
CFRP/钛合金叠层材料制孔技术的现状与展望
2018-12-27 07:38焦锋王东
宇航材料工艺 2018年6期
焦 锋 王 东
(河南理工大学机械与动力工程学院,焦作 454000)
文 摘 综述了近年来国内外对CFRP/钛合金叠层材料制孔技术的研究进展,重点介绍了传统方法钻削CFRP/钛合金叠层材料过程中轴向力和扭矩、钻削温度的测量方法,轴向力和扭矩的变化规律,以及刀具磨损、加工损伤与钻削工艺的关系;对螺旋铣孔、低频振动钻孔和超声辅助振动钻孔的实现方法、运动特点和加工质量进行了分析总结,并对CFRP/钛合金叠层材料制孔技术的应用和研究动向进行了探讨。
0 引言
在现代航空工业广泛使用的叠层材料中,CFRP/钛合金叠层材料最为常见。CFRP与钛合金以叠层方式进行组合的最大优点是提高了整体强度而且降低了整体质量,其强度高达830 MPa而密度大约只有4 g/cm3,CFRP/钛合金叠层比CFRP/铝合金叠层在降低电化腐蚀和比强度方面也具有优势。螺栓连接具有牢固可靠、容易装配和检查方便等优点,故CFRP和钛合金板材多以螺栓连接的方式进行装配,在二者的贴合表面上可以涂黏合剂,也可以不用任何黏合剂。为实现螺栓连接,需要钻削大量的通孔,为减小孔的位置误差和孔的尺寸公差,在实际生产中,一般是将CFRP和钛合金板材叠放在一起进行钻孔。尽管这种方法有一定的优点,但因CFRP与钛合金材料的物理和力学性能差别很大,给钻削加工带来一定难度。CFRP是各向异性材料,其聚合物基体材料和碳纤维的物理和力学性能差别也很大,碳纤维具有弹-脆性和较弱的热传导性,而聚合物基体材料具有塑性,钛合金是金属材料,其热传导性和弹性模量较低,而耐化学腐蚀性较高,这些特性导致钻削CFRP时严重的磨粒磨损、刃口碎裂,以及钻削钛合金时严重的粘着、剧烈的后刀面磨损和刀具的过早钝化[1-7]。
在钻削过程中,从CFRP钻削到钛合金或从钛合金钻削到CFRP的交界面时,钻头同时切削物理和力学性能完全不同的两种材料,与切削单一材料有很大区别,材料及其性能的不连续增加了对刀具刃型及切削用量选择的难度。钻削CFRP/钛合金叠层材料时产生的缺陷,主要有纤维分层、基体老化、纤维拔断和出口毛刺等,严重时会导致大量的工件报废,加上刀具的剧烈磨损使其寿命变短,增加了钻削CFRP/钛合金叠层材料的成本和降低了生产效率[8-12]。
CFRP/钛合金叠层材料的组装件已经使用多年,但对钻削机理的理论和实验研究仍在继续,并不断取得新成果[13-18]。同时,也出现了适宜于CFRP/钛合金叠层材料制孔的新技术[19-20]。目前,对CFRP或钛合金,或CFRP/钛合金叠层复合材料钻孔技术进行综述的文章较常见[21-26],而对CFRP/钛合金叠层复合材料的钻削、螺旋铣削和振动辅助钻削等制孔技术进行归纳的文章还较少见。随着制造领域的技术进步,梳理CFRP/钛合金复合材料制孔技术的现有研究成果,提出有助于提高CFRP/钛合金叠层材料制孔质量的策略和方法,对现在和将来的研究工作和在生产中推广应用新技术,都会有所补益。因此,本文在总结传统钻孔的轴向力和扭矩、钻削温度的变化规律,刀具磨损、加工损伤与钻削工艺的关系,以及螺旋铣孔、低频振动钻孔和超声辅助振动钻孔的实现方法的基础上,探讨CFRP/钛合金叠层材料制孔过程中需要解决的技术问题和研究动向。
1 CFRP/钛合金叠层材料的特点
碳纤维的质量轻、比强度和比模量高,当与基体材料结合在一起时,提高了CFRP材料系统的力学和摩擦学特性。纤维层的力学特性取决于纤维的铺设方向,如图1(a)所示,单一方向的坯片在沿着纤维方向及其垂直方向呈现不同的力学特性,沿纤维方向的强度和模量高而垂直于纤维方向的很低,图1(b)所示的编织结构的坯片,在两个互相垂直的方向都具有较高的强度和模量。
使用多层纤维坯片时,通常按不同的角度交叉粘结在一起,图1(c)是一种常用的多层纤维叠层方案。纤维层叠材料整体上呈现多相、各向异性和脆性,可加工性很差,尤其在组装式构件中,必须制造较高精度的孔,以保证良好的装配特性。

