SEBS弹性体增韧改性PE-HD/PS共混物及其相容性研究
2018-12-28 06:57张博文刘喜军付祥明马祥冉
中国塑料 2018年12期
张博文,刘喜军,2*,付祥明,马祥冉
(1.齐齐哈尔大学材料科学与工程学院,黑龙江 齐齐哈尔 161006; 2.黑龙江省教育厅复合改性材料重点实验室,黑龙江 齐齐哈尔 161006)
0 前言
PE-HD和PS作为通用塑料广泛应用于各个领域[1]。PE-HD具有较好的韧性、耐溶剂性及低温性能,但刚性较差。与PE-HD相反,PS具有良好的刚性和热塑性能,但耐环境应力开裂性和耐溶剂性较差,低温脆性较大,其应用受到一定限制[2]。PE-HD和PS是两种互不相容的聚合物,通过简单的机械共混很难得到理想的共混物,因此需要对PE-HD/PS共混体系进行改性。简便易行的方法是引入第三组份以提高共混物的相容性,即增容剂(相容剂),对于PE-HD/PS共混体系,常用的相容剂主要有接枝共聚物和嵌段共聚物[3-5]。本文采用SEBS弹性体通过熔融共混技术对PE-HD/PS共混物进行增韧改性,并对改性后三元共混体系的相容性进行研究[6]。
1 实验部分
1.1 主要原料
PE-HD,5000S,中国石油大庆石化公司;
PS,GPPS-123,上海赛科石油化工有限责任公司;
1.2 主要设备及仪器
哈克转矩流变仪,Polylab OS,美国赛默飞世尔公司;
塑料破碎机,WSGP400,文穗塑料机械制造有限公司;
注塑机,SSF38-K5,宁波圣特龙机械制造有限公司;
冲击试验机,GT-7045-MDC,台湾高铁检测仪器公司;
扫描电子显微镜(SEM),S-3400,日本日立电子公司;
旋转流变仪,DHR-2,美国TA公司;
热重分析仪(TG),STA499 F3,德国耐驰仪器公司;
差示扫描量热仪(DSC),DSC204F1,德国耐驰仪器公司。
1.3 样品制备
首先固定PE-HD与PS质量比为80∶20,再分别加入0、2 %、4 %、6 %、8 %、10 %、15 %、20 %的SEBS混合均匀,然后将混合物投入哈克转矩流变仪混炼室进行混炼,控制混炼温度为180 ℃、混炼速率为50 r/min、混炼时间为8 min,混炼好的共混物经冷却、破碎后采用注塑型机制成标准测试样条,注塑机机筒各段温度依次为190、195、200 ℃。
