选区激光熔化工艺参数对Co-25Cr-5Mo-5W合金结构与性能的影响
2019-01-05 03:30:38黄宗炼王博刘飞马清刘绍军
粉末冶金材料科学与工程 2018年6期
黄宗炼,王博,刘飞,马清,刘绍军
选区激光熔化工艺参数对Co-25Cr-5Mo-5W合金结构与性能的影响
黄宗炼1, 3,王博1,刘飞1,马清2,刘绍军1,3
(1. 中南大学 深圳研究院,深圳 518057;2. 深圳清华大学研究院,深圳 518057;3. 中南大学 粉末冶金研究院,长沙 410083)
Co-25Cr-5Mo-5W合金;选区激光熔化;工艺参数;力学性能;微观组织
作为常用的生物医学材料,钴基合金由于其良好的力学性能、耐腐蚀及耐磨损性等,已被广泛应用于牙科等医学修复材料[1−4]。然而,钴基合金的高熔点(1 623~1 723 K)和高硬度等特性,及其在制造过程中容易出现收缩孔隙,粗大的树枝状结构和碳化析出物等问题使合金的延展性显著降低[5−8]。与此同时,传统的锻、铸造工艺繁杂、成本高而无法实现个性化的快速制造。因此,高强度、高延展性的钴铬合金个性化产品制备技术一直是扩展其使用范围的研究重点。近年来,增材制造(AM)技术已成为医用个性化产品生产的潜在技术。AM技术可以快速精密地制造出任意复杂形状的零件,并可大大减少加工工序,缩短加工周期。这其中,选区激光熔化(SLM)是基于激光束局部熔化金属粉末,逐层快速制造出三维实体的金属增材制造技术[9−10]。目前,高强度,高延展性和无孔隙的SLM钴基合金制备面临的最大挑战是正确理解SLM过程参数与合金结构与性能的相互作用关系,以及激光−粉末−基板之间的相互作用机制。GU等[11]对SLM成形金属材料、工艺和冶金机制之间的内在联系进行了研究。LU等[12]通过对扫描策略的研究得到高致密度的Co-Cr-W合金。宋长辉等[13]指出扫描间距、激光功率、扫描速度均为影响致密度大小的重要因素,并验证Co-Cr-Mo合金激光选区熔化可用在个性化医用产品快速响应制造上。HEDBERG等[14]报道了快速冷却速率和大的温度梯度导致Co-Cr-Mo的合金微观组织与传统熔炼和铸造金属有着显著的差异。WU等[15]指出高致密和晶粒的择优取向是SLM合金具有优异力学性能的原因。另外,除了独特的微观结构,在SLM成形过程中改变任何一个工艺参数值均会影响合金的性能[16]。然而,SLM过程的快速局部熔融,极大的温度梯度和快速凝固速率将致使合金中的非平衡态结构的出现,进而能够成为合金微结构调控的重要手段[17−18]。整体而言,目前对SLM成形Co-Cr-Mo合金的工艺−微结构−性能的系统理解仍然缺乏。本文以气雾化Co-25Cr-5Mo-5W合金粉末为原料,系统地研究激光功率、扫描速度、扫描间距及其综合作用下的激光能量密度对SLM成形 Co-25Cr-5Mo-5W合金微结构和性能的影响。
1 实验