图1 纤维层的常用结构[7]Fig.1 Common structures of CFRP
钛合金与CFRP组合能够获得更好的耐腐蚀和抗疲劳特性。钛合金有低温α相(HCP)和高温β相(BCC)两种形态。纯钛大约在882℃时实现同素异性转变,从低温的密排六方晶系α相(HCP)变为高温的体心立方β相(BCC)[3]。钛合金目前被认为是极难加工材料,在CFRP/钛合金组合构件上进行制孔,其切削机理更为复杂。
2 CFRP/钛合金叠层材料的传统钻孔方法研究
CFRP/钛合金叠层材料的可加工性比较差,钻孔过程中出现了许多技术问题,为实现高效、低成本、高质量的钻孔,人们对CFRP/钛合金叠层材料钻孔过程中的轴向力、钻削温度、刀具磨损、切削机理和加工损伤等进行了深入研究。
2.1 钻削力的测量及其变化规律
用测力仪测量钻削力时,测力仪的安装方式有两种,见图2,图2(a)、(b)是最常见的测量轴向力和扭矩的安装方法[27-30]。图2(c)是测力仪的另外一种安装方式,把测力仪安装在主轴上[31],同样可以对轴向力和扭矩进行测量。从作用与反作用的原理看,二者似乎没有差别,但实际上,若存在振动干扰,图2(c)中受扰动的质量较小,故测量误差可能会小些。
轴向力的明显波动发生在CFRP/钛合金叠层材料的交界面附近。在钻削CFRP材料时,力幅值的变化主要受纤维角度的影响,而钻削钛合金时,力幅值的变化则受切屑分离模式和锯齿状切屑的形成过程影响。图3是CFRP切屑形成模式。碳纤维与切削方向的夹角θ不同时,其切屑的形成模式也不同。当θ=0°时,刀具不断地挤压切削层使之与基体分离成脱皮状态而形成切屑;当0°<θ≤90°时,刀具挤压碳纤维使其内部形成垂直于纤维轴线的剪切应力,此剪切应力超过碳纤维强度时,碳纤维断裂,断裂后的碳纤维在前刀面推挤下沿纤维方向滑移,使纤维界面间剪切应力超过基体的剪切强度而与基体分离,从而形成切屑;当90°<θ<180°时,刀具挤压碳纤维使其产生弯曲应力,此弯曲应力超过纤维强度时在刀具底部产生断裂而形成切屑[21,32]。实验证明 CFRP 的切削过程是脆性断裂过程,其切削变形的特点与其他脆性材料基本相同。

图2 钻削力测量方法Fig.2 Measurement for drilling force

图3 CFRP材料切屑形成模式[21,31]Fig.3 Chip formation of CFRP
在钻削CFRP/钛合金交界面时,钛切屑为锯齿形的,这种发生在前刀面上的切屑类型变化对轴向力和扭矩影响明显。图4所示为两种材料交界面附近的切削情况,该区域的切屑形成模式和材料的力学和物理性能都发生重要变化,更易产生损伤和形成缺陷。当钻尖穿过交界面后,钻头受到两种材料作用,切削条件恶化,主切削刃上同时承受CFRP的脆性折断和钛合金的塑性变形过程,在去除材料的过程中要经历热/力耦合作用,在完全钻入钛合金之前,刀具将受到剧烈的力振动和热载荷波动作用,导致刀具-工件系统不稳定。这种现象是导致孔损伤的主要因素之一[21]。在主切削刃完全钻入钛合金后,刀具-工件之间的弹-塑性变形起主导作用,热/力耦合作用下的剪切运动形成连续切屑从刀具前面流出,钻削过程进入新的稳定状态,轴向力、钻削温度和孔表面完整性可获得能够接受的精度。
图5是钻削CFRP/钛合金叠层材料时的轴向力和扭矩随孔深的变化规律[1]。可以看出,钻削过程大致可以分为7个阶段:阶段1为钻尖开始钻入CFRP材料,轴向力和扭矩从0开始渐渐增加;阶段2为钻刃逐渐切入CFRP,轴向力和扭矩随钻头推进而增大;阶段3为钻刃完全钻入CFRP,轴向力和扭矩近似为常数;阶段4为钻尖开始钻削至CFRP与钛合金的交界面,刀具由钻削单一CFRP逐渐变成同时钻削CFRP与钛合金,导致轴向力和扭矩明显增大;阶段5为切削刃逐渐钻入单一钛合金,轴向力和扭矩不断增加,轴向力最终达到最大值;阶段6为切削刃完全钻入单一钛合金,轴向力基本不变,而扭矩达到最大值;阶段7为切削刃逐渐钻出钛合金,轴向力逐渐减小至0,但扭矩不为0,因为钻头与孔壁之间存在摩擦,主要取决于材料的弹性回弹特性。