1.4 性能测试与结构表征
加工性能分析:称取40 g混合料投入哈克转矩流变仪混炼室,在180 ℃、50 r/min条件下混炼8 min,得到PE-HD/PS/SEBS共混物的扭矩-时间曲线;
动态流变性能测试:将试样置于旋转流变仪样品台上,实验频率扫描范围0.01~100 rad/s,应变幅度2 %,测试温度210 ℃;
冲击性能测试:按GB/T 1043—2008测试共混物的悬臂梁缺口冲击强度,试样尺寸为80 mm×10 mm×4 mm,V形缺口,缺口底部半径为(0.25±0.05)mm,冲击摆锤能量5.5 J;
SEM分析:观察共混物低温脆断面、刻蚀低温脆断面和冲击断面的形貌,采用丁酮作为刻蚀剂,断面经喷金处理后用于观察,实验加速电压为10 kV;
TG分析:称取5~10 mg试样放置于氧化铝坩埚中,在N2气氛下,以10 ℃/min从室温升到600 ℃,观察其热失重情况,记录TG、DTG曲线;
DSC分析:称取5~10 mg试样放置于氧化铝坩埚中,在N2气氛下,以20 ℃/min快速升温至200 ℃,恒温5 min以消除试样热历史,然后自然降温至40 ℃,最后以10 ℃/min升温至200 ℃,记录共混物的DSC曲线。
2 结果与讨论
2.1 SEBS对PE-HD/PS共混物扭矩-时间曲线的影响
从图1可以看出,混合料刚加入混炼室时,颗粒间的摩擦以静摩擦力为主,对转子的作用力很大,导致扭矩上升并出现装载峰;随后颗粒间产生滑移,进入动摩擦过程,混合料温度上升、受热软化,空气逐渐被排除,导致扭矩逐渐下降;最后混合料颗粒逐渐熔融、混合均匀,扭矩趋于平衡。
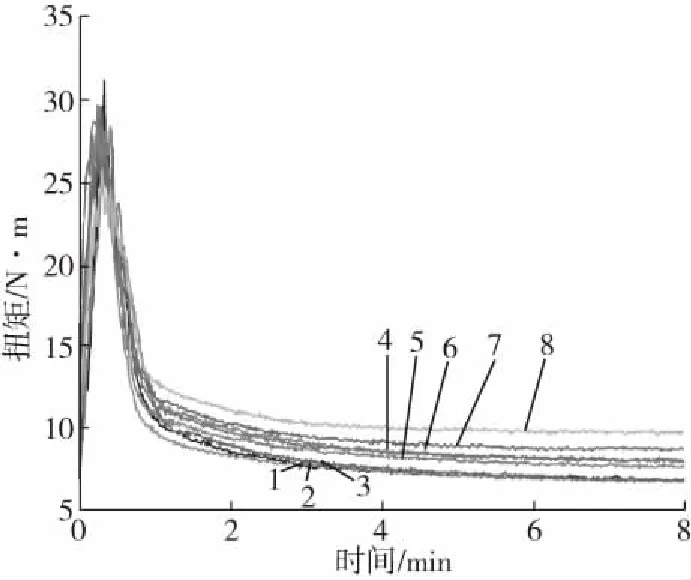
SEBS含量/%:1—0 2—2 3—4 4—65—8 6—10 7—15 8—20图1 PE-HD/PS/SEBS共混物的扭矩-时间关系曲线Fig.1 Torque-time relationship curves of PE-HD/PS/SEBS blends