SLM所用粉末材料为自主研制的球形度好,粒径分布均匀和流动性良好的合金粉末,合金粉末的化学组成如表1所列。粉末为近球形,粒径在20~60 μm之间,平均粒径为29 μm,松装密度为4.47 g/cm3,流动性为13.54 s/50 g。

表1 合金粉末化学组成
制备该合金所用的选区激光熔化设备为Farsoon FS 271M(华曙高科,长沙),主要构件包括:Nd:YAG源连续激光器(波长1.06 μm,最大功率500 W,光斑直径70~200 μm)、铺粉刮刀、成形仓、供粉仓和粉末回收室。在SLM成形前将45#不锈钢基板调平至±50 μm,并预热到100 ℃,在成形仓内充入保护气体氮气,使得氧气体积分数为0.1%以下。
影响SLM成形质量的因素有很多[19−21]。这其中,激光工艺参数中的激光功率、扫描速度和扫描间距是研究的重点。在单独考虑激光功率、扫描速度、扫描间距分别对成形件相对密度影响的基础上,再考虑综合作用下的激光能量密度对合金相对密度、微观结构和力学性能的影响。其中,激光能量密度是激光功率、扫描速度、扫描间距和粉末层厚的综合表述,表达式如下式所示[22−23]:
=/(1)
采用D/Max2500型X-ray衍射仪(XRD)(日本理学)进行合金物相分析。使用Cu-Kα射线(波长0.154 06 nm),测量范围为30°~80°,扫描速度为1 (°)/min。采用LEICA/DM4500P型金相显微镜(德国)和MODEL QUANTA250型扫描电镜(美国FEI公司)表征合金的微观形貌。样品的透射电镜和选区电子衍射表征通过TITAN G2 60-300物镜球差校正电子显微镜(美国FEI公司)获得。
样品烧结密度1均采用阿基米德排水法测得,由公式(2)计算合金样品的相对密度:
relative=1/1(2)
其中:1为合金的理论密度,1=8.64 g/cm3。
SLM样品经抛光后,采用美国的INSTRON 3369型电子万能材料试验机进行拉伸测试,应变速率为1.00 mm/min。
2 结果与讨论
图1所示为不同激光功率,扫描速度和扫描间距等工艺参数下的SLM成形Co-25Cr-5Mo-5W合金相对密度图。其中,图1(a)为扫描速度为500mm/s和600 mm/s,扫描间距为0.07 mm和0.08 mm下的不同激光功率下的SLM成形Co-25Cr-5Mo-5W合金的相对密度图。由图1(a)可见,在所研究的激光功率范围内,样品的相对密度随激光功率的增加而升高。然而,在激光功率为150,160和170 W,扫描速度为600 mm/s,扫描间距为0.08 mm时,样品相对密度普遍偏低。此时,对应的激光能量密度在104~118 J/mm3之间。这表明,本实验条件下,获得高相对密度SLM的有效激光能量密度应大于118 J/mm3。
图1(b)为激光功率为170~180 W,扫描间距为0.07~0.08 mm下不同扫描速度下的SLM成形Co- 25Cr-5Mo-5W合金的相对密度图。由图可见,样品的相对密度随扫描速度增加均呈现先增大后减少的趋势。且在扫描速度为300 mm/s时,样品相对密度普遍偏低。此时,激光能量密度位于236~285 J/mm3之间。这表明,本实验条件下,获得高相对密度SLM的有效激光能量密度应小于236 J/mm3。
