
酶法提取杏仁粕中残油的研究
2019-01-10 06:34杨帅杰谢亚丽寇雷杨海燕
食品研究与开发 2019年2期
杨帅杰,谢亚丽,寇雷,杨海燕
(1.新疆维吾尔自治区产品质量监督检验研究院,新疆乌鲁木齐830011;2.新疆农业大学,新疆乌鲁木齐830052)
杏(Prunus armeniaca L.)属蔷薇科李属,其不但具有丰富的营养价值,而且还有润肺、定喘、生津、止渴、清热解毒等医疗作用[1]。新疆是我国杏果的最大原产地,其栽培面积和产量均居全国之首[2]。截至2015年底,杏的种植规模已经超过13.24万hm2,产量接近128万吨[3],其中90%以上分布于南疆,面积和产量均居全国各省(区)之首[4]。
杏仁中油脂含量在50%左右,是一种很好的植物油料来源。杏仁油脂中含有90%以上不饱和脂肪酸,其中油酸含量占70%左右,杏仁中还含有人体所必需的亚油酸和亚麻酸。这些不饱和脂肪酸不仅不会产生脂肪积累,并且可以降低低密度脂蛋白和血清胆固醇水平,有利于血管的软化,具有防治高血压、高血脂及心血管疾病的疗效。同时还含有丰富的脂溶性VE,不仅具有抗氧化作用,而且可以清除人体内的自由基,有保护细胞膜、延长循环系统中血红细胞的寿命作用。杏仁油气味清香,不仅可作为优质的食用油,精密仪器的润滑油[5-7],还可应用于化妆品、医药、香料工业。
目前从油料种籽中制取植物油的主要方法是压榨法和溶剂浸出法[8],这两种方法虽然出油率较高,但几乎都要对油料进行高温热处理,以使油料细胞中的蛋白质变性而利于油脂的释放,这种工艺方法不仅耗能大,且取油后饼粕由于各种成分的变性程度较大而不能利用或利用程度有限。酶法提取植物油脂是一种新型的油脂加工方法[9-14],它既可提高油脂的提取效率,又可获得品质较优的植物油脂和蛋白质。在酶法提取杏仁粕油的过程中,酶作用可破坏脂蛋白膜,降低乳状液的稳定性,提高清油提取率。因此,此方法更易受到企业的青睐,并对我国杏仁资源进行深加工研究和开发,将我国丰富的杏仁资源优势转化为产业优势,也具有重要意义[15-16]。
以企业低温压榨杏仁油后的杏仁残粕为原料,对粕残油提取工艺进行了研究,找出影响提取的最佳因素,并通过正交试验进行优化,从而得出最佳的提取组合,为企业提高副产物的综合利用提供了一定的参考价值,以期为企业的利益最大化提供理论支持。