PE-HD/PS/SEBS共混物的装载峰随SEBS含量的增加而降低,扭矩平衡时间和平衡扭矩却随SEBS含量的增加而增加。SEBS为粉末状物料,可以填充到PE-HD和PS颗粒之间的空隙中,由于其固有的弹性特征,在一定程度上起到了润滑作用,使得共混物的装载峰降低。另外,SEBS为橡胶弹性体,其引入有利于PE-HD、PS颗粒间的压缩和变形阻力的降低。随着SEBS含量的增加,SEBS的高黏度导致共混体系黏度增加,平衡扭矩随之上升。从图1不难发现,不同SEBS含量的PE-HD/PS/SEBS共混物扭矩-时间曲线形状基本相同,没有出现塑化峰,因为混炼是在180 ℃下进行,而PE-HD熔点在135 ℃左右,PE-HD快速熔化可能导致塑化峰出现太早而被装载峰掩盖;另外,实验结果证明混炼过程中体系并未发生化学交联反应[7-8]。随着相容剂SEBS添加量的增加,共混物的扭矩平衡时间开始逐渐缩短、随后逐渐增大,平衡扭矩却持续增加,当相容剂SEBS添加量大于10 %后,共混物的平衡扭矩明显增大,意味着共混物加工越来越困难。因此,当PE-HD∶PS=80∶20时,相容剂SEBS的添加量在8 %~10 %范围,对PE-HD/PS/SEBS共混物的加工最为有利。
2.2 PE-HD/PS/SEBS共混物的形态结构
2.2.1 低温脆断面形貌
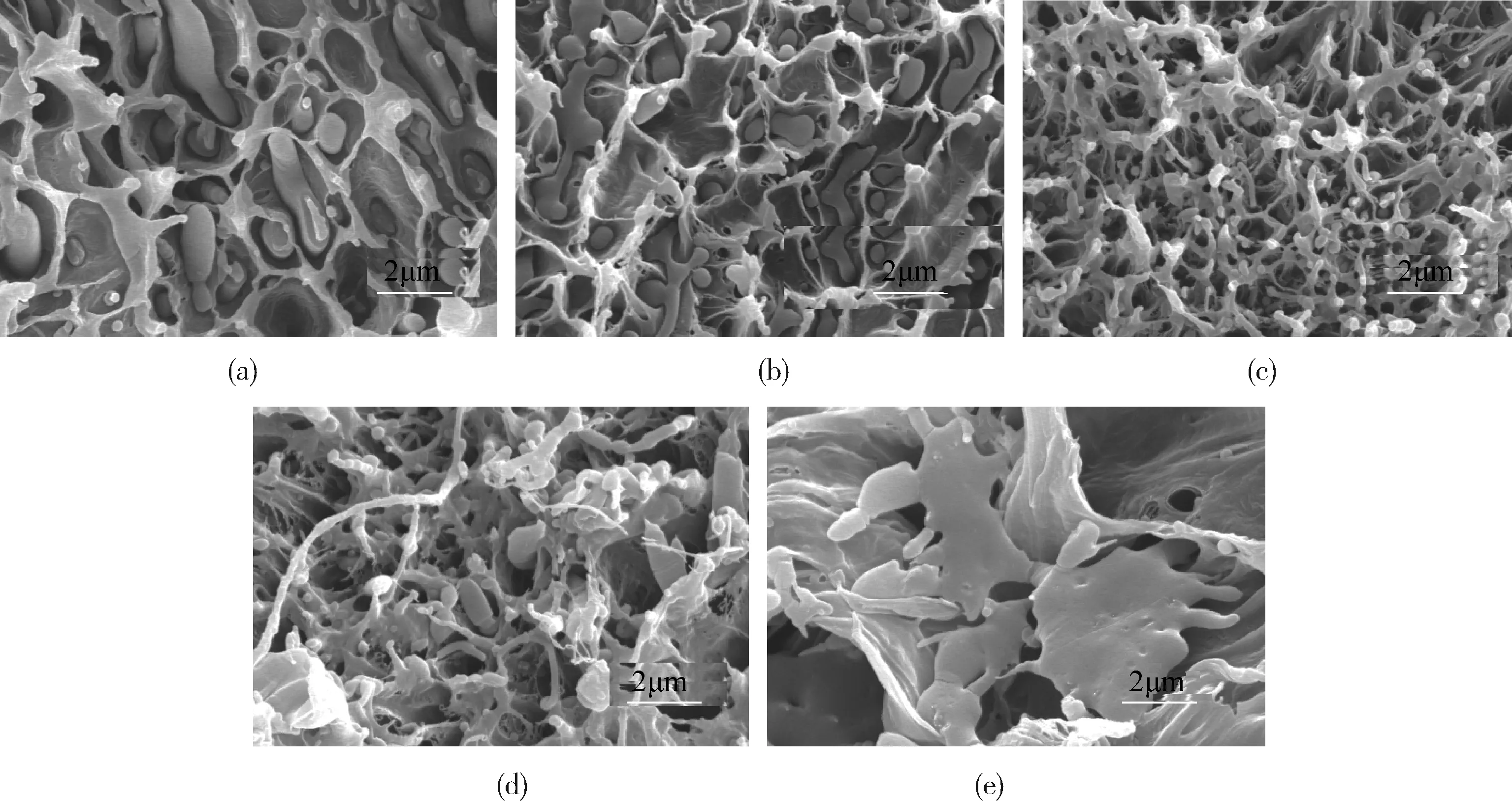
PE-HD/PS二元共混物呈现明显的相分离状态,如图2(a)所示。分散相PS域尺寸较大、分布较宽,在PE-HD基体中分布不均匀,并且有些分散相PS已从PE-HD基体中脱出。表明PE-HD和PS界面结合弱、相容性差[9][10]82,SEBS的引入提高了PE-HD/PS共混物相容性、降低相分离程度,如图2(b)~(e)所示。这缘于SEBS中S链段和EB链段能够选择性地渗透到PE-HD和PS相以提供共混体系良好的界面粘性,并且增容剂会抑制分散相聚结,通过稳定相界面和降低界面张力来实现增容作用[11-12]。随着SEBS添加量增加,分散相PS域尺寸减少、分布变窄,分散相PS从PE-HD基体中脱出现象基本消失。