图1(c)为激光功率为170~180 W,扫描速度为500~600 mm/s下不同扫描间距下的SLM成形Co- 25Cr-5Mo-5W合金的相对密度图。由图可见,样品的相对密度随扫描间距增加而降低。在扫描间距为0.1 mm时,样品相对密度普遍偏低。此时,激光能量密度位于94~120 J/mm3之间。
图2所示为扫描速度为600 mm/s,扫描间距为0.07 mm下的不同激光功率下的SLM成形Co-25Cr- 5Mo-5W合金的金相图。由图2(a)可见,当激光功率为150 W时,可以明显观察到一些未熔化或烧结不完全的颗粒存在,且样品中的孔洞较多。图2(b)、(c)和(d)表明,随激光功率增大,粉末熔化完全,这与图1(a)中样品的相对密度逐渐提高相一致,尽管样品内部还存在一定孔洞,但数目逐渐减少。
图3所示为激光功率为180 W,扫描间距为0.07 mm时,不同扫描速度下的SLM成形Co-25Cr-5Mo- 5W合金的金相图。由图3(b)可见,当扫描速度为400 mm/s时,没有明显的孔洞,这与图1中最大相对密度相对应。在图3(a)、(c)和(d)中观察到了明显的孔洞,且扫描速度为300 mm/s时的孔洞较多,这与图1(b) 中样品的相对密度偏低相一致。
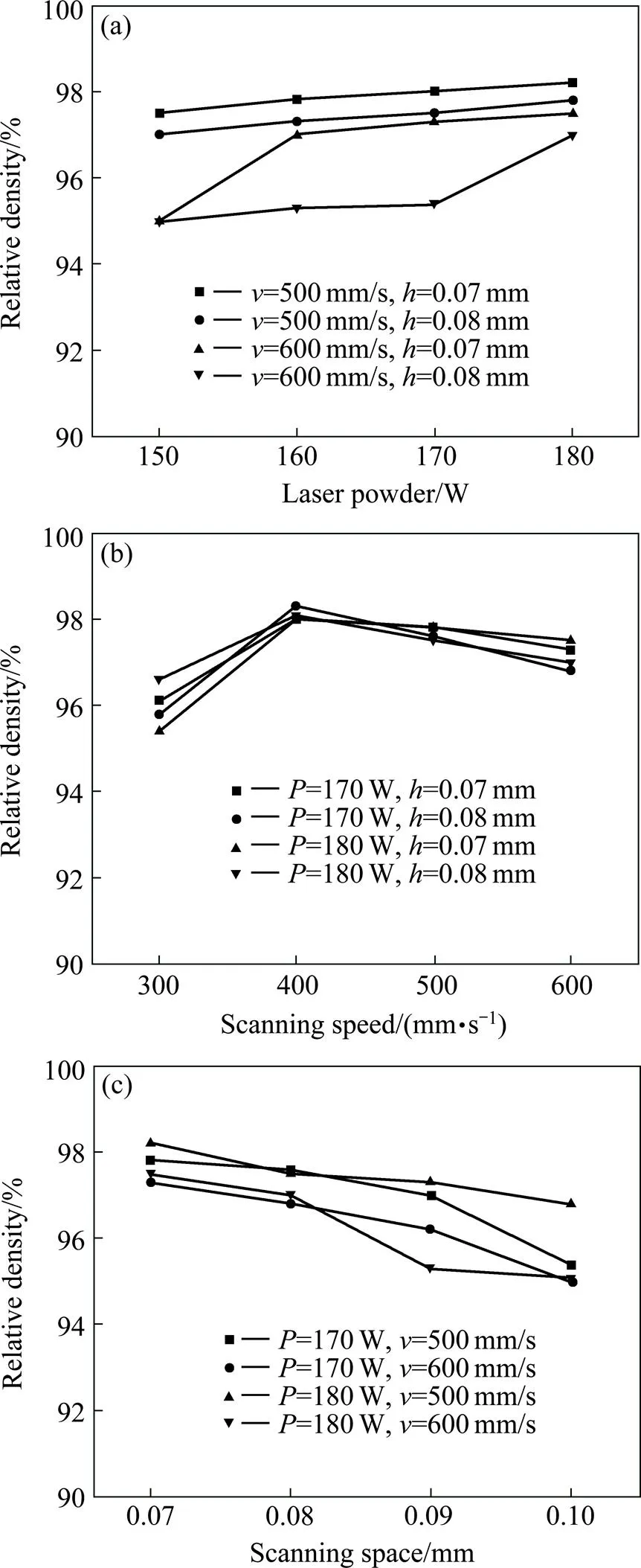
图1 不同SLM工艺参数下Co-25Cr-5Mo-5W合金相对密度图
(a) Laser power (scanning speed 500-600mm/s, scanning space 0.07~0.08 mm); (b) Scanning speed (laser powder 170~180 W, scanning space 0.07~0.08 mm); (c) Scanning space (laser powder 170~180 W, scanning speed 500~600 mm/s)
图4所示为激光功率为180 W,扫描速度为500 mm/s时,不同扫描间距下的SLM成形Co-25Cr-5Mo- 5W合金的金相图。由图4(a)可见,当扫描间距为0.1 mm时,合金中存在一些未熔的颗粒,且孔洞较多。图4(b)、(c)和(d)显示,随扫描间距减小,粉末熔化完全,尽管还存在一定的孔洞,但孔洞数目逐渐减少,这与图1(c)中样品的相对密度逐渐提高相一致。
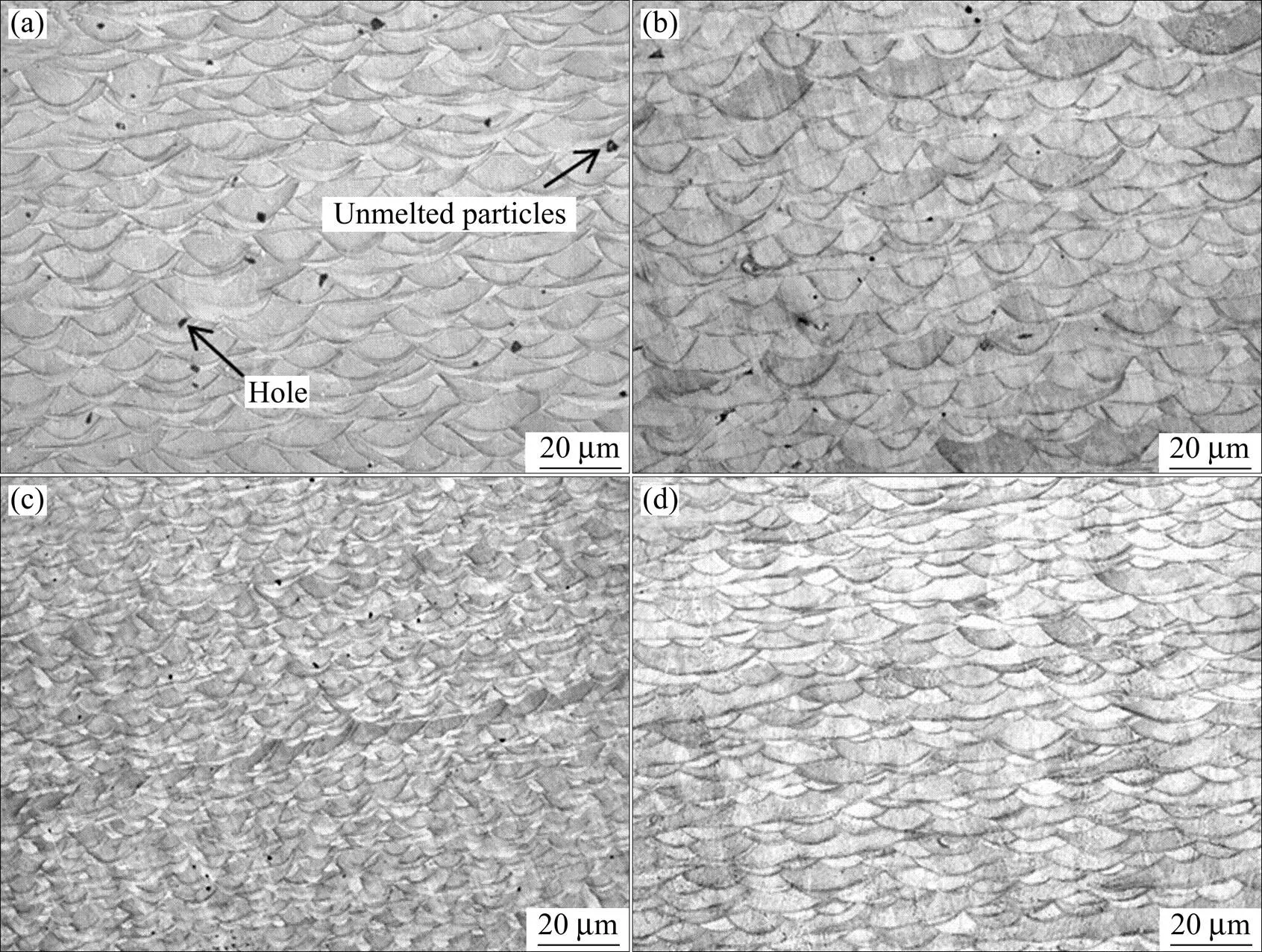
图2 不同激光功率下的SLM成形Co-25Cr-5Mo-5W合金金相图
(a) 150 W; (b) 160 W; (c) 170 W; (d) 180 W
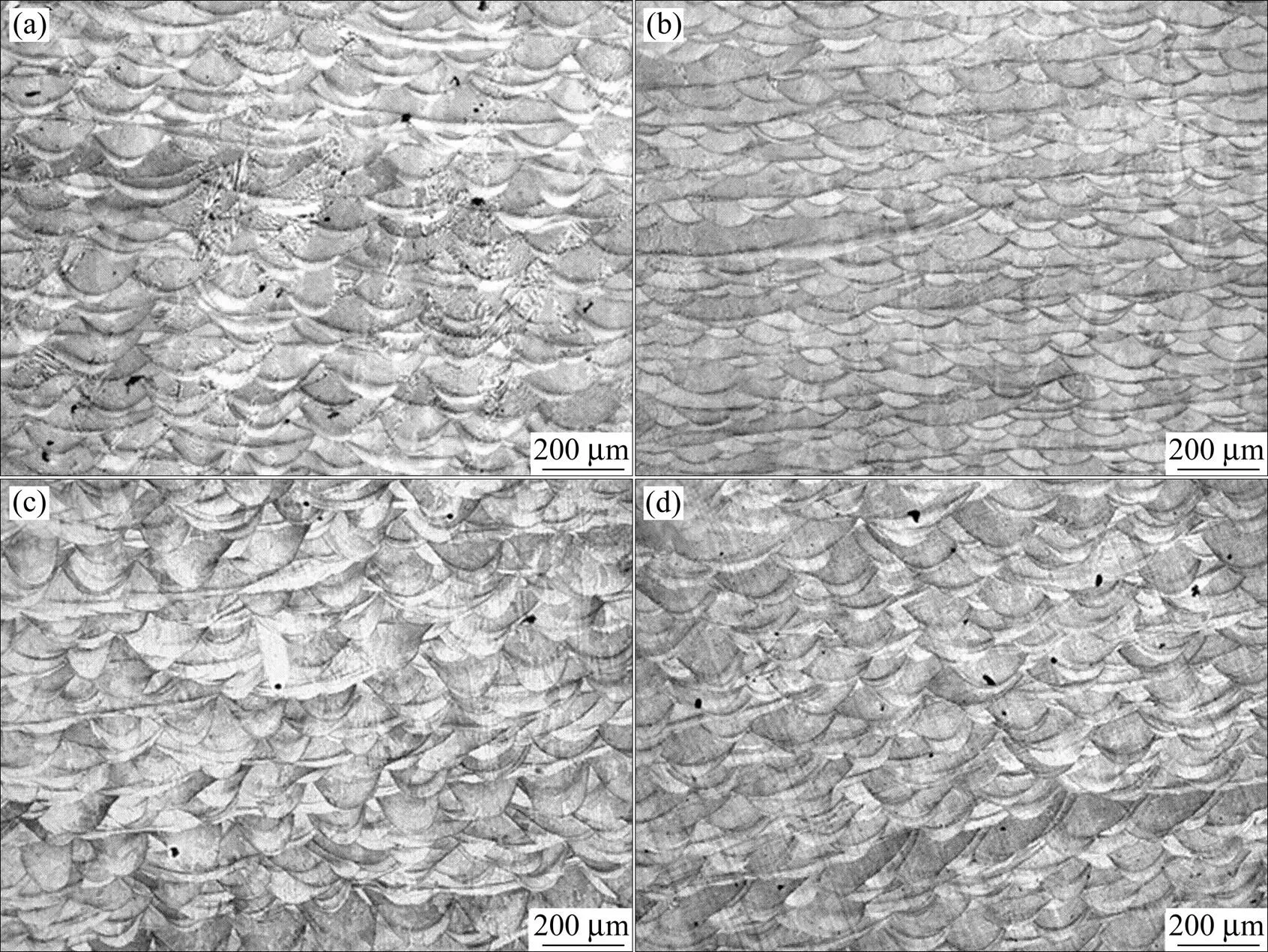
