粗铣路径铣刀利用率很高,基本没有空行,铣刀效率非常高。(2)四排版粗铣只用了2~3次下刀提刀动作。比排版复制的方法节省1~2次下刀提刀动作。
16 set排版粗铣优化示意(图5)。
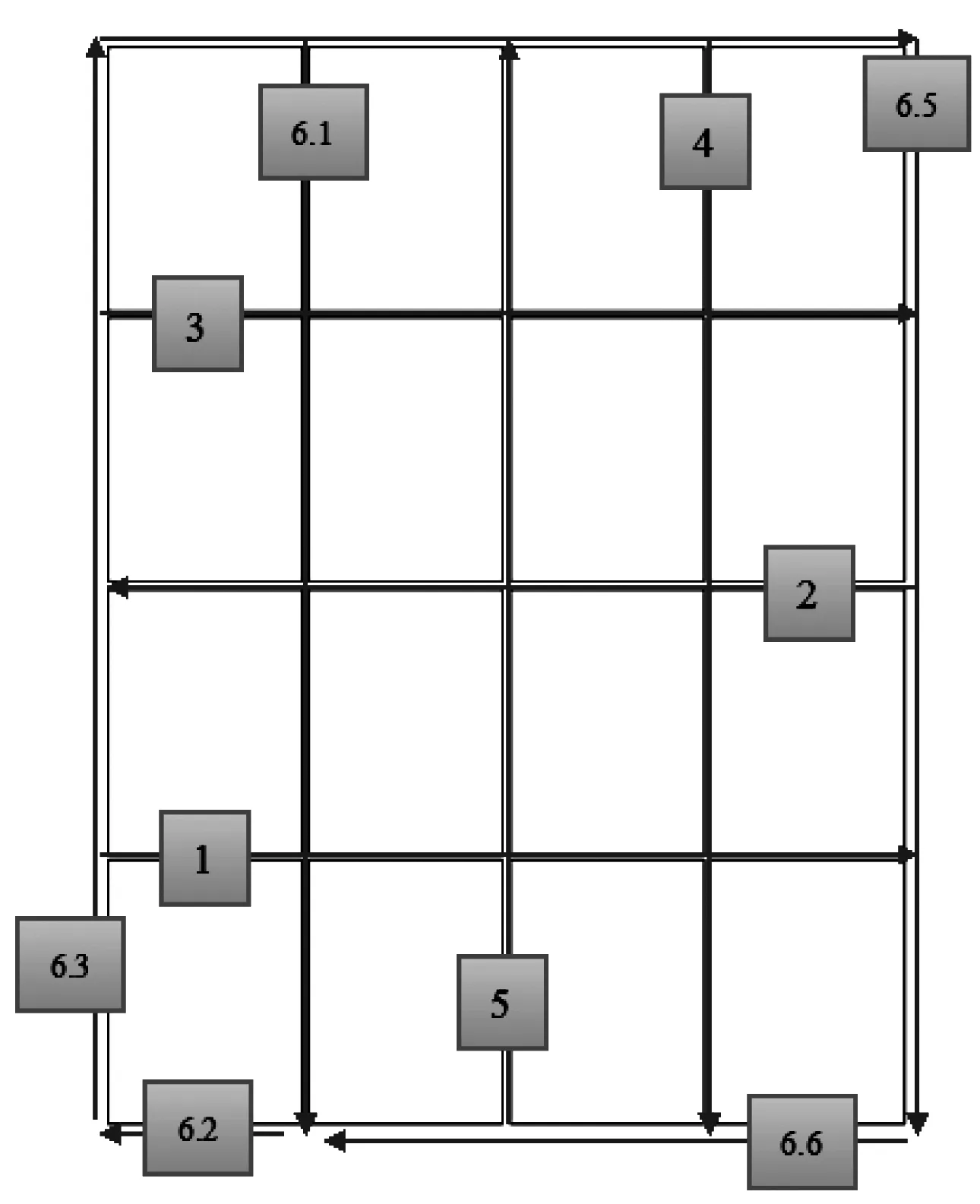
图5 16 set排版粗铣路径
经过优化后发现:(1)粗铣路径铣刀利用率很高,基本没有空行,铣刀效率非常高;(2)粗铣只用了6次下刀提刀动作。比排版复制的方法节省10次下刀提到动作。
2.5 减少必须铣掉的废料面积
(1)set排版间距设定:对于铣板成型的产品,排版间距推荐1.8~2.0 mm,用1.7~1.9 mm粗铣刀;(2)set内过大的废料块考虑用铣机作业员手动去除;(3)铣机吸尘口能够吸走一定尺寸的废料,set内的废料可以铣成细小碎块即可。
3 成效预估
以每月10万平方米交货面积进行模拟,约需要生产35万panel。平均每panel按6 set,panel尺寸约为500 mm×600 mm。铣机按6轴,叠板按3片。排版间距为2.0 mm,按常规使用1.8 mm粗铣刀,行速为13 mm/s。按照本文3.4进行粗铣优化后:
每趟板节省时长=(480×2+580)÷13+3次下刀时间≈120 s(2 min)
需要六轴铣机生产趟数=350000÷6÷3≈19444趟(此为理论每趟板都上满6个轴来计算,实际生产过程中一定会出现没有上满的情况,所以实际趟数会高于计算结果)
每月可节省铣机台数=14583×2 min÷60÷24÷28=0.96台≈1台
结论:粗铣行程优化后,每10万平方米的出货面积,每月可以节约1台铣机的成本。
4 实施建议
建议参考4M变更流程进行:
(1)技术部、生产部、品质部挑选有代表性型号,试行;(2)记录试行数据,产品质量、生产效率、操作流程、检验方法、风险预估、物料损耗等因素的检讨评估纠错;(3)小批量导入,检讨评估纠错;(4)修改正式SOP(标准操作程序)、培训、大批量导入;(5)根据实际情况,评估旧型号是否更新设计;(6)成果总结。
5 水平展开/延伸
(1)提升铣板效率,从铣带制作角度来看,无非就是减少铣程长度,减少下刀提刀次数,减少换刀次数,尽量让每一次铣程都有效。在遵循粗铣+精铣原则下,精铣路径也是可以在现有基础上优化的;(2)技术部人员有质量意识的同时也需要有成本意识,铣板效率的提升是优秀铣带技术人员的考评指标之一;(3)行业内有不少铣板代工厂,这些代工厂是需要赚取利润的,可以学习铣板代工公司的成本降低的方法。
猜你喜欢
建材发展导向(2022年4期)2022-03-16
科学技术创新(2020年6期)2020-04-18
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
制造技术与机床(2019年9期)2019-09-10
今日农业(2019年11期)2019-08-13
制造技术与机床(2019年6期)2019-06-25
纤维复合材料(2018年4期)2018-02-18
资源再生(2017年7期)2017-08-16
制造技术与机床(2017年3期)2017-06-23