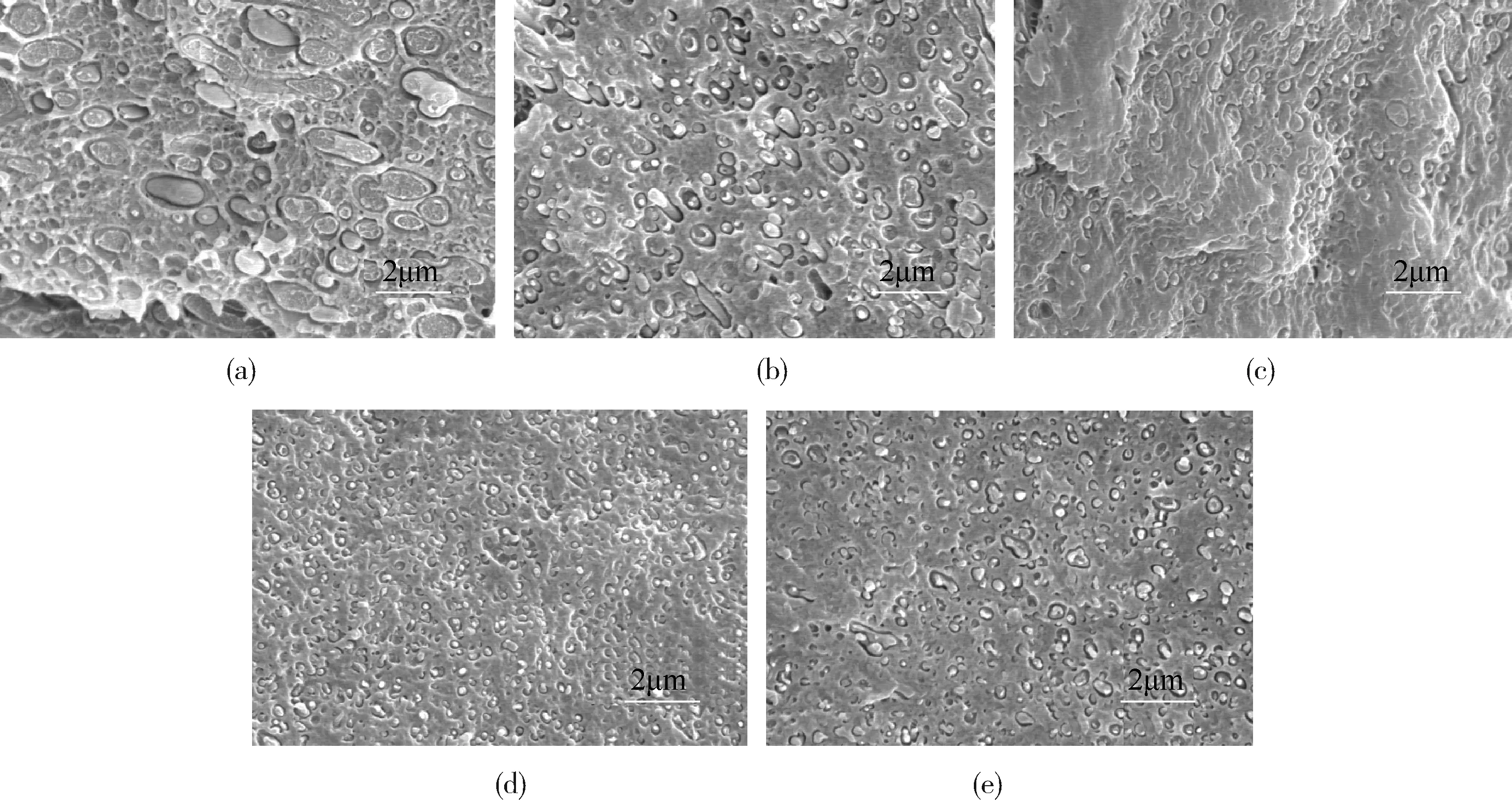
SEBS含量/%:(a)0 (b)4 (c)8 (d)10 (e)15图2 PE-HD/PS/SEBS共混物的脆断面SEM照片Fig.2 SEM images of brittle fracture section of PE-HD/PS/SEBS blends
2.2.2 刻蚀低温脆断面形貌
由图3可以看出,共混物低温脆断面经过刻蚀后,脆断面出现许多孔洞,这些孔洞是分散相PS被刻蚀除去留下的,说明PS确实以分散相形式存在于PE-HD基体中,形成“海-岛”结构。观察图3(a)~(c)不难发现,随着SEBS添加量逐渐增加,分散相PS被刻蚀除去留下的孔洞逐渐减小,孔洞从不规则逐渐变成规则的圆形。当SEBS添加量超过8 %后,孔洞又开始变得不规则,并且孔洞数量逐渐增多,如图3(d)~(e)所示。说明PE-HD与PS两相界面结合力又开始逐渐减弱、相容性又开始逐渐变差[13]。因此,相容剂SEBS添加量为8 %时,PE-HD/PS共混体系的相容性最好。
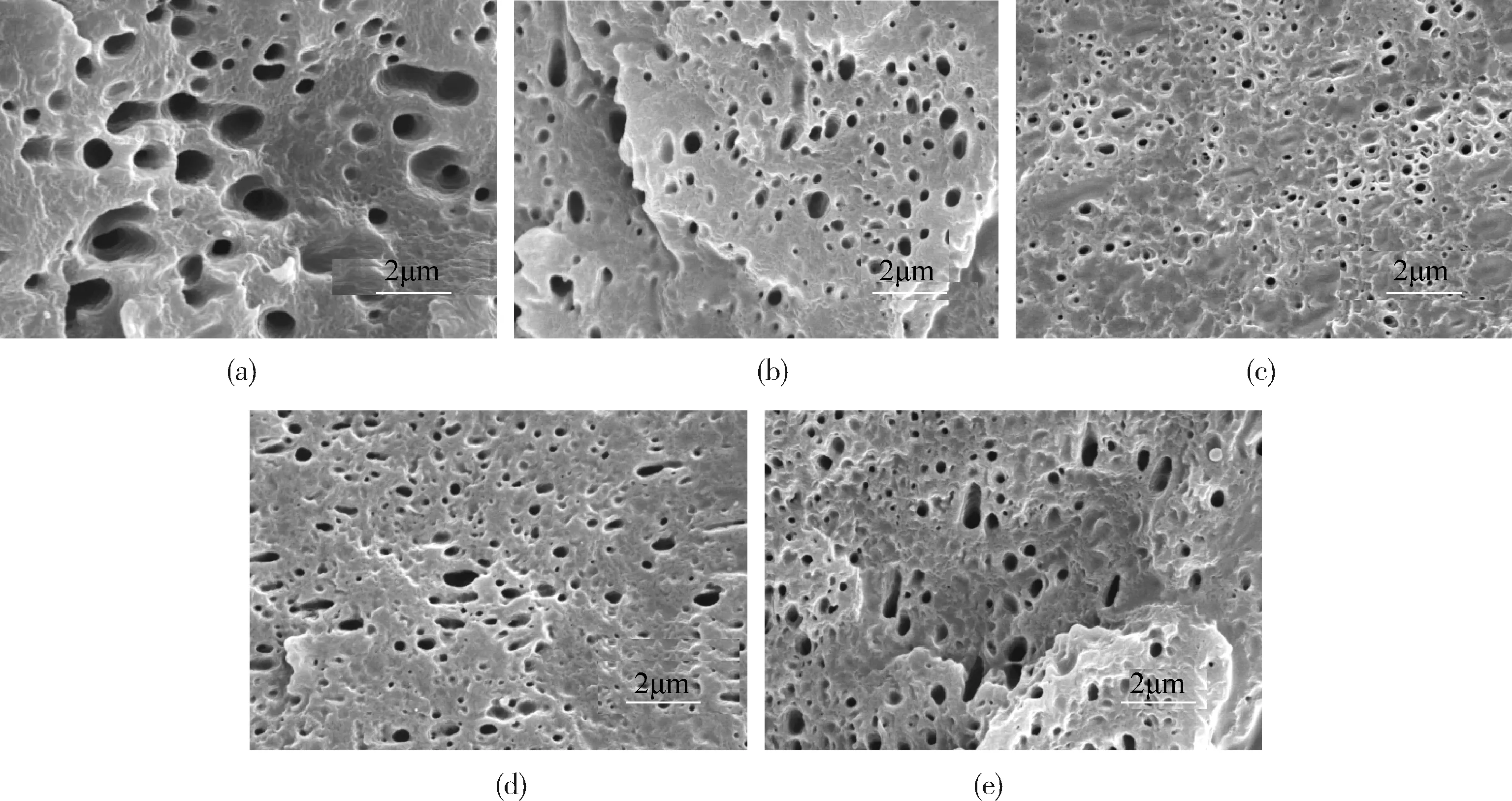
SEBS含量/%:(a)0 (b)4 (c)8 (d)10 (e)15图3 PE-HD/PS/SEBS共混物的刻蚀脆断面SEM照片Fig.3 SEM images of etched brittle fracture section of PE-HD/PS/SEBS blends
SEBS含量/%:(a)0 (b)4 (c)8 (d)10 (e)15图4 PE-HD/PS/SEBS共混物的冲击断面SEM照片Fig.4 SEM images of impact fracture section of PE-HD/PS/SEBS blends
2.2.3 冲击断面形貌