1 材料与方法
1.1 材料、试剂与仪器
杏仁粕:奥力克公司;中性蛋白酶(20万U/g)、纤维素酶(20万U/g):南京庞博生物有限公司;中性乙醚和乙醇2∶1(体积比)混合溶剂、0.5 mol/L KOH乙醇溶液、0.5 mol/L HCl标准溶液:天津永晨精细化工有限公司;0.1 mol/LKOH标准溶液、1 g/100 mL酚酞乙醇溶液或2 g/100 mL碱性6B乙醇溶液、玻璃珠或瓷粒(助沸物)、10 g/100 mL碘化钾溶液(不含碘酸盐或游离碘)、0.5 mol/100 mL淀粉溶液、0.1 mol/L Na2S2O3标准溶液(标定后7 d内使用)、环己烷和冰乙酸等体积混合液(溶剂)、Wijs试剂、三氯甲烷、乙酸、饱和碘化钾溶液、0.5 g/100 mL淀粉溶液、0.005 mol/L Na2S2O3标准溶液、0.001 mol/L Na2S2O3标准溶液:天津市化学试剂三厂。
FZ102植物粉碎机:北京市永光明医疗仪器厂;PL203型电子天平、PL203型感量0.000 1 g分析天平:上海梅特勒-托利多仪器有限公司;HH-S数显恒温水浴锅:常州市国立试验设备研究所;DHG-9140A型电热恒温鼓风干燥箱:上海一恒科技有限公司;EYEL4N-1001型旋转蒸发仪:上海爱朗仪器有限公司;SHB-Ⅲ型循环水式多用真空泵:郑州长城科工贸有限公司;TD5A-WS台式低速离心机:长沙湘仪仪器有限公司。
1.2 试验方法
1.2.1 原料预处理
将中温处理的杏仁粕用粉碎机粉碎后,备用。
1.2.2 杏仁粕残油的提取工艺
杏仁粕→粉碎→过目→称量→酶解→离心→浓缩→残油
1.2.3 杏仁粕残油提取率的计算

1.2.4 单因素的确定
通过选出酶品种、原料粒度大小、酶添加量、酶解时间、酶解温度、酶解pH值6个因素中的每个的最佳参数,来确定单因素的最佳提取条件。
1.2.4.1 酶的选择
选择100目的原料,在料液比为1∶5(g/mL),pH值为7,酶解时间为2 h,酶解温度为35℃,从纤维素酶、中性蛋白酶、纤维素酶和中性蛋白酶的混合酶中选择最佳提取酶或最佳混合比例。
1.2.4.2 原料粒度大小的选择
分别选择 20、40、60、80、100 目的筛过筛粉碎后的原料,以杏仁粕残油的提取率为条件,通过对这5种不同粒度大小的原料的比较,筛选出提取杏仁粕残油的最佳的原料粒度大小。
