
闭式整体叶盘流道粗加工分层刀路规划方法研究
2019-01-08 03:35李正康龚环球张宗伟
新技术新工艺 2018年12期
刘 成,李正康,龚环球,张宗伟,汪 玲
(1.湖南南方通用航空发动机有限公司,湖南 株洲 412000;2.中国航发南方工业有限公司,湖南 株洲 412000;3.苏州千机智能技术有限公司,江苏 苏州 215000)
整体叶盘的结构因其功能不同分为开式整体叶盘[1-4]和闭式整体叶盘[5-7]。闭式整体叶盘因叶片外侧由围带包裹,导致粗加工区域的开敞性差,呈半封闭形状。数控铣削加工具有加工精度高、适应性强和加工质量稳定等特点,是闭式整体叶盘加工制造的一种重要方式之一。粗加工是铣削加工的第1步,从毛坯到最终零件的过程中绝大部分材料由粗加工去除。粗加工的表面质量及残余量将决定是否需要后续的修正步骤,且粗加工效率也会影响整个零件的加工效率。划分加工区域是规划刀路的前提,确定加工方式以及合理地划分加工区域,如何使刀位轨迹规划不依赖于特定的模型,降低对模型的依赖,避免因模型曲面造型局部缺陷而降低算法的适用性,是刀位轨迹规划中的一个难点。本文针对上述问题,开展了流道型腔粗加工刀路规划的研究,并提出相应的解决方法。
1 粗加工刀路规划分析
闭式整体叶盘加工毛坯一般为圆柱或圆环型,从毛坯到最终成型材料去除率约为90%[8]。由于在粗加工阶段去除大部分材料,因此粗加工工艺将影响整个叶盘的加工效率。闭式整体叶盘的流道型腔如图1所示。

图1 闭式整体叶盘的流道型腔
1.1 进刀方式
根据流道型腔区域半封闭的特点,从刀具的可达性分析可知,从一侧进刀无法完成对整个流道型腔区域的加工,需要从前、后缘两侧向中间对接进行加工。即使叶片扭曲程度小,其前、后缘之外的材料仍需要分别从两侧进刀加工。从两侧对接加工将涉及一个流道型腔区域分块的问题,不能简单地将其从中间一分为二,应根据叶片的形态特征,综合考虑整体刀轴矢量变化角度、刀具悬伸长度等因素,合理划分流道型腔区域。
1.2 走刀方式
对整个流道型腔区域来说,走刀的方式有很多样。分层铣削是一种常规的走刀方式,即将整个待加工区域沿切深方向分为若干层并逐层铣削,在每个切削层内连续切削。
分层铣削每层加工区域是一个由4个边界围成的近似扇形区域,粗加工刀路应避免过多的抬刀、进刀次数,以提高切削效率。根据待加工区域的特点,一般有如下3种基本的刀路规划[9]形式(见图2):1)“之”字形刀路,加工过程中顺铣逆铣交替进行,不利于刀具寿命;2)单向铣削刀路,加工时在2条相邻刀路之间需要有一个抬刀、进刀的过程,降低铣削效率;3)螺旋走刀,加工过程中可以保持始终为顺铣或逆铣切削,且同一层各刀路之间为连续切削,可以提高切削效率。本文算法采用第3种走刀方式。

图2 分层切削的不同走刀方式
1.3 切入刀路
由无材料侧向材料侧切入时,除了插铣刀切削时沿轴向进给,其他类型的铣刀一般沿侧向进给。在开式整体叶盘粗加工时,侧刃参与切削,切入平稳;而对于半封闭的流道型腔区域来说,如果不做任何处理,刀具由前缘或后缘直接进给切削,则刀具“扎”入材料,切削状态发生大的突变,极易损坏刀具以及工件。因此,为使切入平稳,避免减少刀具寿命或损伤刀具,合理规划闭式整体叶盘粗加工的切入刀路至关重要。
1.4 刀轴姿态