图4 钻削CFRP/钛合金交界面[21]Fig.4 Interface zone of CFRP/Ti

图5 钻削力随孔深的变化规律[1]Fig.5 Change rule of drilling force
2.2 钻削温度的测量及其变化规律
用嵌入式热电偶法测量钻削温度时,热电偶的安装方法见图6(a)和(b),其中图6(a)只能测量工件上若干个点的钻削温度,且各点的温度随着钻削深度的变化而变化,图6(b)本质上是测量切削刃上的温度,也是随着钻削深度变化而变化的,其变化规律反映了钻头的温升特征,并不是工件的温度变化规律。图6(c)是用箔片热电偶测量钻削温度的原理,需要通过箔片的显微硬度或热敏图像进行温度测量。图6(d)是一种非接触测量钻削温度的原理,在工件中嵌入光导纤维来测量切削刃上的温度。

图6 钻削温度测量方法[32]Fig.6 Measurements of drilling temperature
为了获得温度在工件上的分布规律,可以采用红外热像仪测量钻削温度,见图7(a)。这种钻削温度测量方法不仅可以明确试件上某点的温度,而且可以看到热源及其所引起的温度在试件上的变化规律,这是该方法所具有的突出优点。
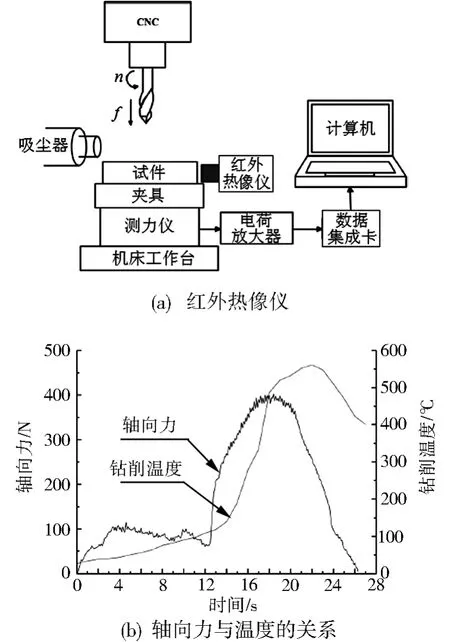
图7 红外热像仪测温原理与温度变化规律[33]Fig.7 Principle and variation law of temperature measurement of thermal infrared images
钻削温度是影响CFRP材料的制孔质量的重要因素之一。CFRP的基体树脂是非晶聚合物,当温度达到转换温度(环氧树脂的转换温度一般约200℃)时就会转换成高弹性态,使其与碳纤维的粘结力降低,CFRP的整体力学性能下降。碳纤维的硬颗粒使刀具磨损,产生大量的切削热和摩擦热,引起钻削温度迅速升高,会导致碳纤维与基体分离,产生孔表面裂纹、碳纤维拔出和孔壁树脂凹坑等缺陷。因此要严格控制钻削温度。WANG Ben等[33]研究了钻削CFRP/Ti叠层材料时的轴向力和温度变化特点,见图7(b)。显然钻削温度与轴向力存在一定的相关性。
2.3 刀具磨损、切削机理和加工损伤
刀具材料和切削用量不同时,刀具磨损是不同的。在CFRP/钛合金叠层材料钻孔过程中,刀具既有CFRP中的碳纤维硬颗粒造成的磨粒磨损,又有钛合金粘结造成的磨损,还有切屑与刀具之间的摩擦产生的磨损,整个磨损机理比较复杂。对不同刀具材料(包括涂层材料)的磨损情况,已有不少研究成果[29,33-36]。不论使用哪种材料,目前公认的刀具磨损模式主要有磨粒磨损、刃口钝化(崩刃)、后刀面磨损和粘着磨损。刀具材料不同,适宜的切削用量也不同。钻削试验表明,在相同的切削条件下,不论是否具有AlTiN涂层,碳化钨(WC)刀具钻削单一材料(CFRP或钛合金)时,刀具的磨损主要为刃口钝化和后刀面磨损,且出现在横刃转点和外缘转点附近;钻削CFRP/钛合金叠层材料时刀具寿命会有所提高,说明CFRP的硬颗粒切屑对刀具有一定的自锐作用[29]。