
CPVC/PVC共混物的制备及性能研究
2018-12-26 12:07王海旭张秀斌
沈阳化工大学学报 2018年4期
王海旭, 张秀斌
(沈阳化工大学 材料科学与工程学院, 辽宁 沈阳 110142)
CPVC(氯化聚氯乙烯)树脂由于含氯量高,阻燃性比PVC好,氯含量为质量份数67 %的CPVC氧指数可达70 %以上,相应PVC极限氧指数仅为45 %~49 %[1-2],而且CPVC价格低廉、力学强度高、硬度大、耐腐蚀等优良性能使其在化工、建材、电器及黏合剂等领域具有广阔的应用前景.但由于CPVC熔体黏度大,热稳定性不好,加工温度和分解温度相近,限制了CPVC树脂的广泛应用.当CPVC的氯含量在质量份数65 %左右时,其拉伸强度、弯曲度强度优于PVC;当氯含量大于质量份数70 %时,由于分子极性增加及空间位阻效应,分子内旋转受到限制,使其加工性能明显劣化[3-4],而且冲击强度低、韧性差,严重影响其应用范围.所以要克服CPVC树脂难加工、冲击强度偏低的缺陷,需要对CPVC进行改性[5-7].近年来国内对CPVC的改性主要集中在添加MBS、CPE、ACR 等来提高体系冲击强度、降低熔体黏度、改善其加工流动性[8-9],也有采用添加增塑剂等方法来改善CPVC的成型加工性能.本文通过CPVC与高流动PVC共混,再经CPE/ACR、MBS/PA-20复合增韧改性及纳米碳酸钙填充改性的方法来大幅度提高CPVC树脂的成型加工性能及物理机械性能,为今后CPVC树脂大规模工业化生产及广泛应用提供理论依据.
1 实验部分
1.1 主要原料
CPVC:工业级,盘锦昌瑞化工有限公司;PVC:SG-8型,天津渤天化工有限责任公司;Ca-Zn复合稳定剂:工业级,市售;纳米CaCO3:工业级,铁岭巨达化工有限公司;亚磷酸三苯酯:工业级,市售;CPE:DLP-410,市售;ACR:工业级,市售.
1.2 主要仪器设备
转矩流变仪:XSS-300型,上海科创橡塑机械设备有限公司;电热恒温鼓风干燥箱:DHG-9070A型,上海精宏实验设备有限公司;万能制样机:ZHY-W型,承德建德检测仪器有限公司;微机控制电子万能试验机:30kN型,深圳市瑞格尔仪器有限公司;平板硫化机:XLB型,中国青岛亚东橡机有限公司;热变形、维卡软化温度测定仪:GT-HV2000W型,高铁科技股份有限公司;简支梁冲击试验机:GT7045-MD型,高铁科技股份有限公司;扭辨仪:Diamond型,美国PE公司;扫描电镜:S-3400N型,日本日立公司.
1.3 制备试样工艺流程
根据实验配方准确称量各种物料,通过混合(混合温度120 ℃,时间30 min)、转矩流变仪中塑化(温度170 ℃,时间5 min)、平板硫化机压片(压片温度170~180 ℃,预热时间5 min,压片时间10 min;冷压温度50~60 ℃,时间7 min),最后在万能制样机上将试片切割成冲击试验、拉伸试验和维卡软化温度试验所需规格的样条,分别进行拉伸性能测试、冲击强度测试、维卡软化点测试.
1.4 性能测试
拉伸屈服强度按GB/T 1040-1992测试.
冲击强度按GB/T 1043-1993测试.
维卡软化温度按GB/T 8802-2001测试.
加工性能测试:采用转矩流变仪测试物料的成型加工性能,即最大转矩,平衡转矩和塑化时间.测试条件为:混炼室温度170 ℃,转子转速40 r/min.
DMA测试:试样应变3 %,升温速率5 ℃/min,频率1 Hz.
扫描电镜测试:试样用冰箱冷冻3 h后用冲击试验机迅速冲断,用扫描电镜观察断口形貌.
2 结果与讨论
2.1 CPVC/PVC共混物相容性研究
CPVC是PVC进一步氯化的产物.CPVC树脂分子结构中含有较多的氯原子,玻璃化转变温度和维卡软化温度均明显高于PVC,拉伸强度也较大.但CPVC黏流温度高,熔体黏度大,成型加工困难,因此,将CPVC与适量的PVC共混后希望在力学性能下降不多的情况下可显著改善CPVC树脂的成型加工性能[3-4].根据共混原理,共混物的性能直接受共混组分相容性的影响,为此,首先对共混体系进行DMA分析,结果如图1所示.