五轴数控铣削过程中的刀轴姿态不仅影响加工的平稳性与加工效率,还会影响刀具的悬伸长度,合理的刀轴姿态可以降低刀具的悬伸长度[10],提高加工刚度。变化不平稳或有突变的刀轴姿态甚至会产生过切以致损伤工件,因此光顺无突变的刀轴姿态是刀轴矢量规划中要达到的目标。闭式流道型腔区域半封闭,位于流道型腔内的某个切削点四周均存在潜在的干涉对象,型腔内刀轴姿态的可调范围较小,很容易出现干涉的情况,尤其在型腔4个角点的位置,空间更加狭小,因此需要通过一个高效准确的不干涉刀轴可行域搜索算法来确定不干涉区域,最终从不干涉可行域内寻找最终的刀轴,使之满足全局连续光顺的要求。
2 分层刀路规划研究
2.1 分层加工区域边界刀路的求解
2.1.1 围带轮毂侧边界刀路
围带侧边界曲面、轮毂侧边界曲面以及分层面曲面是同轴回转曲面,所以2个边界回转曲面与分层曲面的交线是圆弧的一部分。由回转面分层曲面与围带侧边界曲面确定围带侧边界刀路,从圆弧交线中选择位于流道型腔内的部分作为边界刀路。同样可以求得位于流道型腔内的轮毂侧边界刀路。
2.1.2 叶片侧边界刀路
叶片侧的边界刀路由叶片曲面偏置线簇与分层面求交再插值获得。求叶片曲面偏置线簇中的每条曲线与分层面的交点,并求得交点在分层面上的曲面上的k个UV参数点pi(i=0,1,…,k-1)。与前节描述情况一样,当叶片形态较差时,除了等参数的偏置线自身会打折之外,临近的偏置线也会出现交叉的情况,导致在分层面上的交点顺序有异常之处(见图3)。
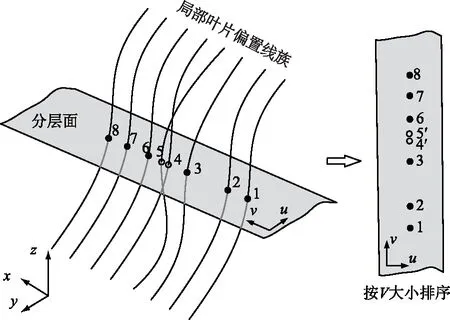
图3 对边界刀路交点排序
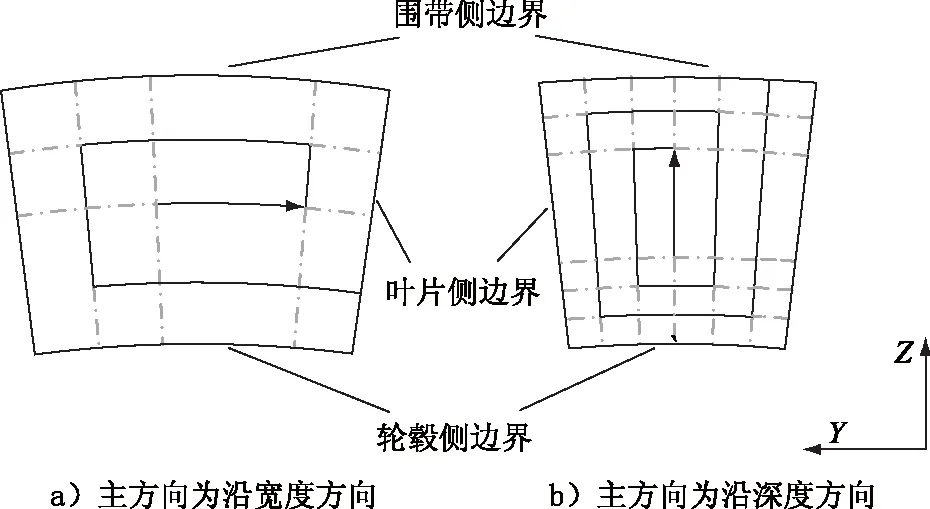
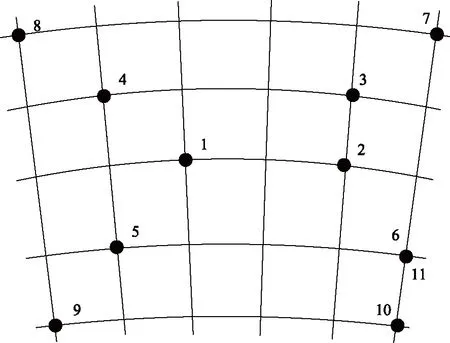
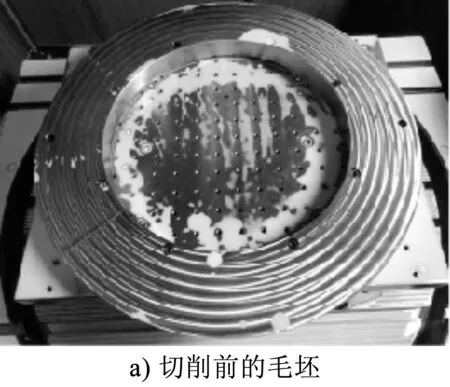
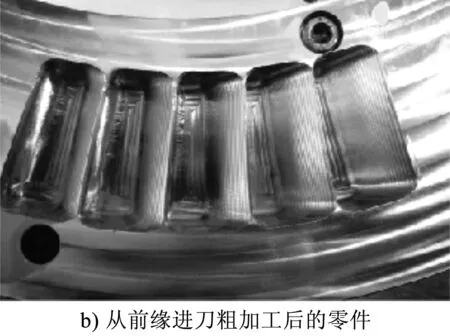
分层面上的交点的向参数应符合单调递增的规律,故可据此对顺序错乱的交点集进行重新排序。排序结果为{pi|pi·v 根据流道型腔环切刀路的规划策略,除了确定边界刀路之外,还应根据一定的条件确定中间刀路的走刀方式。本文采用螺旋的方式逆时针构造中间刀路,切削的起始点位于每个分层面在流道型腔内部,按照横向切削行、纵向切线行交替进行的方式连续切削。 2.2.1 确定切削行距 确定切削行的方式有多种,如等参数线法、等间距法和等残留高度法。采用等参数线的方式计算最为简单,直接取等U参数线和等V参数线作为刀路曲线,但是等参数线与流道型腔的形态并不一定吻合,尤其在铣削叶片侧的边界时由于等参数线并不是边界刀路曲线,因此需要分段处理,这种方式的刀路规划复杂,同时对模型的依赖性较强,降低了刀路规划算法的适用性;等间距法与等残留高度法都需要根据当前已知的刀位点,向前迭代搜索,搜索满足一定的条件之后停止,这2种方式计算效率较低。本文针对球头刀采用最大残留高度满足要求的方式确定切削行距,进而确定横向、纵向2个方向上的刀路数。 本文按照传统的残留高度计算方法,保证最大残留高度满足误差来规划刀路。残留高度是指2个相邻切削行之间残留的材料的最大高度。当切削平面时,残留高度如图4a所示;当切削非平面时,在球头第1个切触点处以圆弧代替自由曲线(见图4b)。设刀具半径为R,第1个切触点处的曲率半径为Rp,L为切削行距。 图4 计算切削行间残高示意图 由图4可得对应的残留高度分别是: 当曲率半径趋于无穷大时,式2和式3即特化为式1。 2.2.2 确定切削刀路数 流道型腔的每个切削层区域都近似一个扇形区域,根据近似扇形的最大弧长和侧边长度的大小,取值较大的一个方向为切削主方向,另一个较小的方向定义为切削副方向。