1.2.4.3 酶添加量的选择
选用中性蛋白酶与纤维素酶的混合酶1∶1(质量比)为提取酶,在酶解时间为2 h,酶解pH值为7,酶解温度为35℃,测酶的添加量分别为0.5%、1%、1.5%、2%、2.5%、3%、3.5%、4%时的杏仁粕残油的提取率,选择最佳酶添加量。
1.2.4.4 酶解pH值的选择
选用100目的原料,中性蛋白酶与纤维素酶的混合酶1∶1(质量比)为提取酶,在酶解时间为2 h,酶解温度为35℃,酶的添加量为3.5%,测酶解时pH值分别为 5.5、6、6.5、7、7.5 时杏仁粕残油的提取率,选择最佳酶解pH值。
1.2.4.5 酶解温度的选择
选用100目的原料,中性蛋白酶与纤维素酶的混合酶1∶1(质量比)为提取酶,在酶的添加量为3.5%,酶解时间为2 h,酶解pH值为7,测酶解时的温度分别为 35、40、45、50、55 ℃时杏仁粕残油的提取率,选择最佳的酶解温度。
1.2.4.6 酶解时间的选择
选用100目的原料,中性蛋白酶与纤维素酶的混合酶1∶1(质量比)为提取酶,在酶的添加量为3.5%,酶解时间为2 h,酶解pH值为7,酶解温度为40℃,测酶解时间分别为 1、1.5、2、2.5、3 h 时杏仁粕残油的提取率,选择最佳的酶解时间。
1.2.5 正交试验设计
在单因素的基础上,采用L9(34)正交试验对单因素进一步进行优化(见表1)。
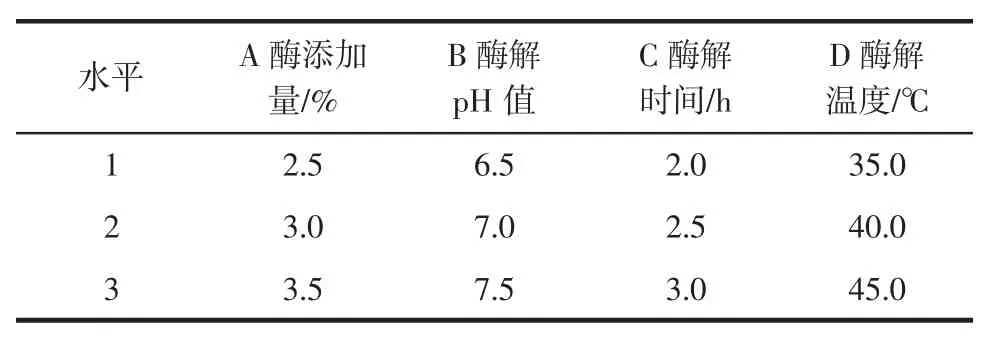
表1 L9(34)正交试验设计表Table 1 Orthogonal experimental design
1.2.6 油脂品质的测定方法
对所得杏仁粕残油的品质的感官分析参照国标:GB/T 5525-2008《植物油脂透明度、气味、滋味鉴定法》。
1.2.6.1 油脂酸价的测定
参照GB 5009.229-2016《食品安全国家标准食品中酸价的测定》,对所得油脂酸价进行品质分析。
1.2.6.2 油脂碘价的测定
参照GB/T 5532-2008《动植物油脂碘值的测定》,对所得油脂碘价进行品质分析。
1.2.6.3 油脂皂化价的测定
参照GB/T 5534-2008《动植物油脂皂化值的测定》,对所得油脂皂化价进行品质分析。
1.2.6.4 油脂过氧化值的测定