不添加相容剂SEBS时,共混体系中分散相PS尺寸较大,有少量分散相PS从PE-HD基体中脱离,并伴有轻微的基体PE-HD拉丝现象(如图4所示)。随着SEBS含量的增加,分散相PS尺寸逐渐减小;当SEBS添加量为8 %时,分散相PS尺寸最小;当SEBS添加量超过8 %后,分散相PS尺寸又开始增大,这是SEBS添加量过多导致其发生团聚造成的,同时致使共混体系的相容性降低。这与前文分析结果是一致的。连续相PE-HD的拉丝现象随着SEBS添加量逐渐加大而越发明显,这与SEBS为弹性体以及分散相PS诱发的连续相剪切形变有关,分散相PS尺寸减小使得诱发效率显著提高,这是共混物韧性增加的主要原因[14-15]。通过添加相容剂SEBS,PE-HD/PS共混物的相分离程度降低,SEBS增加了共混体系的相容性
2.3 PE-HD/PS/SEBS共混物的流变性能
2.3.1 复数黏度
从图5中可以看出,PE-HD/PS/SEBS共混物的复数黏度随频率增大先缓慢下降,达到一定频率后开始急速下降,呈现出明显的剪切变稀行为,属于典型的假塑性流体。在低剪切频率下,PE-HD/PS/SEBS共混物的复数黏度均高于PE-HD/PS共混物,随着SEBS添加量的提高黏度逐渐升高,并且随着剪切频率的增加,PE-HD/PS/SEBS共混物的复数黏度缓慢下降。在高剪切频率下,PE-HD/PS/SEBS共混物的黏度和PE-HD/PS共混物十分接近,二者复数黏度下降趋势也基本相同。因为SEBS作为增容剂引入后增加了分子链间的缠结程度,提高了低剪切频率下共混物的复数黏度;而在高剪切频率下,分子链运动滞后于频率变化,共混物表现出线性分子链特征,黏度急剧下降[16-20]。

SEBS含量/%:■—0 ●—4 ▲—8 ▼—10 ◆—15图5 PE-HD/PS/SEBS共混物复数黏度对频率的依赖性Fig.5 Dependence of complex viscosity of PE-HD/PS/SEBS blends on frequency

SEBS含量/%:■—0 ●—4 ▲—8 ▼—10 ◆—15图6 PE-HD/PS/SEBS共混物储能模量对频率的依赖性Fig.6 Dependence of storage modulus of PE-HD/PS/SEBS blends on frequency
