
石墨烯/羊毛/羊绒/丝混纺精纺纱的生产技术
2019-01-14 02:51凌子超沈兰萍雒芳林
现代纺织技术 2019年5期
凌子超 沈兰萍 雒芳林
摘 要:为了研究含石墨烯复合改性涤纶纤维并能适用于精纺行业生产的混纺纱线的生产技术,通过使用混纺比为25%、60%、10%、5%的石墨烯复合改性涤纶纤维、羊毛、羊绒、桑蚕丝4种原料,并根据原料性能,确定在精纺设备条件下,石墨烯复合改性涤纶纤维的染色工艺曲线,以及混纺条的复洗工艺、复精梳工艺、前纺、后纺工艺的工艺参数,纺制出的纱线强力為164.2 cN,伸长率为16.82%,开发出的含25%石墨烯复合改性涤纶纤维的10 tex精纺纱线符合织造要求。
关键词:石墨烯;多组分;混纺;染色;纺纱工艺
中图分类号:TS134.5
文献标志码:A
文章编号:1009-265X(2019)05-0030-04
Abstract:In order to study graphene composite modified polyester fibers and the yarn blending production technology applicable to worsted industry, graphene composite modified polyester fibers, wool, cashmere and mulberry silk were used as the raw materials with blending ratios of 25%, 60%, 10% and 5%. Under the conditions of the worsted equipment, and according to the performance of raw materials, dyeing process curve of graphene composite modified polyester fiber was determined. Besides, the parameters of re-washing process of the blended strip, combing process, pre-spinning process and post-spinning process were confirmed. The yarn strength was up to 164.2 cN, and elongation was 16.82%. The 10 tex worsted yarn containing 25% graphene composite modified polyester fiber was successfully developed and it met the weaving requirements.