图3 不同扫描速度下的SLM成形Co-25Cr-5Mo-5W合金金相图
(a) 300 mm/s; (b) 400 mm/s; (c) 500 mm/s; (d) 600 mm/s
激光能量密度的大小往往是决定成形件性能优劣的关键因素[24]。通常认为在未出现粉末蒸发损耗时,激光能量密度越高,粉末吸收激光的能量越高,粉末熔化越充分,样品的相对密度越高。以上不同激光工艺参数的结论给综合作用下的激光能量密度提供了指导作用。表2所列为不同激光能量密度下,Co-25Cr- 5Mo-5W合金的相对密度与力学性能。由表可知,激光能量密度与样品的相对密度和力学性能基本呈现出正相关关系,即激光能量密度的增大有利于样品的相对密度与力学性能的提高。如表所示,当激光能量密度处于125~214.3 J/mm3之间时,样品的相对密度均在97%以上。其中,当激光能量密度为190.4 J/mm3时,合金呈现出最优力学性能,合金的相对密度、拉伸强度、屈服强度和伸长率分别为98.6%、1284 MPa、934 MPa和16%。过高的能量密度容易导致粉末直接汽化,造成孔洞缺陷,从而影响样品的相对密度与力学性能。过低的能量密度会使粉末熔化不完全,阻碍组织间的冶金结合,从而导致样品相对密度与力学性能降 低[25−26]。
图5所示为SLM使用的原始Co-25Cr-5Mo-5W粉末与SLM成形Co-25Cr-5Mo-5W合金的XRD图谱。由图可知,原始粉末为单相具有面心立方结构的γ相。而SLM成形Co-25Cr-5Mo-5W合金为具有面心立方结构的γ相和密排六方结构的ε相的两相共存结构。需要指出的是,没有观察到其他第二相存在。上述结果表明,SLM成形过程中,在高温熔化状态下,Co-25Cr-5Mo-5W合金发生了γ()相到ε()相的马氏体相转变,这应该与γ()相的热力学不稳定性相 关[27−28]。钴基合金中,γ()相一般在高温下存在,而ε()相在低温下存在,Co-25Cr-5Mo-5W合金粉末在SLM的高能激光束下快速熔融−冷却−凝固,导致合金中非平衡态结构的出现,从而促使马氏体相转变的 发生。
图6为SLM成形Co-25Cr-5Mo-5W合金的微观结构图。其中,图6(a)为SLM样品的上表面OM图。由图可见,样品主要由一道道的熔道搭接而成,搭接紧凑致密,熔道宽度为30~100 μm不等,熔道内未出现明显的孔隙与裂纹。图6(b)为侧表面OM图,侧表面主要是由沿建造方向(方向)的鱼鳞状结构层层堆垛而成。这样的微观结构主要与激光能量为高斯分布有关,能量高的中间部分熔化更多的粉末。由高倍的图6(c)OM图和图6(d)SEM图可知,熔道内部主要由细小均匀的柱状晶(直径0.2 μm,高度0.8 μm)和胞状晶(直径0.5 μm)组成。柱状晶一般垂直于熔池线生长,主要由于同一层熔道与熔道成形间隔短,高温的前一道熔道与下一道正在成形的熔道温度梯度小,使下一道熔道不能瞬间形核,只能依赖前一道已经凝固的晶粒择优生长。胞状晶的形成主要是利用层与层之间较长的冷却时间,较大的温度梯度,较快的散热速度且以上一层作为非均匀形核的基底,在界面处大量形核,向各个方向同时生长。由图可见,相比于传统工艺制备的Co-25Cr-5Mo-5W合金,SLM成形Co-25Cr- 5Mo- 5W合金的晶粒更加细小,这是SLM成形合金具有优异力学性能的主要原因。