2.3.2 储能模量
如图6所示,PE-HD/PS/SEBS共混物的储能模量在低剪切频率下,随着SEBS含量的增加逐渐增加,显示SEBS的加入对共混物储能模量有很大影响;而剪切频率进一步升高,SEBS对共混物储能模量的变化影响不大。这主要是由于PE-HD为线性高分子,分子链弛豫时间短,PS虽然也属于线形聚合物,但由于苯环间的π-π相互作用,使分子链间缠结作用高于PE-HD,同时SEBS的加入在一定程度上增加了PE-HD和PS分子链间的链缠结。使共混物在低剪切频率下,分子链运动受剪切力影响,分子链取向,产生应变硬化现象,储能模量增加。随着剪切频率的增大,分子链运动滞后于频率变化,使PE-HD/PS/SEBS共混物的储能模量与线性高分子表现出相同的趋势[21-24]。
此外,从图6可以看出,随着频率的增加曲线出现拐点,随着SEBS含量的增加,共混体系的相分离频率呈先增大后减小趋势,当SEBS含量为8 %时,临界剪切频率最大[25]。结合SEM分析结果,当SEBS含量为8 %时,共混体系的相容性最好,分散相的尺寸达到最小,共混物更趋近于均相体系,因此,在流变曲线上表现出形同规律。
2.3.3 损耗模量
损耗模量同储能模量一样反映了共混体系内部分子运动、相态变化情况。PE-HD/PS/SEBS共混物的损耗模量与储能模量表现出相同的规律,即在相容剂SEBS添加量为8 %时,临界剪切频率最高。综合复数黏度、储能模量和损耗模量等流变数据证明SEBS对共混体系有明显的增容作用。
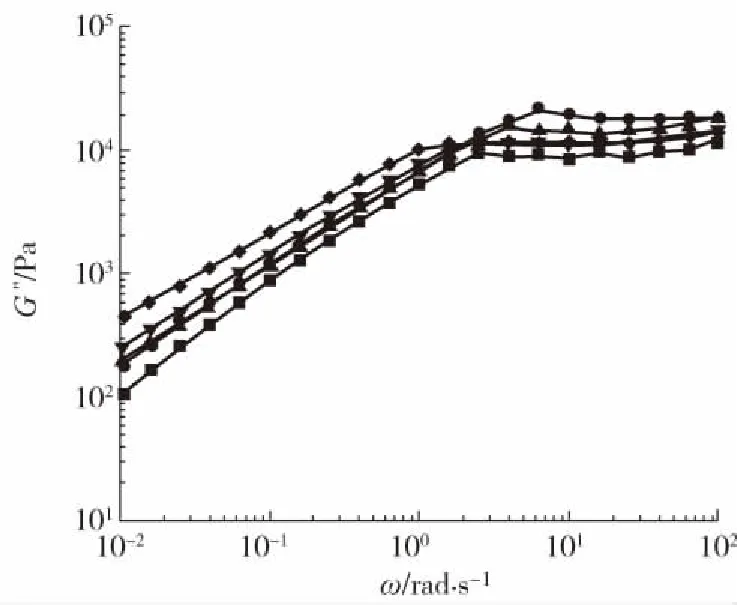
SEBS含量/%:■—0 ●—4 ▲—8 ▼—10 ◆—15图7 PE-HD/PS/SEBS共混物损耗模量对频率的依赖性Fig.7 Dependence of loss modulus of PE-HD/PS/SEBS blends on frequency
2.4 PE-HD/PS/SEBS共混物的冲击强度