Key words:graphene; multicomponent; blended; dyeing; spinning process
石墨烯的厚度约为0.335 nm,厚度近似单层碳原子的厚度[1],并具有优异的特性。随着石墨烯的工业化量产,石墨烯材料在复合材料[2]、太阳能电池[3]、能源[4]、医学方面[5]的应用日益广泛,在纺织行业也有一定的应用,但在精纺行业中的生产研究较少。故开发出石墨烯复合改性纤维相关的新型纺织品是市场选择的必然趋势,通过不同纤维的优劣性能互补来设计生产高品质、新风格的纺织品[6]。利用石墨烯复合改性涤纶纤维、羊毛、羊绒和桑蚕丝各自的特点,使用精梳毛纺设备生产精纺纱线,其产品具有纱支高,布面光洁细腻,又有石墨烯复合改性纤维功能性的特点,特别适合于春秋冬季服用,增加精纺毛织物的附加值,拓宽石墨烯新材料的使用范围,突破精纺面料的局限性。石墨烯复合改性涤纶纤维/羊毛/羊绒/桑蚕丝混纺纱的生产技术要点探讨如下。
1 原料的选用
1.1 原料性能
石墨烯复合改性涤纶纤维[7]具有抗菌、远红外升温、吸湿透气、抗紫外等优异的功能,且断裂强度和普通涤纶差不多,但价格贵且亲肤性没有天然纤维那么好,而且不能染鲜艳的颜色。羊毛、羊绒和桑蚕丝中,羊毛弹性好,保暖性强,但是易缩绒;桑蚕丝具有柔软平滑,光泽优雅,吸湿性好,穿着坚牢等优点[8],但耐光性差,湿态易起皱;山羊绒集具了纤细、轻薄、柔软、滑糯、保暖等特性,还具有天然柔和的色泽,较强的吸湿性[9],其产品高贵典雅,但纤维易受损伤,价格昂贵。
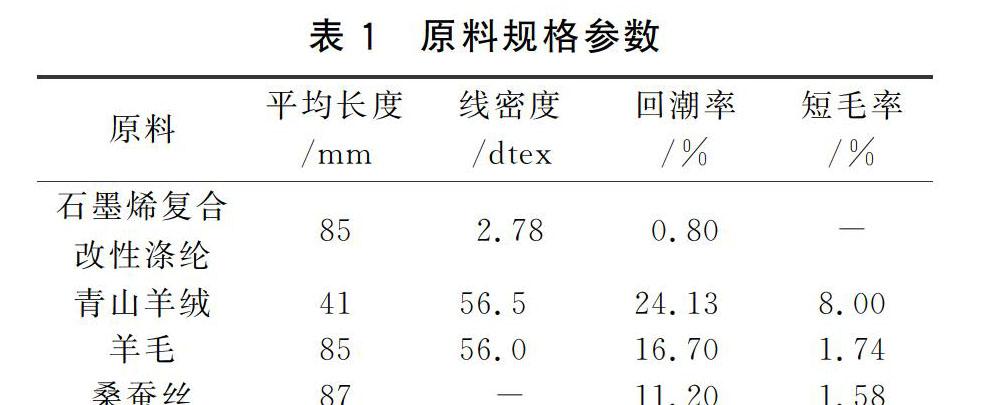
1.2 原料规格
原料选择的关键在于纤维长度,蚕丝条纤维长度一般在85 mm以上,而自梳羊绒条纤维长度一般在42 mm左右,两者长度差异大,增加了纺纱难度,不利于纱线条干的均匀性。因此从上述纤维性能分析出发,采用纤维的合理配比、筛选适合的工艺参数,研究石墨烯改性涤纶/羊毛/山羊绒/桑蚕丝的混纺技术,以期达到服用性能互补的目的,使生产的产品既有蚕丝飘逸柔滑的效果,又具有羊绒羊毛滑糯丰满、弹性足的手感,质轻保暖,吸湿透气,高贵典雅。经反复试验研究,确定混纺纱以羊毛为主体,混纺比为羊毛60%,石墨烯复合改性涤纶25%,羊绒10%,桑蚕丝5%的高支纱线。具体的原料参数如表1所示。
2 条染复精梳工艺
2.1 工艺流程
羊毛:毛条→针梳机空心球机(B423C)→毛条染色机(N461)→复洗机(LB334)。
石墨烯复合改性涤纶:涤纶条→针梳机空心球机(B291)→毛条染色机(N461)→复洗机(LB334)。
羊绒:毛条→针梳机空心球机(B423C)→毛条染色机(N461)。
混条机(B412)(3遍)→头道针梳机(423)→二道针梳机(304)→精梳针梳机(311)→三道针梳机(305)→四道针梳机(306)。
2.2 染色工艺
桑蚕丝为直接购买的色丝,所以不需要染色,其他原料的染色工艺如下:
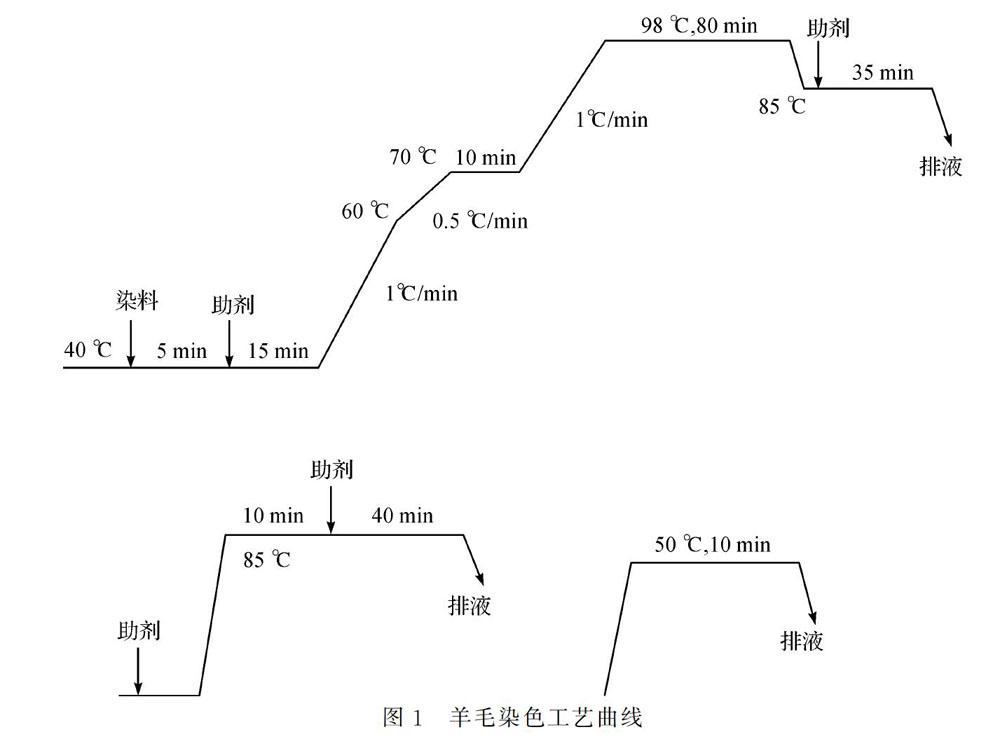
羊毛采用活性染料染色,染色工艺曲线如图1所示。
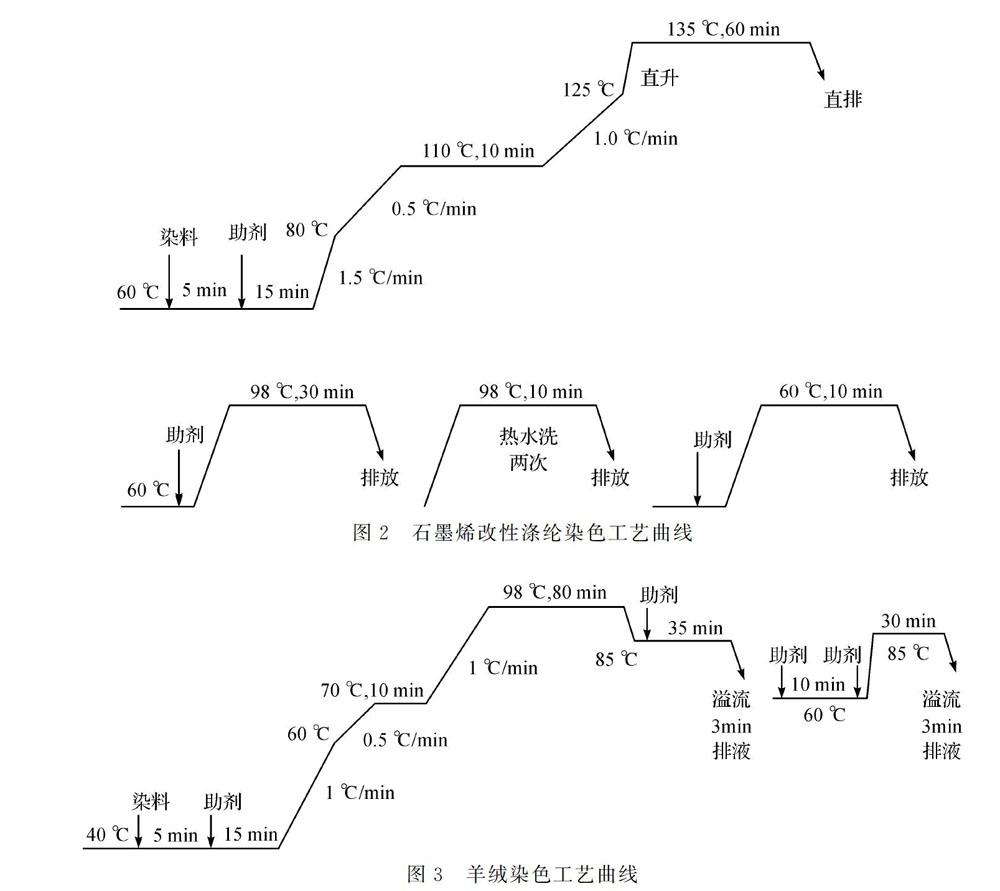
石墨烯涤纶采用分散染料染色,染色工艺曲线如图2所示。
羊绒采用活性染料低温染色,染料活性,染色工艺曲线如图3所示。
羊毛、羊绒、石墨烯涤纶分别进行染色,所进行的工艺及染料不同,对于颜色的把控尤为重要,将预想布样颜色作为标准颜色参考,每种原料按照各自工艺进行染色,再按各种原料的比例把染色毛样进行混拼,并与标准布样比较色光,然后对各原料颜色配方进行调整,反复几次直到达到预想的结果。
2.3 复洗工艺
设备采用LB334复洗联合机,复洗工艺参数见表2。
2.6 条染复精梳技术要点
工艺流程的关键在于开发的纱线由4种不同结构不同性质的原料组成,需要区分开来处理。首先染色方面,考虑到环保政策以及绿色生产的原则,不能使用媒介染料,石墨烯复合改性涤纶使用分散染料,染色工艺也与羊毛不一样,同时要保证羊绒的色牢度等问题,染色采用低温染色。复精梳工艺流程及技术参数主要考虑这4种纤维长度,隔距大会增大落绒[10];隔距小会损伤蚕丝、羊毛,所以要选用合适的隔距50 mm左右。
3 纺纱工艺
3.1 工艺流程
毛、石墨烯复合改性涤纶、羊绒、桑蚕丝色条混条机(B412)(2遍)→头道针梳机(B423)→二道针梳机(B432)→三道针梳机(B442)→四道针梳机(B452)→粗纱机(FB441)(2遍)→粗纱→细纱机(FLC)→并线(1381B)→捻线(B610)蒸纱(OBEM)→自络。
3.2 工艺参数
根据4种纤维的长度,前纺工艺使用滑溜牵伸,是通过加大胶圈钳口隔距的方式,使纤维通过牵伸时,形成弹性握持,利于长纤维的通过。具体的纺纱工艺参数分别见表5、表6、表7、表8。
3.3 纱线质量指标
按照以上工艺生产出来的纱线,检测指标数据如表9所示。
3.4 纺纱工艺技术要点
细纱工艺采用紧密纺生产,由于最后设计的织物是光面斜纹织物,所以需要加强条干。桑蚕丝比较光滑抱合力较差,石墨烯改性涤纶纤维表面爽滑抱合力差,所以并条工序采用“轻定量,重加压,大隔距,小牵伸”的工艺原则,牵伸过程中提高纤维的平行伸值度,头并总牵伸小于并合数,采用较大的后区牵伸倍数,有利于消除纤维前弯钩[11]。在纺纱过程中为增加羊毛与其他纤维的抱合力,可以适当增多混毛时的加油量,减少毛羽。
4 结 语
石墨烯复合改性涤纶纤维是一种高科技纤维,染色性能优良,具有多种功能性,且属于功能一体化的纤维材料。本文采用石墨烯复合改性涤纶纤维顺利开发出10 tex的精纺纱应用于纺织品,为石墨烯复合改性涤纶在精纺毛织物中的应用提供了生产实践价值,且增加了传统精纺毛织物的附加值和功能性,既可以使面料拥有毛涤丝的优良特性,还能发挥石墨烯的抗菌、远红外升温保健、抗紫外和良好的吸湿透气等特点。本文研究的混纺精纺纱的关键技术适用于大部分毛纺企业使用,具有参考意义,但石墨烯复合改性涤纶纤维的一些特性和有关的一些技术难题还需要进一步研究,以期达到石墨烯功能最大化和其生产的纺织品服用性最优化的目的。