a CPVC/PVC b CPVC c PVC图1 CPVC、PVC和CPVC/PVC共混物DMA分析曲线Fig.1 DMA analysis curves of pure CPVC, pure PVC and CPVC/PVC blend
通过图1可以看出:纯CPVC的玻璃化转变温度为131.81 ℃;纯PVC的玻璃化转变温度为86.43 ℃;CPVC/PVC共混物具有两个内耗峰,所对应的温度分别为89.51 ℃、123.99 ℃,都介于纯CPVC和纯PVC玻璃化温度之间.根据共混相容性原理,CPVC/PVC共混物具有一定相容性,这为进一步研究CPVC/PVC共混体系提供了可靠理论依据.
2.2 CPVC/PVC不同配比对共混物性能的影响
根据聚合度大小,国内通常将PVC树脂分成1至8型.实验选用聚合度较低、加工流动性较好的SG-8型PVC树脂,主要用以改善CPVC的成型加工性能.PVC的热稳定剂有铅盐类、有机锡类、稀土类、Ca-Zn复合稳定剂.因为Ca-Zn复合稳定剂是无毒的,不污染环境,所以实验选取Ca-Zn复合稳定剂.在CPVC和PVC之和为100份,Ca-Zn复合稳定剂为6.25份配比下,研究CPVC/PVC配比对共混物物理机械性能以及加工性能的影响,结果如表1所示.由表1数据可看出:随着PVC含量增加,共混物抗拉强度先增加后降低,冲击强度增加,维卡软化温度下降.这是因为CPVC熔体黏度较大,成型加工困难,导致试样中缺陷增加,抗拉强度降低,而与适量的PVC共混可以改善CPVC的成型加工性能,减少试样中存在的缺陷,从而使共混物 CPVC/PVC (62.5/37.5)的抗拉强度取得最大值.但如果继续增加PVC含量,共混物的抗拉强度会随着PVC含量增加而迅速降低.这是由于PVC分子极性小于CPVC,随着PVC含量增加,共混物的内聚力减小,导致抗拉强度下降.PVC分子链的柔性大于CPVC,随着PVC含量增加,共混体系的冲击强度增加,维卡软化温度降低.从表1还可以看出:随着PVC含量增加,最大转矩降低较多,平衡转矩降低较少,塑化时间明显缩短.这是由于PVC的流动温度低于CPVC,当PVC达到流动温度开始塑化时,CPVC还没有达到塑化温度,此时CPVC没有流动性相当于填料一样,随着PVC含量增加最大转矩降低较多.CPVC塑化后也具有流动性,但流动性不如PVC,所以平衡转矩也随着PVC含量增加而减小.由于PVC流动温度低、黏度小先塑化从而带动CPVC塑化,所以随着PVC含量增加,共混物塑化时间明显缩短,加工性能明显改善.

表1 CPVC/PVC配比对共混物物理机械性能及加工性能影响Table 1 Effect of the CPVC/PVC ratio on physical and mechanical properties and processing properties of blends
2.3 CPE和ACR复合改性对共混物性能的影响
氯化聚乙烯(CPE)是一种饱和高分子材料,具有耐臭氧、耐候、耐老化、耐化学药品、耐油性、阻燃及良好的着色性,与PVC具有较好的相容性,是PVC树脂良好的增韧剂.ACR是聚丙烯酸酯类加工助剂,它能够加速PVC及CPVC熔融,提高熔体的强度及均匀性,从而减缓熔体破裂和渗出,ACR加工助剂对PVC类聚合物的机械性能不会产生不良影响.实验在CPVC为62.5份、PVC为37.5份,Ca-Zn复合稳定剂为6.25份,ACR为7.5份的条件下,研究了CPE和ACR复合体系,结果如表2所示.