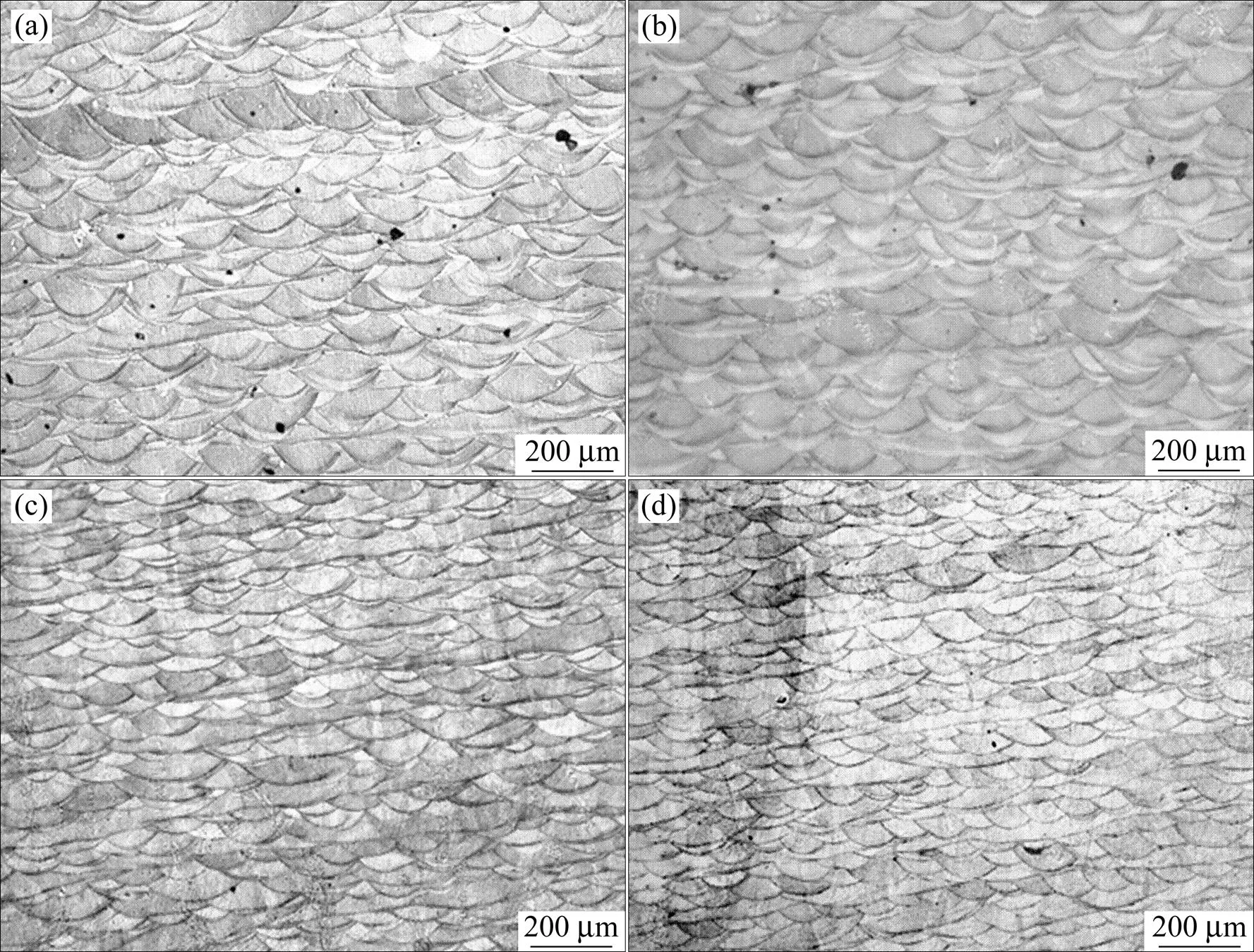
图4 不同扫描间距下的SLM成形Co-25Cr-5Mo-5W合金金相图
(a) 0.1 mm; (b) 0.09 mm; (c) 0.08 mm; (d) 0.07 mm
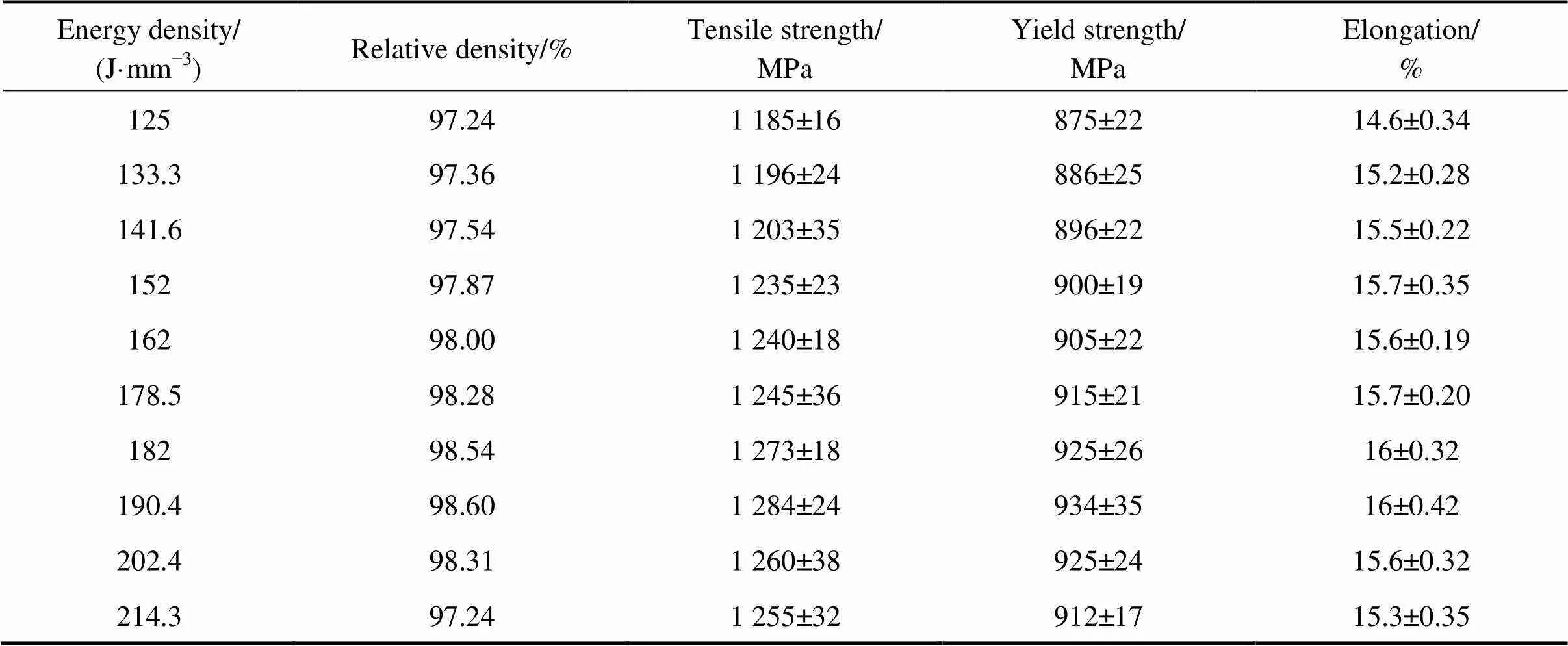
表2 不同激光能量密度下Co-25Cr-5Mo-5W合金的相对密度与力学性能
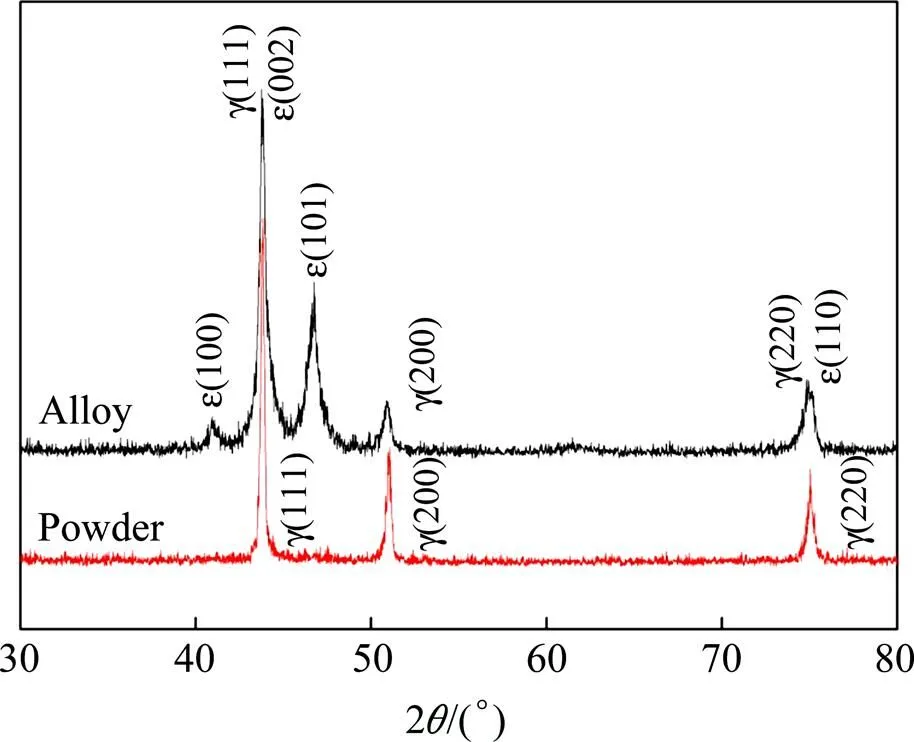
图5 Co-25Cr-5Mo-5W粉末与SLM成形Co-25Cr-5Mo-5W合金XRD图谱
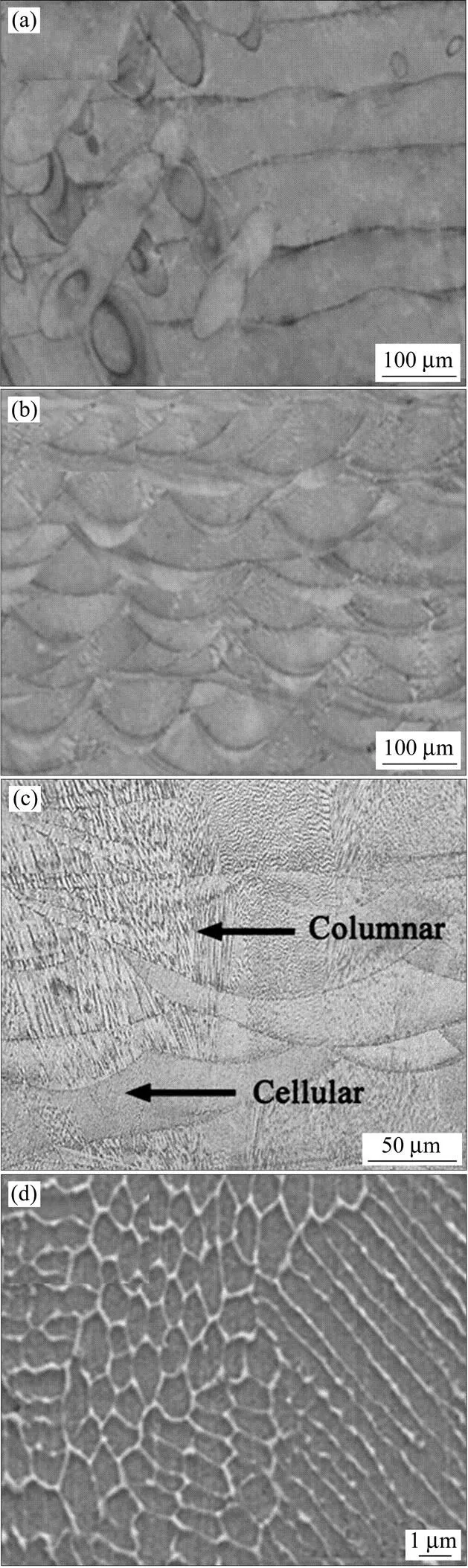
图6 SLM成形Co-25Cr-5Mo-5W合金(P=160 W;v=400 mm/s;h=0.07 mm;E=190.4 J/mm3)的微观结构图
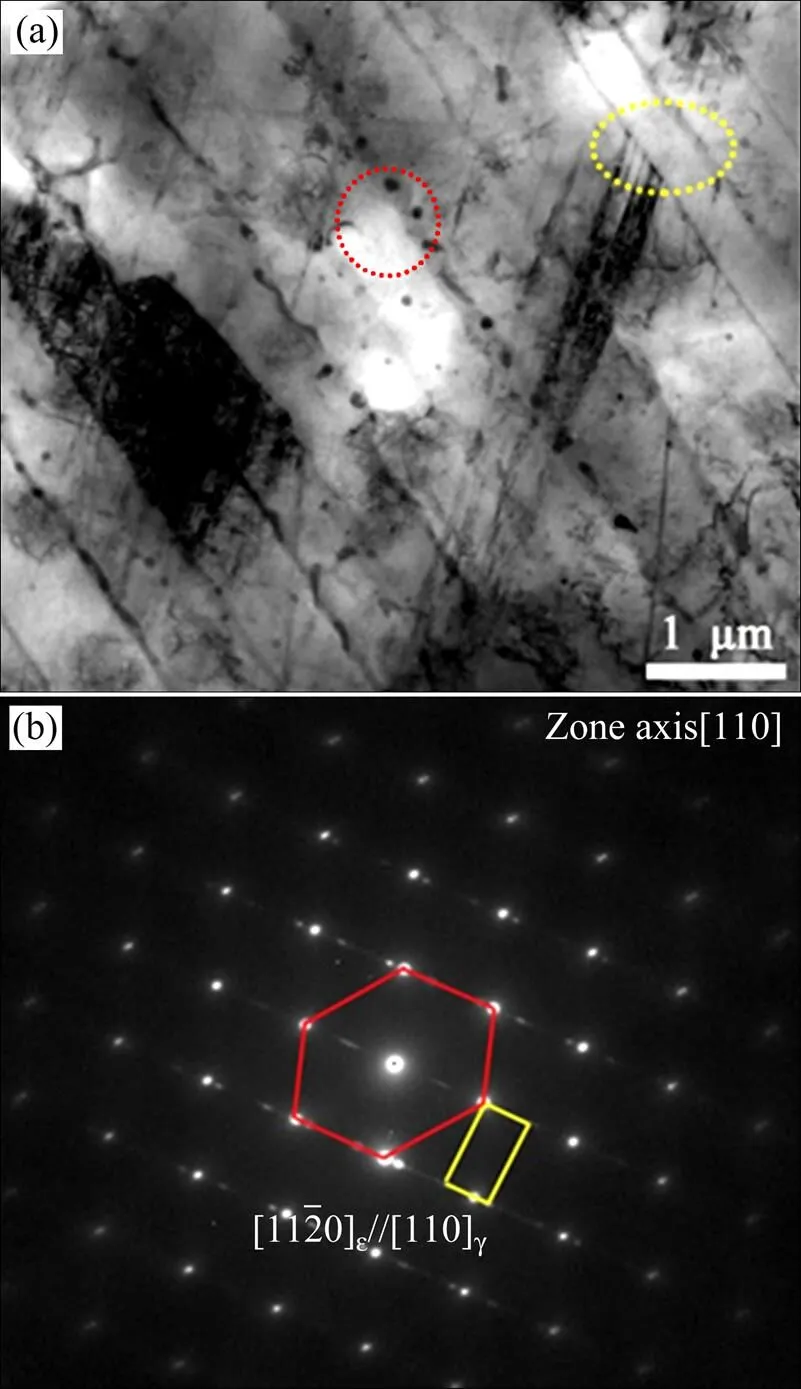
图7 SLM成形Co-25Cr-5Mo-5W合金的TEM图(P=160 W;v=400 mm/s;h=0.07 mm;E=190.4 J/mm3)
(a) Bright field image; (b) SADE
需要指出的是,与传统制造合金相比,WANG 等[32]研究的高强度和高延展性,基于粉末床的金属激光熔融(laser powder-bed-fusion)(LPBF)增材制造316不锈钢,具有独特的晶粒尺寸、晶粒分布和晶粒取向。这种独特的晶粒结构、小角度晶界、溶质偏析和位错提高了合金的强度,而高的伸长率与多尺寸层次的微观结构主导的加工硬化机制有关。SLM成形Co- 25Cr-5Mo-5W合金的SEM和TEM清楚地显示了类似的多尺寸层次的微观结构。因此,结合γ-ε相马氏体相变控制和合金化,SLM技术能够提供Co-25Cr-5Mo- 5W合金微结构和力学性能调控的新途径。

表3 SLM成形Co-25Cr-5Mo-5W合金中基体与沉淀物元素成份(质量分数%)(P=160 W;v=400 mm/s;h=0.07 mm;E=190.4 J/mm3)
3 结论
1) 激光功率的提高能促进样品相对密度的提高,扫描速度(不包括300 mm/s)和扫描间距的提高会降低样品的相对密度。
2) SLM制备Co-25Cr-5Mo-5W合金最佳工艺参数为:激光功率160 W、扫描速度400 mm/s、扫描间距0.07 mm、激光能量密度190.4 J/mm3,样品相对密度、拉伸强度、屈服强度和伸长率分别为98.6%、1 284 MPa、934 MPa和16%。