BAM涂层硬质合金刀具适合以比无涂层时较高的切削速度切削CFRP/钛合金叠层材料[34],碳化钨(WC)刀具切削钛合金时会在整个刀刃上出现严重的钛粘附现象,多晶金刚石(PCD)刀具在切削钛合金时,没有明显的钛粘附但有显著的崩刃磨损,相应的轴向力、扭矩和钻削温度都比切削CFRP时明显增加[36]。机夹式PCD刀具耐磨性好,对碳纤维与切削方向的夹角θ不同时的CFRP/钛合金叠层材料进行直角切削试验表明,在切削钛合金时,有严重的月牙槽磨损和轻微的后刀面磨损,在切削CFRP材料时,月牙槽磨损宽度会随夹角θ增大而增大[37]。
切屑的形成和流动过程、材料去除模式等切削机理问题,对刀具磨损和已加工表面的质量都有重要影响。通过对切削实验的分析,XU[37]认为切屑的形成取决于夹角θ,见图8。当θ=0°时,刀具的挤压力使纤维向上弯曲,并与基体在界面处分离,纤维与前刀面的实际接触长度明显大于公称切削深度,随着刀具的向前运动,纤维脆性断裂形成粉末状切屑;当θ=45°时,刀具对未切断纤维的剪切作用,使纤维在切削平面下边断裂,并在刀尖附近与基体界面脱胶剥离,形成切屑,纤维与前刀面的接触长度大约等于公称切削深度;当θ=90°时,刀具对纤维施加强烈的挤压和弯曲作用,导致层间分离,当应力对于纤维强度时,纤维在已加工表面下部断裂,形成切屑,纤维与前刀面的接触长度大于公称切削深度。XU[38-39]将单根纤维视作悬臂梁,将刀具与纤维的接触视为两圆柱的接触,且符合赫兹接触规律,建立挠曲线方程和力学模型,在刀具对纤维的作用力使纤维的拉应力超过其拉伸强度时,纤维断裂,形成切屑。这些分析对CFRP/钛合金叠层材料钻孔过程中出现的加工损伤和刀具磨损现象,都在一定程度上能够进行解释。
CFRP/钛合金叠层材料的加工损伤,主要从已加工表面的粗糙度、分层、进出口毛刺、孔的尺寸精度和几何精度等几方面进行研究。CFRP部分的表面粗糙度Ra为3.2 μm,钛合金部分的表面粗糙度Ra为1.6 μm,直径公差不大于30 μm。当按照钛合金→CFRP的顺序进行切削时,孔的表面粗糙度比按照CFRP→钛合金的顺序进行切削时要低些,说明钛合金切屑排出时确实会划伤CFRP部分的已加工表面。进给量的增大对孔表面粗糙度有显著影响,而切削速度对表面粗糙度的影响不明显。所以,用较低的进给量和适当的切削速度,按照钛合金→CFRP的顺序进行切削可以获得较低的表面粗糙度。由于CFRP与钛合金的线胀系数差别很大,要获得一致性好的孔径是很困难的。按照CFRP→钛合金的顺序进行切削时,无论是CFRP还是钛合金,其孔径都比公称值大,而按照钛合金→CFRP的顺序进行切削时,孔径时大时小,与切削用量密切相关,但其值都更接近公称值。进给量增大会使孔的圆度误差增大,而切削速度对孔的圆度误差的影响规律不明显[40]。