参照GB 5009.227-2016《食品安全国家标准食品中过氧化值的测定》,对所得油脂过氧化值进行品质分析。
2 试验结果与讨论
2.1 提取杏仁粕中残油的最佳酶
试验选用中性蛋白酶、纤维素酶、纤维素酶和中性蛋白酶的混合酶作为提取酶,并筛选出最佳酶品种。酶种类对提油率的影响见图1。
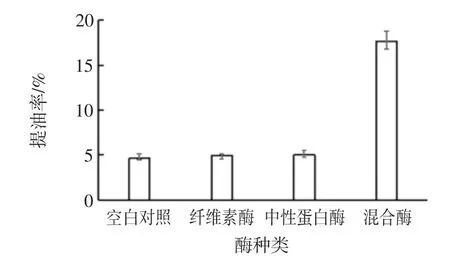
图1 酶种类对提油率的影响Fig.1 The effect of enzyme type on the oil extraction rate
从图1可以看出,纤维素酶与中性蛋白酶的混合物1∶1(质量比)的提油率最高,所以试验选用纤维素酶与中性蛋白酶的混合酶作为提取杏仁粕中残油的最佳提取酶。这是由于植物细胞壁由纤维素、半纤维素、木质素和果胶组成,油脂存在于油料籽粒细胞中,并通常与其他大分子(蛋白质和碳水化合物)结合,构成脂多糖和脂蛋白等复合体,只有将油料组织的细胞结构和油脂复合体破坏,才能提出其中的油脂。纤维素酶和中性蛋白酶的混合比例分别为1∶2、1∶1、2∶1(质量比)时提油率的大小见图2。
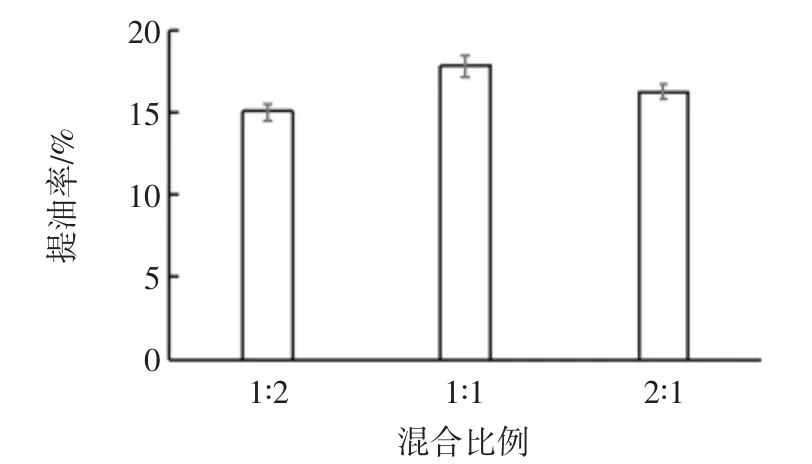
图2 纤维素酶和中性蛋白酶的混合比例对提油率的影响Fig.2 The effect of the mixture ratio of cellulase and neutral protease on the oil extraction rate
从图2中可以看出,当纤维素酶和中性蛋白酶的混合比例为1∶1(质量比)时,酶解的提油率最高。这是由于植物油料种籽的细胞壁的组成成分中有52%左右是纤维素和半纤维素,加入足量的纤维素酶可以很好的使植物油料种子的细胞壁分解,从而使其中的油脂分子释放出来;其次,植物油料种子中的部分油脂分子与一些大分子物质结合形成复合物(脂多糖、脂蛋白),加入中性蛋白酶可以很好的使脂蛋白这类复合物分解,从而释放出油脂分子。
2.2 提取杏仁粕中残油的最佳原料粒度大小
试验选用原料粒度大小分别为 20、40、60、80、100目的原料来测定原料粒度大小对提油率的影响,如图3所示。