4) SLM成形Co-25Cr-5Mo-5W合金中细小均匀的柱状晶、胞状晶和纳米级沉淀物(富W和富Mo相)对合金的综合性能提高起决定性作用。
[1] KURTZ S M, ONG K L, SCHMIER J, et al. Future clinical and economic impact of revision total hip and knee arthroplasty[J]. Journal of Bone & Joint Surgery, 2007, 89(3): 144−151.
[2] YAMANAKA K, MORI M, CHIBA A. Mechanical properties of as-forged Ni-free Co-29Cr-6Mo alloys with ultrafine-grained microstructure[J]. Metallurgical & Materials Transactions A, 2011, 528(18): 5961−5966.
[3] MALAYOGLU U, NEVILIE A. Mo and W as alloying elements in Co-based alloys-their effects on erosion-corrosion resistance [J]. Wear, 2005, 259(1/6): 219−229.
[4] YAMANAKA K, MORI M, CHIBA A. Origin of significant grain refinement in Co-Cr-Mo alloys without severe plastic deformation[J]. Metallurgical & Materials Transactions A, 2012, 43(12): 4875−4887.
[5] SANDE J B V, COKE J R, WUIFF J. A transmission electron microscopy study of the mechanisms of strengthening in heat-treated Co-Cr-Mo-C alloys[J].Metallurgical Transactions A, 1976, 7(3): 389−397.
[6] ALFIRANG, MINETA S, NAMBA S, et al. Precipitates in as-cast and heat-treated ASTM F75 Co-Cr-Mo-C alloys containing Si and/or Mn[J]. Metallurgical & Materials Transactions A, 2011, 42(7): 1941−1949.