定义切削主、副方向的实际意义在于,切削时主方向为主要去除材料方向,副方向起连接切削主方向刀路的作用,每层切削的起始刀路是主切削方向刀路。本文提出的刀路规划算法所得的刀路形式分别对应深度方向为主方向和宽度方向为主方向(见图5)。 图5 每层刀路的2种走刀方式 根据2个方向上总的最大切宽以及最大残留高度δ,可以得到2个方向上总的可规划刀路数Nw=Dw/L,Nd=Dd/L,向上取整。这里的总可规划刀路数用以规划刀路曲线,并非实际切削的刀路数,最终从所有刀路曲线中选取实际切削的刀路。 根据2个方向上切削刀路的相对长度,取刀路曲线较长的一个方向为切削主方向,所以切削主方向上的总切削宽度相对较小。根据总切削宽度的大小,确定主切削宽度DP=min(Dw,Dd),对应的切削方向为主切削方向,副切削宽度Ds=max(Dw,Dd),对应的切削方向为副切削方向。根据总切削宽度即上步中求的行距,可以计算主切削方向上的刀路数N为NP=DP/L,主切削方向上刀路数与实际刀路数相等。根据图5中的走刀方式,确定副切削方向上实际切削刀路数为Ns=NP-1。 2.2.3 生成中间刀路 首先确定2个方向上的实际切削刀路数。当宽度方向为主切削方向时,沿宽度方向上的刀路数是主切削刀路数,当深度方向为切削主方向时,沿宽度方向上的刀路数是副切削刀路数;然后根据2个方向上的总可规划刀路数Nw、Nd计算中间刀路曲线,从中选择实际切削刀路曲线,并确定每条切削刀路曲线的首尾点。 1)沿宽度方向上的刀路曲线。沿宽度方向上的边界刀路曲线为轮毂、围带侧边界同心圆弧曲线,在两段圆弧之间根据刀路数均布中间刀路曲线,中间刀路曲线亦是圆弧曲线。取分层面母线位于2个边界圆弧之间的部分g,根据沿宽度方向的总共可规划刀路数,采用等弧长离散的得到一系列离散点gi(i=0,1,…,n-1),各个离散点分别是中间刀路圆弧上的点。因此由分层面回转轴以及离散点gi(xi,yi,zi)可以确定中间刀路所在的圆弧曲线: (4) 2)沿深度方向上的刀路曲线。沿深度方向上的边界刀路曲线为自由曲线,在2条曲线之间采用等比例的方式插值得到中间刀路曲线(见图6)。 图6 圆弧曲线上插值 取上一节中得到的叶片左侧离散点pi l(i=0,1,…,m-1)以及其对应的叶片右侧离散点pi r(0≤i (5) 式中,M(djαi)表示绕整体叶盘回转轴X旋转的刚体旋转矩阵,旋转角度为θ(djαi)。 (6) 可以将离散点视为i行j列的二维点集,每一列都是沿深度方向上刀路的型值点,插值每列型值点,便得到沿深度方向上的刀路曲线pj(u)(j=0,1,…,Nh-1)。 上述2个方向上求得可规划刀路曲线如图7所示。按照切削刀路规划方式,选择位于中间的主切削方向刀路为该层第1条切削刀路,图7中标号1为切削起始位置,按照序号沿曲线走刀,以主、副切削刀路交替进行的方式逆时针向外切削,在分层面上通过求解2条相邻刀路曲线的交点得到切削刀路的首尾点。其中,6、11为同一个点,10、11段切削刀路为封口刀路。 图7 2个方向上的刀路曲线 本文的刀路规划算法是基于刀心点,采用C++语言,在整体叶盘自动化数控编程软件UltraCAM上开发实现。系统运行的软硬件环境为CPU主频2.5以上,核数≥2、内存8 G、>200 M空余硬盘空间以及支持win7/10 64位系统。 本文选用某闭式整体叶盘(见图8)作为试验模型。