PE-HD的冲击强度为21.86 kJ/m2,PS的冲击强度为4.25 kJ/m2,PE-HD/PS共混物的冲击强度为4.42 kJ/m2(如表1所示),PE-HD/PS共混物界面相互作用较弱,导致其冲击韧性不佳,与纯PS相差不多。通过添加相容剂SEBS,共混物的冲击强度得到改善,当SEBS添加量达到20 %时,共混物的冲击强度达到最大值55.71 kJ/m2,较PE-HD/PS共混物提高了12倍以上。
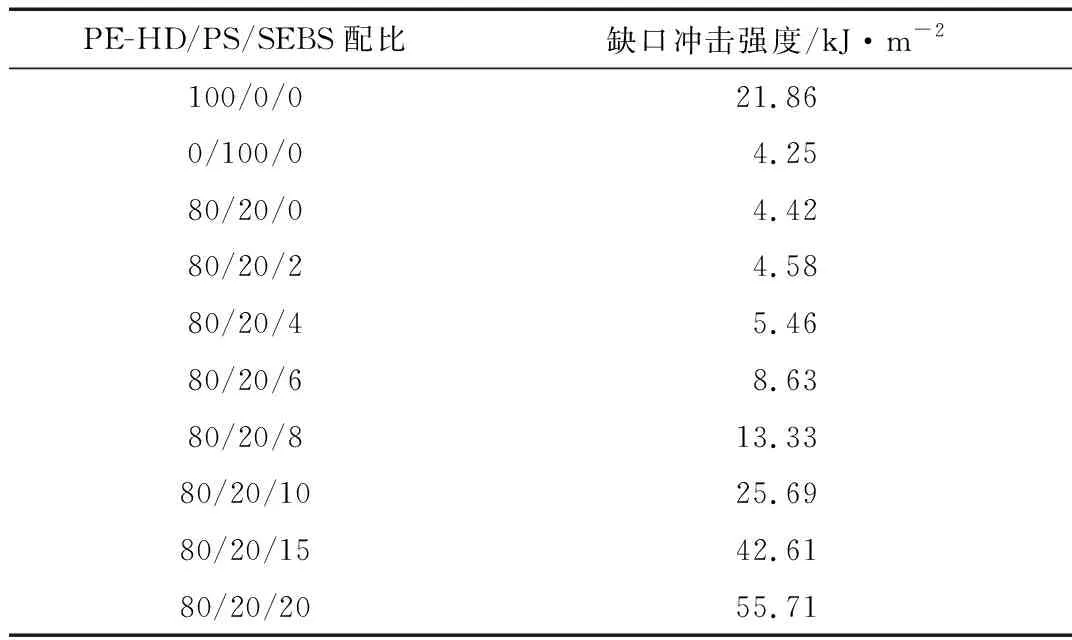
表1 PE-HD/PS/SEBS共混物的冲击强度Tab.1 Notched impact strength of PE-HD/PS/SEBS blends
共混物冲击强度的增加源于SEBS与PE-HD、PS的相互作用,SEBS中EB嵌段与非晶态PP相容, S嵌段与PS相容,SEBS的存在加强了PE-HD与PS之间的界面连接,致使冲击能量能够在各相之间顺利传递。另外,SEBS自身也能分散冲击能量,因此需要更多的冲击能量才能让共混物试样断裂,这意味着共混物已从坚硬材料转变为坚韧材料。SEBS在共混物中起到双重作用:一方面在PE-HD基体中形成一个独立相, 起到增塑剂作用;另一方面在PE-HD/PS共混物界面间起到相容剂作用[10]86。
2.5 PE-HD/PS/SEBS共混物的耐热性
从图8可以看出,PS的初始分解温度(Ti)为300 ℃、最大分解温度(Tmax)为415 ℃、最终分解温度(Tf)为445 ℃;PE-HD的Ti为425 ℃、Tmax为480 ℃、Tf为510 ℃;PE-HD/PS/SEBS共混物的Ti为390 ℃、Tf为500 ℃,在420 ℃左右出现一个PS的热分解峰,在470 ℃左右出现一个PE-HD的热分解峰。可以看出共混物的分解温度介于PE-HD和PS之间,PS的加入略微降低了PE-HD的热稳定性,但对PE-HD的应用并无影响。SEBS的加入没有出现单独的热分解峰,而且添加量对共混物的分解温度也没有明显的影响[10]91,原因可能是SEBS分解时的吸热峰被PE-HD、PS掩盖所致。
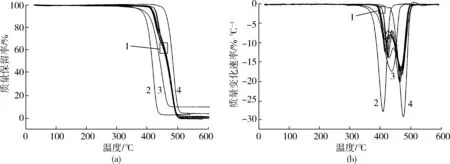