从图3可以看出,随着原料粒度的逐渐减小,提油率增加较快,当原料粒度为100目时,杏仁粕中残油的提油率最高;所以原料粒度为100目是提取杏仁粕中残油的最佳原料粒度。这是由于对原料粒度进行有效的破碎能破坏油料的细胞组织,破坏细胞的细胞壁。原料的颗粒小不仅有利于水溶性成分的扩散,而且能够提高酶的扩散速率。在一定的尺寸范围内,颗粒小酶解效果就好,反之,酶解效果就差。
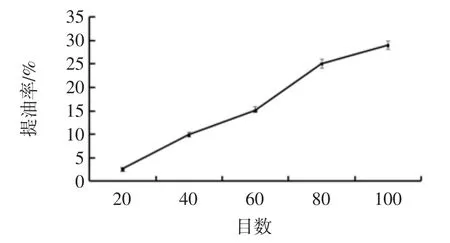
图3 原料粒度大小对提油率的影响Fig.3 The effect of raw material size on oil extraction rate
2.3 最适宜的酶添加量
酶添加量对提油率的影响见图4。
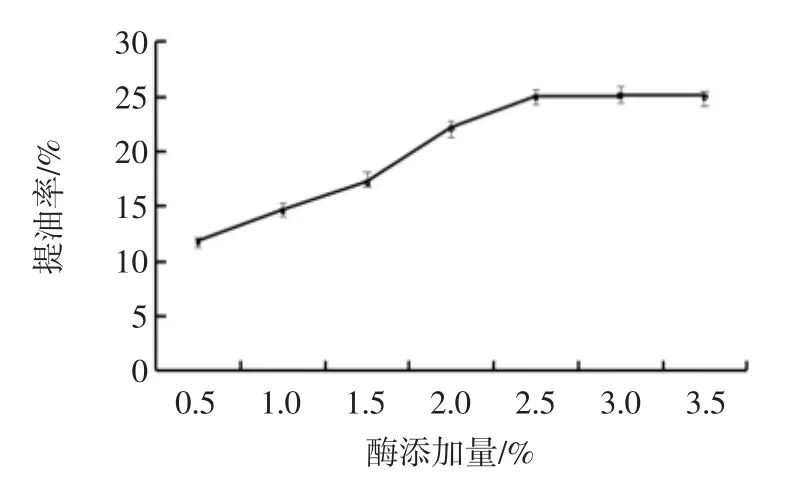
图4 酶添加量对提油率的影响Fig.4 The effect of enzyme amount on oil extraction rate
从图4中看出,当酶的添加量为3%时提油率最高,因此,酶法提取杏仁粕中油脂的最佳的酶的添加量为3%。这是由于在原料浓度不变的条件下,同时其他试验条件均适宜,随着酶的浓度不断增加,对组成细胞壁的成分的分解能力增加,同时也提高了分解与油脂结合的蛋白质等大分子的复合体,所以提油率会不断升高,但当酶浓度达到一定程度时,提油率趋于平稳。
2.4 最佳酶解pH值
pH值对提油率的影响见图5。
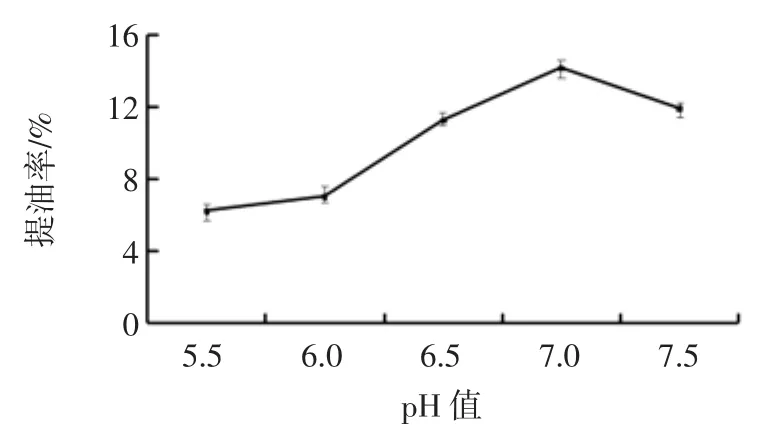
图5 pH值对提油率的影响Fig.5 The effect of pH on oil extraction rate
如图5所示,杏仁粕中残油的提取率随着pH值的增加而增大,当pH值为7时提油率最高,随后开始降低。这是由于酶活性的大小易受溶液pH值的影响,一般情况下,当pH值为7时中性蛋白酶的活性最强。
2.5 最佳酶解温度
酶解温度对提油率的影响见图6。
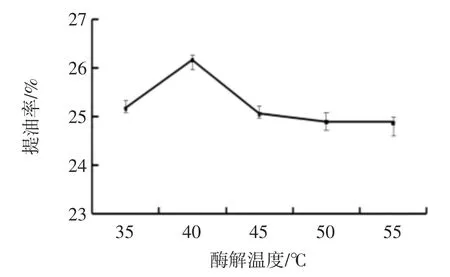
图6 酶解温度对提油率的影响Fig.6 The effect of enzyme temperature on oil extraction rate
由图6可知,随着酶解温度的提高,提油率逐渐增加,但当温度为40℃时以后,提油率下降最终趋于平稳,因此,酶解的最佳温度是40℃。这是由于一开始,随着酶解温度的增加,会使酶的活性增强,从而加快酶解速度,但当温度升高到一定值时,就会抑制甚至破坏酶的活性。