表2 CPE用量对共混物物理机械性能以及加工性能影响Table 2 Effect of the CPE content on physical and mechanical properties and processing properties of the blends
由表2可知:在ACR含量不变的情况下,随着增韧剂CPE用量的增加,共混物抗拉强度逐渐降低,断裂伸长率逐渐增加,缺口冲击强度增大,维卡软化温度略有降低.这是因为CPE分子链柔软,与PVC相容性好,容易分散在CPVC/PVC共混体系中,使共混物硬度降低,共混物更容易发生剪切屈服形变,从而导致随着CPE含量增加,抗拉强度降低,断裂伸长率增加,冲击强度增大,维卡软化温度降低.将表2数据与表1数据对比可以发现:共混物中加入7.5份ACR可显著提高共混物的抗拉强度,但冲击强度变化不大,如果将7.5份ACR与10份CPE并用可以达到最佳改性效果,抗拉强度达到64.6 MPa,断裂伸长率17.4 %,缺口冲击强度16.26 kJ/m2,加工性能也明显改善.从表2还可以看出,在ACR为7.5份的条件下,随着CPE含量增加最大转矩和平衡转矩均降低,塑化时间缩短.这可能是由于CPE分子质量较大且柔顺,导致剪切摩擦热增加促进物料塑化的缘故.与表1数据对比,7.5份ACR可显著提高共混物的熔体强度,而同时添加ACR和CPE,既可以提高共混物的熔体强度,也可以缩短塑化时间,从而改善共混物的成型加工性能.
2.4 MBS和PA-20复合改性对共混物性能的影响
MBS树脂是在粒子水平合成的一种新型高分子聚合物,由甲基丙烯酸甲酯、丁二烯与苯乙烯采用乳液聚合的方法聚合而成.在亚微观形态上具有核-壳结构,具有很好的增韧性.PA-20为PVC专用加工助剂,主要成分为甲基丙烯酸甲酯.将PA-20与PVC混合后,在受热及剪切力作用下PA20先融化,然后黏附在PVC树脂上形成网络状结构,同时将外部的剪切力传递给树脂促使PVC塑化.实验选取62.5份CPVC,37.5份 PVC,6.25份Ca-Zn稳定剂,2份PA-20,考查不同用量的MBS对共混物性能的影响,实验结果如表3所示.

表3 MBS用量对共混物物理机械性能以及加工性能影响Table 3 Effect of the MBS content on physical and mechanical properties and processing properties of the blends
从表3可以看出:在PA-20用量不变的情况下,随着MBS用量增加,CPVC/PVC共混物试样的抗拉强度先增大后减小,断裂伸长率逐渐增加后减小,冲击强度失增加后减小,维卡软化温度升高.因为MBS中含有甲基丙烯酸甲酯-苯乙烯刚性链段,加入少量MBS能够提高共混物刚性使其抗拉强度增大,但当MBS加入过多时,MBS与CPVC/PVC很好的相容性而形成“海-岛”结构,从而使共混物抗拉强度降低.由于MBS的“壳核”结构,当共混物受到冲击时,由橡胶相组成的核导致应力集中引发大量银纹起到吸收冲击能量的作用,且MBS中丁二烯具有弹性使共混物韧性更好,故CPVC/PVC共混物冲击强度随MBS用量增加而增加.在成型加工方面,随着MBS用量增加,最大转矩和平衡转矩均增大,塑化时间缩短.这是因为MBS的加入能极大地促进共聚物体系的凝胶化,使真实熔融温度提高.另外,MBS在亚微观形态上具有核-壳结构,壳层的甲基丙烯酸甲酯与CPVC和PVC的溶度参数相近,MBS树脂与橡胶粒子起到黏结剂的作用,增加CPVC与PVC分子的相容性,促使CPVC和PVC在加工熔融时形成均相,使熔体剪切力增大,从而提高了共混物的熔融温度及熔体强度,增大了塑化加工的驱动力,所以,随着MBS用量的增加,共混物最大转矩增大.另外,MBS相对分子质量较大,加入到CPVC/PVC共混体系后会增加物料的摩擦以及增大熔体黏度,导致平衡转矩也增大.随着MBS用量增加,CPVC/PVC共混物试样的塑化时间缩短.原因是MBS加入到CPVC共混物中会使熔体黏度增大,导致平衡温度升高,并且MBS与CPVC的溶度参数接近,二者相容性较好,在熔融状态下MBS颗粒会分散到CPVC共混物的粒子之间,MBS先熔融后黏附在CPVC颗粒上,起到传递热量的作用,加速物料的凝胶化速度,从而缩短塑化时间.