[7] COHEN J. ROSE R M, WUIFF J. Recommended heat treatment and alloy additions for cast Co-Cr surgical implants[J]. Journal of Biomedical Materials Research, 1978, 12(6): 935−937.
[8] KILNER T, LAANEMAE W M, PILLIAR R, et al. Static mechanical properties of cast and sinter-annealed cobalt-chromium surgical implants[J]. Journal of Materials Science, 1986, 21(4): 1349−1356.
[9] CLARE A T, CHALKER P R, DAVIES S, et al. Selective laser melting of high aspect ratio 3D nickel–titanium structures two way trained for MEMS applications[J]. International Journal of Mechanics and Materials in Design, 2008, 4(2): 181−187.
[10] BASSOLI E, SEWELL N, DENTI L, et al. Investigation into the failure of inconel exhaust collector produced by laser consolidation[J]. Engineering Failure Analysis, 2013, 35(26): 397−404.
[11] GU Dongdong, MEINERS W, WISSENBACH K, et al. Laser additive manufacturing of metallic components: materials, processes and mechanisms[J]. International Materials Reviews, 2012, 57(3): 133−164.
[12] LU Yanjin, WU Songquan, GAN Yiling, et al. Investigation on the microstructure, mechanical property and corrosion behavior of the selective laser melted CoCrW alloy for dental application[J]. Material Science and Engineering C, 2015, 49: 517−525.