参考文献:
[1] 于荣荣,田明伟,曲丽君,等.石墨烯复合纤维与纺织品的功能[J].染整技术,2017,39(6):10-15.
[2] CHAO X, WANG X, ZHU J. Graphene/metal particle nanocomposites[J].The Journal of Physical Chemistry C,2008,112(50):841-845.
[3] YANG X, CHENG C, WANG Y, et al. Liquid-mediated dense integration of graphene materials for compact capacitive energy storage[J]. Science, 2013, 341(6145):534-537.
[4] 赵兵,祁宁.石墨烯和氧化石墨烯在纺织印染中的应用[J].印染,2014(5):49-52.
[5] LI N, ZHANG Q, GAO S, et al. Three-dimensional graphene foam as a biocompatible and conductive scaffold for neural stem cells.[J]. Scientific Reports, 2013,3(4):132-132.
[6] 姚桂珍,陈书丽,林俊文.羊毛/山羊绒/蚕丝精纺面料关键工艺探讨[J].上海纺织科技,2008,36(12):34-35.
[7] 李娟.石墨烯与纺织的火花[J].纺织科学研究,2016(11):42-43.
[8] 姚桂珍,张璟,李玉梅,等.抗靜电毛丝绒精纺面料的工艺研究[J].毛纺科技,2004(7):40-43.
[9] 权雪砚.单经单纬山羊绒机织面料生产工艺研究[D].西安:西安工程大学,2016.
[10] 姚桂珍,张璟,李玉梅,等.抗静电毛丝绒精纺面料的工艺开发[J].上海毛麻科技,2007(2):20-23.
[11] 雒书华,王立军.石墨烯改性再生纤维素纤维14.8tex纱的生产[J].棉纺织技术,2017,45(9):54-57.
猜你喜欢
纺织服装周刊(2022年13期)2022-04-15
商情(2018年9期)2018-03-29
考试周刊(2018年8期)2018-01-19
中国市场(2017年5期)2017-03-15
纺织导报(2016年12期)2017-01-06
科技创新导报(2016年23期)2016-12-23
电子技术与软件工程(2016年20期)2016-12-21
中老年健康(2016年10期)2016-11-19
考试周刊(2016年85期)2016-11-11
科技视界(2015年25期)2015-09-01