图8 切屑形成模式[37]Fig.8 Chip formation modes
3 CFRP/钛合金叠层材料的螺旋铣孔研究进展
螺旋铣削是一种典型的同时具有周向进给和轴向进给的间断切削方法,利用铣刀沿圆柱螺旋线轨迹进刀的方式实现孔加工,基本加工原理见图9。刀具中心不与所加工孔的中心重合,属偏心加工过程。采用螺旋铣削不仅可用同一把刀具进行不同孔径的制孔和扩孔,而且可以铣削孔的端面,从而缩短换刀时间,同时提高加工效率和设备的柔性,大大减少存刀数量和种类,降低加工成本。由于是断续切削过程,刀具散热条件好,可降低因温度累积而造成的刀具磨损。整个铣削过程中可采用微量润滑甚至空冷方式实现冷却。刀具直径比孔小,排屑顺利,有利于降低孔表面的粗糙度值。铣削力较小,有利于减小或避免孔口产生毛刺或分层等缺陷。文献[41]归纳了螺旋铣孔的运动学、切削力、切削温度、刀具磨损和寿命、孔的质量等一系列技术问题和研究现状,指出以上各个方面还存在一些亟待解决的问题。文献[42-43]分析了对CFRP/钛合金叠层板螺旋铣孔的动力学、切屑形成等问题,通过试验研究了切削用量对轴向进给力和孔表面质量的影响。螺旋铣削的运动比较复杂,实际切削用量的计算可以按照图10的几何关系来确定,由图可知,进给速度为


式中,z、n分别为铣刀的齿数和转速;Dh和DB分别为螺旋线的端面投影直径和被加工孔直径;α为螺旋升角;fza为刀具中心的轴向进给量;fzt为铣刀的切向进给量;vfha、vfht和vf分别为铣刀中心的轴向、切向进给速度和实际进给速度;aP*为螺旋线的螺距(即每螺旋的吃刀深度)。

图9 螺旋铣削孔原理Fig.9 Principle of helical milling
在实际加工过程中,铣刀的中心是在直径Dh很小的螺旋线上运动,为保证被加工孔的直径精度和圆度,要求机床刀具系统必须具有很高的刚度。由于铣刀具有平面端刃,切削过程中几乎不存在过渡阶段,即使在CFRP与钛合金交界面附近,刀具从单一切削一种材料几乎直接过渡到直接切削另一种材料,所以,在螺旋铣孔时,可以对CFRP和钛合金采用相同的切削用量,或针对切削过程的实际进程,对不同材料选用最适合的切削用量。文献[44]用相同切削用量和不同切削用量对CFRP/Ti-6Al-4V叠层材料进行了螺旋铣孔试验,结果表明,当针对不同材料用不同的切削用量对CFRP/Ti-6Al-4V叠层材料进行螺旋铣孔时,刀具寿命明显增长,切削力明显减小,孔的质量明显提高,CFRP的孔表面粗糙度Ra≤0.81 μm,钛合金的孔表面粗糙度Ra≤0.58 μm。文献[45]对普通钻孔与螺旋铣孔进行了对比研究,指出在同样切削条件下,普通钻孔的轴向力比螺旋铣孔高,且经过初期磨损后,螺旋铣孔的轴向力基本不变,孔的出口缺陷(分层或毛刺)和切削缺陷(碳纤维断裂、拉出或折断)很少,刀具寿命长。文献[46]对CFRP、钛合金板和CFRP/钛合金叠层材料的用螺旋铣孔过程进行研究可知,CFRP/钛合金叠层材料螺旋铣孔的切削力、刀具磨损和孔的质量都与单一材料不同,螺旋铣削CFRP时的刀具磨损对切削力的影响比铣削钛合金时明显,从铣削CFRP到铣削钛合金时,轴向力突然增大,且比相同条件下单一铣削钛合金还大,说明是刀具磨损所致,而且刀具磨损具有多种模式。单一材料铣孔时,钛合金的孔会变大些而CFRP的孔会变小,CFRP/钛合金叠层材料铣孔时,出现钛合金的孔小而CFRP的孔大,也表明刀具磨损影响了其切削性能。文献[47]给出了刀具-工件包络的统一预报模型,指出孔的表面误差是刀具在其轨迹上的位置、主轴转速和轨迹导程的函数,为刀具几何尺寸、轨迹和切向进给、主轴转速的选择提供了参考。