[13] 宋长辉, 杨永强, 王赟达, 等. CoCrMo合金激光选区熔化成形工艺及其性能研究[J]. 中国激光, 2014, 41(6): 52−59. SONG Changhui, YANG Yongqiang, WANG Yunda, et al. Research on process and property of CoCrMo alloy manufactures by selective laser melting[J]. Chinese Journal of Laser, 2014, 41(6): 52−59.
[14] HEDBERG Y S, QIAN Bin, VIRTANEN S, et al. In vitro biocompatibility of CoCrMo dental alloys fabricated by selective laser melting[J]. Dental Materials Official Publication of the Academy of Dental Material, 2014, 30(5): 525−534.
[15] WU Lin, ZHU Haiting, GAI Xiuying, et al. Evaluation of the mechanical properties and porcelain bond strength of cobalt-chromium dental alloy fabricated by selective laser melting[J]. Journal of Prosthetic Dentistry, 2014, 111(1): 51−55.
[16] ELAHINIAL M, MOGHADDAM N S, AMERINATANZI A, et al. Additive manufacturing of NiTiHf high temperature shape memory alloy[J]. Scripta Materialia, 2018, 145: 90−94.
[17] STAMP R, FOX P, ONEILL W, et al. The development of a scanning strategy for the manufacture of porous biomaterials by selective laser melting[J]. Journal of Materials Science in Medicine, 2009, 20(9): 1839−1848.
[18] XU Wei, BRANDT M, SUN Shoujin, et al. Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition[J]. Acta Materialia, 2015, 85: 74−84.
[19] 王迪. 选区激光熔化成形不锈钢零件特征与工艺研究[D]. 广州: 华南理工大学, 2011: 20−90. WANG Di. Research on process and characteristics of stainless steel parts manufactured by selective laser melting[D]. Guangzhou: South China University of Technology, 2011: 20−90.
[20] QIAN Bin, SAEIDI K, KVETKOVA L, et al. Defects-tolerant Co-Cr-Mo dental alloys prepared by selective laser melting[J]. Dental Materials Official Publication of the Academy of Dental Material, 2015, 31(12): 1435−1444.
[21] CARTER L N, MARTIN C, WITHERS P J, et al. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy[J]. Journal of Alloys & Compounds, 2014, 615(2): 338−347.
[22] LIVERANI E, FORTUNATO A, LEARDINI A, et al. Fabrication of Co-Cr-Mo endoprosthetic ankle devices by means of selective laser melting[J]. Material & Design, 2016, 106: 60−68.
[23] SIMCHI A. Direct laser sintering of metal powders: Mechanism, kinetics and microstructural features[J]. Material Science and Engineering A. 2006, 428(1/2): 148−158.
[24] TAKAICHI A, SUYALATU, JOKO N, et al. Microstructures and mechanical properties of Co-29Cr-6Mo alloy fabricated by selective laser melting process for dental applications[J]. Journal of the Mechanical Behavior of Biomedical Materials, 2013, 21(3): 67−76.
[25] KRAKHMALEV P, YADROITSEV I. Microstructure and properties of intermetallic composite coatings fabricated by selective laser melting of Ti–SiC powder mixtures[J]. Intermetallics, 2014, 46(3): 147–155.
[26] DAS S. Physical aspects of process control in selective laser sintering of metals[J]. Advanced Engineering Materials, 2003, 5(10): 701−711.
[27] BARUCCA G, SANTECCHIA E, MAJNI G, et al. Structural characterization of biomedical Co-Cr-Mo components produced by direct metal laser sintering[J]. Materials Science & Engineering C, 2015, 48: 263−269.
[28] MORI M, SATO N, YAMANAKA K, et al. Development of microstructure and mechanical properties during annealing of a cold-swaged Co-Cr-Mo alloy rod[J]. Journal of the Mechanical Behavior of Biomedical Materials, 2016, 64: 187−198.
[29] NISHIYAMA Z. Martensitic Transformation[M]. New York: Academic Press, 1978: 467.
[30] HIROMOTO S, ONODARA E, CHIBA A, et al. Microstrcture and corrosion behaviour in biological environments of the new forged low-Ni Co-Cr-Mo alloys[J]. Biomaterials, 2005, 26(24): 4912−4923.
[31] MENGUCCI P, BARUCCA G, GATTO A, et al. Effects of thermal treatments on microstructure and mechanical properties of a Co-Cr-Mo-W biomedical alloy produced by laser sintering[J]. Journal of the Mechanical Behavior of Biomedical Materials, 2016, 60(3): 106−117.
[32] WANG Y M, VOISIN T, MCKEOWN J T, et al. Additively manufactured hierarchical stainless steels with high strength and ductility[J]. Nature Materials, 2017, 17(1): 63−70.
Effects of processing parameters on microstructure and mechanical properties of Co-25Cr-5Mo-5W alloys by selective laser melting
HUANG Zonglian1, 3, WANG Bo1, LIU Fei1, MA Qing2, LIU Shaojun1, 3
(1. Shenzhen Research Institute, Central South University, Shenzhen 518057, China; 2. Shenzhen Institute of Tsinghua University, Shenzhen 518057, China; 3. Powder Metallurgy Research Institute, Central South University, Changsha 410083, China)
Co-25Cr-5Mo-5W alloy; selective laser melting; process parameters; mechanical properties; microstructure
TG142.7
A
1673-0224(2018)06-582-09
深圳市科技创新委员会技术攻关项目(JSGG201704140321069)
2018−03−16;
2018−05−10
刘绍军,研究员,博士。电话:13974953502;E-mail: liumatthew@csu.edu.cn
(编辑 高海燕)
猜你喜欢
山东陶瓷(2021年5期)2022-01-17 02:35:46
云南化工(2021年11期)2022-01-12 06:06:14
陶瓷学报(2021年1期)2021-04-13 01:33:08
模具制造(2019年4期)2019-12-29 05:18:58
山东冶金(2019年5期)2019-11-16 09:09:08
山东冶金(2019年3期)2019-07-10 00:54:00
制造技术与机床(2018年9期)2018-09-19 06:48:36
中成药(2018年1期)2018-02-02 07:20:14
滇池(2017年5期)2017-05-19 03:23:19
焊接(2015年9期)2015-07-18 11:03:53