2.6 最佳酶解时间
酶解时间对提油率的影响见图7。
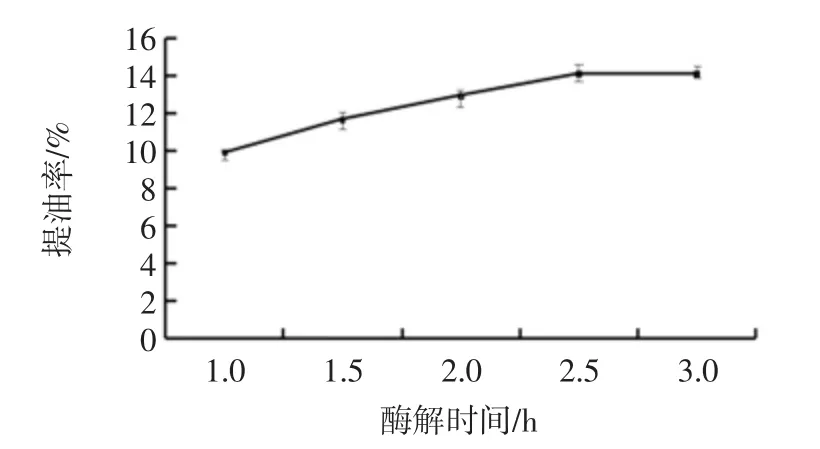
图7 酶解时间对提油率的影响Fig.7 The effect of enzyme time on oil extraction rate
如图7所示,提油率随酶解时间的延长逐渐提高,在酶解时间为3 h时达到最大值。这是由于酶与原料接触的时间越充分,酶解就越完全,提油率就会相应提高,但酶解时间过长,就会导致酶长时间处在一个温度较高的环境会使其活性降低甚至失活。
2.7 正交试验结果
在单因素的基础上,采取L9(34)对单因素进行优化,见表2。
通过表2可知,各个试验因素对提油率的影响主次不同,按影响大小顺序为:酶解pH值>酶添加量>酶解温度>酶解时间。从试验结果可以看出,影响杏仁粕出油率的因素中,酶解pH值为主要影响因素,其影响大于其他因素。在相同的提取条件下,随着pH值的增加提油率在明显增加,而其他因素对提油率的影响较其次之。组合为A2B3C1D2的提油率最高,该组合的提油率为26.25%;但是每个单因素的最优水平分别为A3、B3、C3、D2,即每个单因素的最优水平组合成的最优水平组合为A3B3C3D2,该组合在9个水平组合中是没有的,所以我们将表中的最优水平组合A2B3C1D2与选出的最优水平组合A3B3C3D2进行对比试验,做了以下的补充试验,见表3。
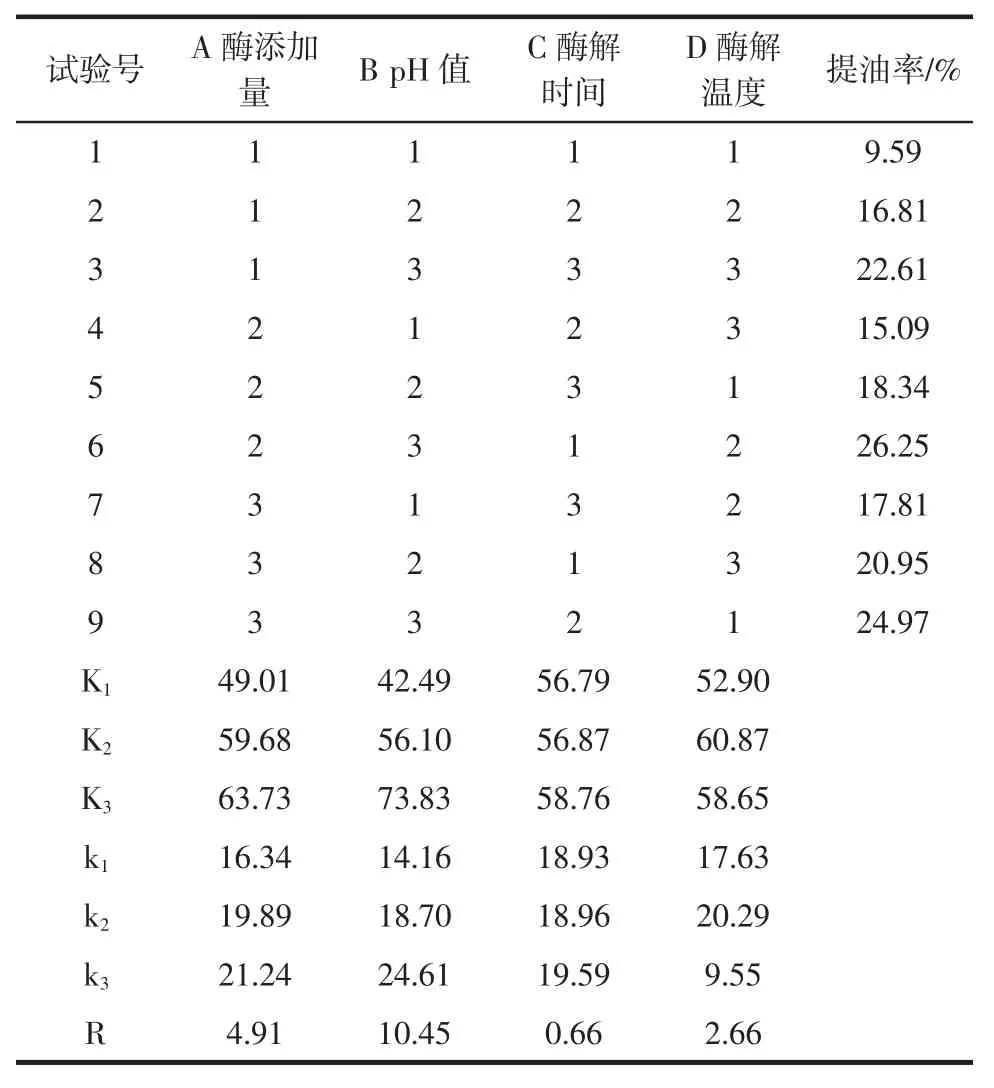
表2 提取杏仁粕中残油的正交分析Table 2 The orthogonal analysis of residual oil in almond residue was extracted
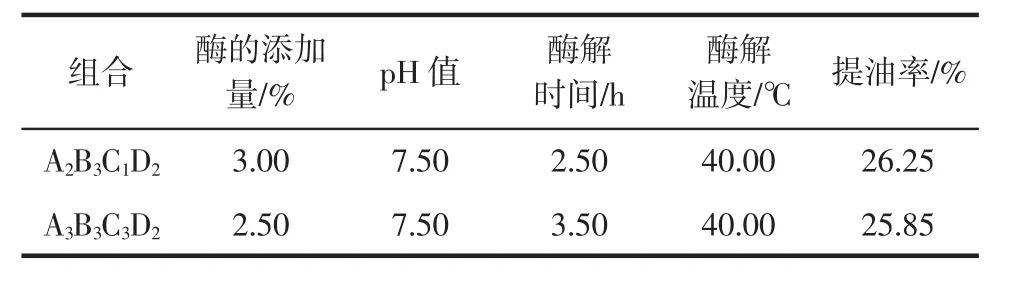
表3 补充试验Table 3 Additional experiments
由表3知最佳的提油的工艺条件为:酶的添加量为3%,酶解pH值为7.5,酶解时间为2.5 h,酶解温度为40℃。
2.8 杏仁粕中残油的品质分析
2.8.1 油脂的感官品质
油脂的感官品质评定见表4。