1—PE-HD/PS/SEBS共混物 2—PS 3—SEBS 4—PE-HD(a)TG曲线 (b)DTG曲线图8 不同样品的TG和DTG曲线Fig.8 TG and DTG curves of different samples

PE-HD∶PS∶SEBS配比:1—100∶0∶0 2—80∶20∶03—80∶20∶2 4—80∶20∶4 5—80∶20∶6 6—80∶20∶87—80∶20∶10 8—80∶20∶15 9—80∶20∶20 10—0∶0∶100图9 PE-HD/PS/SEBS共混物的DSC曲线Fig.9 DSC curves of PE-HD/PS/SEBS blends
2.6 PE-HD/PS/SEBS共混物的相转变
从图9可以看出,PS的玻璃化转变温度在93.5 ℃,除纯PS外其他试样都存在熔融吸热峰,纯PE-HD的熔点在135 ℃。PE-HD/PS/SEBS共混物中PE-HD相的熔点在133 ℃,SEBS的引入对共混物中PE-HD相的熔点影响不大,随着SEBS添加量的增加,PE-HD相的熔点稍有降低。
3 结论
(1)SEBS的加入能明显提高PE-HD/PS共混体系的相容性,冲击强度大幅度提高,当SEBS含量为20 %时,冲击强度较PE-HD/PS共混物提高了12倍以上;
(2)当SEBS含量达到8 %时,分散相尺寸最小,相分离程度最低,临界剪切频率最高,增容效果最好;
(3)随着SEBS含量的增加,PE-HD/PS/SEBS共混物中PE-HD相熔点略有下降,但热分解温度几乎不受影响。
猜你喜欢
科学技术创新(2022年25期)2022-09-14
煤气与热力(2021年6期)2021-07-28
煤气与热力(2021年4期)2021-06-09
装备制造技术(2020年2期)2020-12-14
山东交通科技(2020年1期)2020-07-24
山西建筑(2020年11期)2020-06-04
通信电源技术(2018年3期)2018-06-26
能源(2017年12期)2018-01-31
凿岩机械气动工具(2017年3期)2017-11-22
中国机械工程(2015年13期)2015-12-16