图10 螺旋铣切削用量计算[41]Fig.10 Related calculation of helical milling
针对CFRP/钛合金叠层材料的螺旋铣孔,DENKENA等[48]通过实验研究指出,轴向和切向进给量对切屑的外观尺寸有重要影响,在轴向进给量为常数而切向进给量较高,或较低的轴向进给量而切向进给量较低时,切屑具有扁平的几何形状,在进给和法向产生较低的切削力,引起的刀具变形较小,使孔的变形量也小。文献[49]提出一种超声辅助和低温冷却刀具进行螺旋铣孔的新方法,实验表明,这种方法的轴向力小,有利于降低已加工表面的分层缺陷。
4 CFRP/钛合金叠层材料的振动钻削新技术
根据谐波运动频率的高低和振动方向等不同,分为低频振动钻削、纵向超声辅助钻削、纵-扭超声辅助钻削等。振动的产生和附加方法,要考虑频率、刀具和机床结构等因素。低频振动钻削一般将振动附加到工件上,高频振动一般附加在刀具上。图11是低频振动装置及其安装方法。图中11(a)为机械式低频振动装置,其振幅一般为0.15~0.47 mm,频率为5~50 Hz,安装在机床工作台上。若采用磁电或压电式低频振动装置,频率约为200 Hz,可采用图11(b)所示方式安装,需要注意这种安装方法对测力仪的输出会有影响,应该采取措施予以消除。不论是使用金刚石空心钻还是普通高速钢麻花钻,低频振动钻孔与普通钻孔相比,都会使轴向力减小,刀具寿命延长,孔的加工质量提高[50-51]。

图11 低频振动发生器及其安装[50-51]Fig.11 Low-frequency generator and its installation
图12是高频振动装置及其安装方法。其中图12(a)上图是高频振动装置,由压电晶体换能器和变幅杆等零部件组装而成,常用变幅杆有两种结构,一种是将压电晶体片产生的超声振动同时转换为纵向及扭转两种振动方式的L-T型变幅杆,见图12(a)中图,一种是只起振幅放大作用的L型变幅杆,见图12(a)下图。当要求有纵-扭复合超声振动时,用L-T型变幅杆,由换能器产生的纵向超声振动,经L-T型变幅杆后,既对振幅进行放大,又产生扭转振动。若仅要求有纵向超声振动,则用L型变幅杆。图12(b)是安装与工作原理示意图。采用纵-扭超声辅助振动钻孔,其加工精度和效率均比单一纵向辅助振动钻孔有所提高[52]。PAKTINAT Hossein等[54]经过试验和FE分析指出,采用纵-扭复合超声振动辅助钻孔,轴向力比普通钻孔减小45%,刀具寿命显著延长,孔的表面质量大幅度提高。

图12 高频振动发生器及其安装[52-55]Fig.12 High-frequency generator and its installations
纵向超声辅助钻孔是通过超声刀具夹头将超声振动传递给钻头,超声振动方向与进给方向一致。KUMARAN等[55]在低温环境下研究了纵向超声辅助钻削CFRP材料,指出进给量对轴向力影响最大,超声辅助钻削使出口毛刺降低最显著(达到52.45%)。SANDA 等[56]自制实验装置,研究了CFRP/钛合金叠层材料的纵向超声辅助钻孔,认为超声辅助钻削CFRP/钛合金叠层材料时,轴向力比普通钻削大约减小30%,孔的表面粗糙度明显低于普通钻削,特别是在较低进给量时,其效果更为显著,在孔入口处没有检测到明显分层,但在孔出口处有分层缺陷,图13是纵向超声辅助钻削与普通钻削的出口处分层因子与孔表面粗糙度的比较。显然,在相同切削用量的条件下,纵向超声辅助钻削优于普通钻削。对于钛合金,两种钻削过程在入口和出口处都产生毛刺,钻孔出口处毛刺的高度见图14(a),初期的钻孔,纵向超声辅助钻削的出口毛刺高度低于普通钻削,但在钻第60个孔以后,两种钻削方法的出口毛刺基本相同,说明出口毛刺的高度与刀具磨损情况有关,与是否添加超声振动的关系不太密切。图14(b)是纵向超声辅助钻削与普通钻削的最高表面温度对比,显见,纵向超声辅助钻削比普通钻削有降低切削温度的倾向。

图13 分层因子与孔表面粗糙度[56]Fig.13 Comparison of delamination factor and surface roughness