该叶盘的主要特征参数如下:叶片数目55个,叶片宽度约为26 mm,高度约为45.5 mm,最大扭曲度约为25.418 4°。 图8 闭式整体叶盘 首先,将该模型的设计数据导入到UltraCAM软件中,利用CAD模块进行必要的处理,使之满足策略算法的计算要求;然后,创建一个流道型腔粗加工策略,设置从前缘进刀,选用φ8圆柱球头铣刀,设置加工余量以及残留高度;最后,计算并获得刀轨规划结果。 应用UltraCAM软件对计算结果进行仿真(见图9),初步分析刀位轨迹的正确性。由图9可知,刀位点分布均匀,刀具与模型之间没有发生干涉或过切,且刀轴姿态没有发生突变、抖动的情况,仿真过程刀具运动平稳,符合要求。 图9 对计算结果进行仿真及刀路局部视图 应用VERICUT软件验证本文算法所生成NC代码的正确性。 首先,应用UltraCAM软件中的后处理功能,针对DMG-DMU65 monoBlock型号机床进行配置,以上述计算所得刀位轨迹数据作为输入,后处理即得到数控文件*.h;然后,在VERICUT软件中,执行配置机床、建立刀具库、添加设计模型和添加数控程序等必要步骤,将机床干涉判断的临界间隙设为1 mm,其中,毛坯是内环直径为270 mm、外环直径为440 mm、高为32 mm的圆环,设计模型为用已规划刀路的模型;最后,完成配置后,开始计算仿真。 应用VERICUT软件仿真结果如图10所示。仿真过程未出现碰撞干涉的情况,机床A轴、C轴整体运动平稳,并且仿真结果分析也没有出现过切的问题。仿真结果表明,本文算法计算的刀位,轨迹没有出现过切、干涉的情况,刀轴姿态变化平稳,可以进行试切验证。 图10 仿真截图 在VERICUT软件验证了算法计算结果的正确性之后,开始进行实际的切削试验。试切试验加工机床选用DMG-DMU65 monoBlock,试切材料为不锈钢。待切削毛坯及最终粗加工之后的零件如图11所示。 图11 待切削毛坯及最终粗加工之后的零件 通过对试切后的零件型腔进行分析,生成的刀位轨迹顺利完成了流道型腔的粗加工,型腔表面(即叶片面、轮毂围带内侧面)刀路分布均匀,无过欠切;规划的走刀路线可行;采用斜线进刀的进刀方式,机床切入平稳;切削靠近中间部分刀路时,转台保持不动,转台整体变化平稳。 本文研究了流道型腔加工区域的特点,采用对接分层的方式规划粗加工刀路,并根据围带、轮毂侧与叶片侧不同的曲面形态特点,采用2种不同的方式构造加工区域边界。研究了切削区域内的分层方法,采用一种不依赖于特定模型的、可统一构造分割曲面、切削分层曲面的曲面构造方法。经试切验证表明,该刀路规划方法可靠,生成的刀路平滑,无干涉,可应用于闭式整体叶盘流道粗加工刀路规划。2.2 分层加工区域非边界刀路的求解




3 方法实现与验证
3.1 方法实现


3.2 仿真分析

3.3 试切验证
4 结语
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21湖北农机化(2020年15期)2020-10-13航空发动机(2019年6期)2020-01-14模具制造(2019年9期)2019-10-26科技创新导报(2019年34期)2019-04-10制造业自动化(2019年1期)2019-01-19制造技术与机床(2018年8期)2018-10-09科学与财富(2018年13期)2018-06-13农机使用与维修(2018年2期)2018-02-26航空发动机(2015年6期)2015-11-19