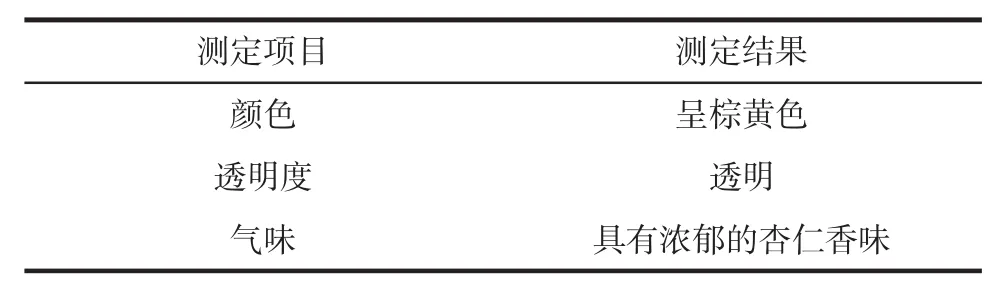
表4 油脂的感官品质评定Table 4 Evaluation of the sensory quality of oil
2.8.2 油脂化学常数的测定结果
杏仁粕残油化学常数测定结果见表5。

表5 杏仁粕残油化学常数测定结果Table 5 Determination of the chemical constants of residual oil of almond residuel
通过测定知杏仁粕残油的酸价为1.88。一级油的酸价≤1.0 mgKOH/g,因此本试验提取的残油酸价符合二级油脂酸价的标准。游离脂肪酸的含量达到二级质量标准,通过测定结果得知所得油脂为不干性油。
3 结论
1)本试验分别就每个影响提油率的单因素进行试验,筛选出最佳的酶法提取杏仁粕中残油的单因素水平。通过试验得到最佳的提取酶是纤维素酶和中性蛋白酶为1∶1(质量比)的混合酶,最佳原料粒度的大小为100目,最佳酶添加量是3%,最佳酶解pH值是7,最佳酶解温度为40℃,最佳酶解时间为2.5 h。
2)通过本试验的正交分析得到酶法提取杏仁粕中残油的主要影响因素依次为:酶解pH值>酶的添加量>酶解温度>酶解时间。采用中性蛋白酶与纤维素酶的混合酶1∶1(质量比),选用粒度大小为100目的原料提取杏仁粕中残油的最优条件为:酶的添加量为3%,酶解pH值为7.5,酶解温度为40℃,酶解时间为2.5 h,在此条件下,所得的提油率为26.25%。
3)酶法提取所得的杏仁粕残油具有浓郁的杏仁香味,颜色呈棕黄色,透明;酸价为1.88,碘价为24.43,皂化价为185.79,过氧化值为2.45。从总体上看,提取的杏仁粕残油在外观性状及品质上都符合二级质量标准。
()()
猜你喜欢
化学工程师(2022年10期)2022-10-22
皮肤病与性病(2021年3期)2021-07-30
制冷与空调(2021年3期)2021-07-25
中国油脂(2019年8期)2019-08-22
中国油脂(2019年3期)2019-04-29
家庭影院技术(2018年9期)2018-11-02
创新作文(1-2年级)(2017年6期)2017-11-30
中国制笔(2017年2期)2017-07-18
米娜·女性大世界(2016年8期)2016-08-17