图14 出口毛刺高度与孔表面温度[56]Fig.14 The burr height and surface temperature
5 研究动向探讨
加工质量和效率是相互矛盾和相互制约的,质量的提高往往伴随着效率的降低,一直以来,人们致力于探索既高质又高效的加工方法。数十年来,随着CFRP/钛合金叠层材料应用领域的不断扩大,其制孔技术已经有了显著进步,但仍存在需要进一步研究的问题。
(1)钻削制孔。CFRP和钛合金都是难加工材料,为了保证组装方便和少出废品,把两者组合在一起进行钻孔,更具有挑战性。试件材料的具体力学性质和可钻削性有一定差异,所使用的钻头材料、结构和参数也有所不同,导致目前的研究结论并不完全一致。在两种材料交界面附近的钻削,刀具同时切削两种性能完全不同的材料,其切削机理、切屑的形成和材料的分离过程,都需要进一步深入研究。钻削过程中对孔表面的损伤在交界面处往往是最严重的,其中CFRP材料的分层和钛合金的孔口毛刺是造成构件难以装配和报废的主要原因,是实际生产中遇到的关键问题。
无论是CFRP引起的还是钛合金引起的磨损,在钻削CFRP/钛合金叠层材料时都互相耦合,互相作用,形成了钻削CFRP/钛合金叠层材料的特有刀具磨损机制,其中磨粒磨损、刃口钝化、后刀面磨损和粘着磨损是主要磨损模式,高质量孔的获得是钻削过程中内在和外部的多种因素综合与作用的结果,如刀具的材料和几何参数,钻削用量和切削环境,以及工件特点和所使用的机床等。已有文献通过试验对上述问题进行了研究,但在用数值方法研究CFRP/钛合金叠层材料钻孔过程方面,成果还比较少,若将试验方法与数值方法相结合,一定会使人们对CFRP/钛合金的钻削过程有一个更加深入的认识。
(2)螺旋铣孔。目前的成果主要集中在动力学、切削力和孔的表面质量等方面,试验多是在加工中心上进行的。与传统钻孔相比,螺旋铣孔不仅有转动和轴向进给,而且同时绕被加工孔的轴线作螺旋运动,其优点包括小的切削变形、较小的CFRP材料分层缺陷、较小的切削力和良好的排屑条件。其缺点是螺旋运动延长了切削路径和进一步减小了铣削效率,过大的螺距会使切削力增大、刀具磨损加快,甚至无法进行连续铣削。目前,一般采用高速加工中心或三轴联动铣床进行试验,专用的或技术比较成熟的系列化螺旋铣孔设备还没有形成。与传统钻孔技术在制孔质量和效率、刀具寿命和成本、相互替代的技术条件等方面的深入研究,仍比较少。
(3)振动辅助钻孔。低频(<1 kHz)振动钻削对于断屑和减小切削力效果显著,因频率低振幅较大,钻削温度也比较低,甚至可以获得无分层钻孔。低频振动一般是通过机床的工作台加在工件上,考虑到工件的质量一般较大,故低频振动装置的功率要大些。超声辅助钻孔技术一直是CFRP/钛合金叠层材料制孔的研究热点,比低频钻孔技术更受研究者关注。纵向超声辅助钻孔的研究成果更深入、广泛。多数试验是借助现有设备和设计专用夹具来完成的,超声刀具夹头等系列加工设备还较少见,纵-扭超声复合振动装置、低频-超声复合装置等也有待研究开发。
总之,对于CFRP/钛合金制孔技术的研究涉及许多方面,其中刀具的材料、结构和参数等方面,因与其他学科的技术进步关系密切,且受到研究成本的制约,其创新的空间还是较为有限的。切削用量的最佳选用受到刀具性能、生产率和制孔质量的影响,也难获得显著的突破。在现有技术基础上,将振动切削技术推广到CFRP/钛合金制孔工艺中,其未来实际应用领域和创新空间都是十分广阔的,已经成为近年来的重要研究课题之一。
猜你喜欢
汽车工艺师(2022年9期)2022-10-09
科学与财富(2021年34期)2021-05-10
舰船科学技术(2021年12期)2021-03-29
火箭推进(2020年6期)2021-01-05
有色金属材料与工程(2020年5期)2020-11-27
装备维修技术(2020年10期)2020-11-19
航空发动机(2020年3期)2020-07-24
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
有色金属材料与工程(2016年6期)2017-05-31