将CPE和ACR复合增韧与MBS和PA-20复合增韧进行对比后可以看出:对于CPE和ACR增韧体系,只有在CPE加入量比较大(大于7.5份)时才能表现出较好的增韧效果,加工性能也有较大改善,但维卡软化温度偏低;而MBS和PA-20增韧体系,添加4份MBS便有较好的增韧效果,加工性能也有明显改善,而且共混物的维卡软化温度也较高.综合考虑,MBS和PA-20复合增韧体系优于CPE和ACR复合增韧体系.
2.5 纳米碳酸钙对共混物性能的影响
纳米碳酸钙作为一种无机填料已经被广泛应用于材料行业,它可以在保证不大幅度降低制品性能的同时,提高机械性能及热性能等.实验选取62.5份CPVC,37.5份PVC, 6.25份Ga-Zn稳定剂,4份MBS,2份PA-20,研究纳米碳酸钙用量对共混物性能的影响,结果如表4所示.
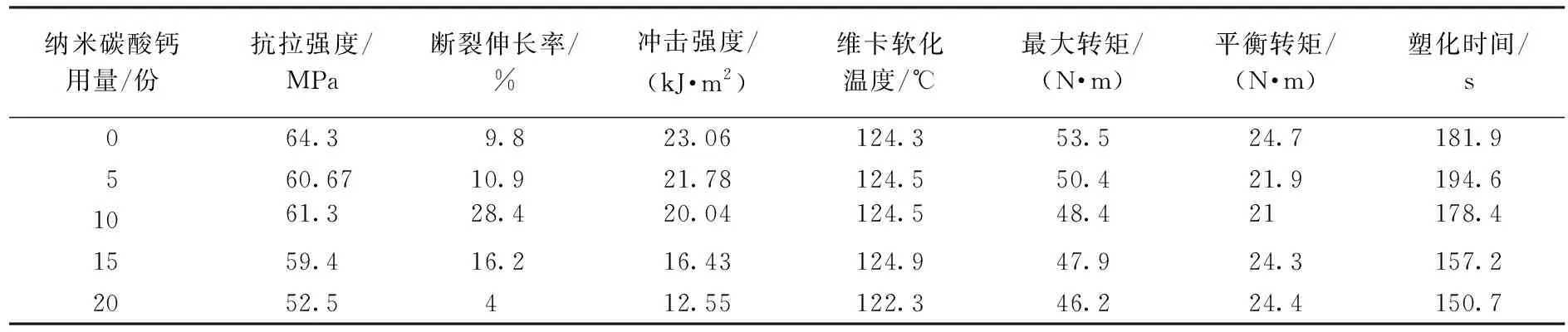
表4 纳米碳酸钙用量对共混物物理机械性能以及加工性能影响Table 4 Effect of the content of nano calcium carbonate on physical and mechanical properties and processing properties of the blends
由表4可知:随着纳米碳酸钙用量增加,CPVC/PVC共混物的抗拉强度逐渐减小,断裂伸长率则是先增大后减小,冲击强度降低,维卡软化温度变化不大.因为纳米碳酸钙是无机物,而CPVC/PVC是有机共混物,二者不能很好地相容,使得共混物抗拉强度下降,而少量纳米碳酸钙分散于基体分子中,当基体受外力时,能够促进其形成大量银纹,使得断裂伸长率提高.但当纳米碳酸钙用量过多时,纳米碳酸钙容易聚集而产生缺陷,使得抗拉强度和断裂伸长率均降低.另外,纳米碳酸钙作为填料分散于共混物分子链之间,削弱了大分子之间的凝聚力,阻碍了屈服银纹的产生,导致韧性降低,冲击强度降低.在成型加工方面,随着纳米碳酸钙用量增加,最大转矩减小,平衡转矩变化不大,塑化时间缩短.总体上,在CPVC/PVC共混物中加入适量的纳米碳酸钙(小于15份),可以起到降低成本,改善加工性能的作用.
2.6 扫描电镜分析
分别对CPVC/PVC,CPE和ACR复合增韧CPVC/PVC,MBS和PA-20复合增韧CPVC/PVC,MBS和PA-20复合增韧、纳米碳酸钙填充CPVC/PVC进行断口扫描电镜分析,结果如图2所示.从图2结果可以看出:与未增韧相比,增韧后的共混物断口变得凸凹不平,形变明显,这种形变消耗了大量的冲击能,导致冲击强度提高,材料韧性增加.但填充碳酸钙有减小断口韧性的倾向.
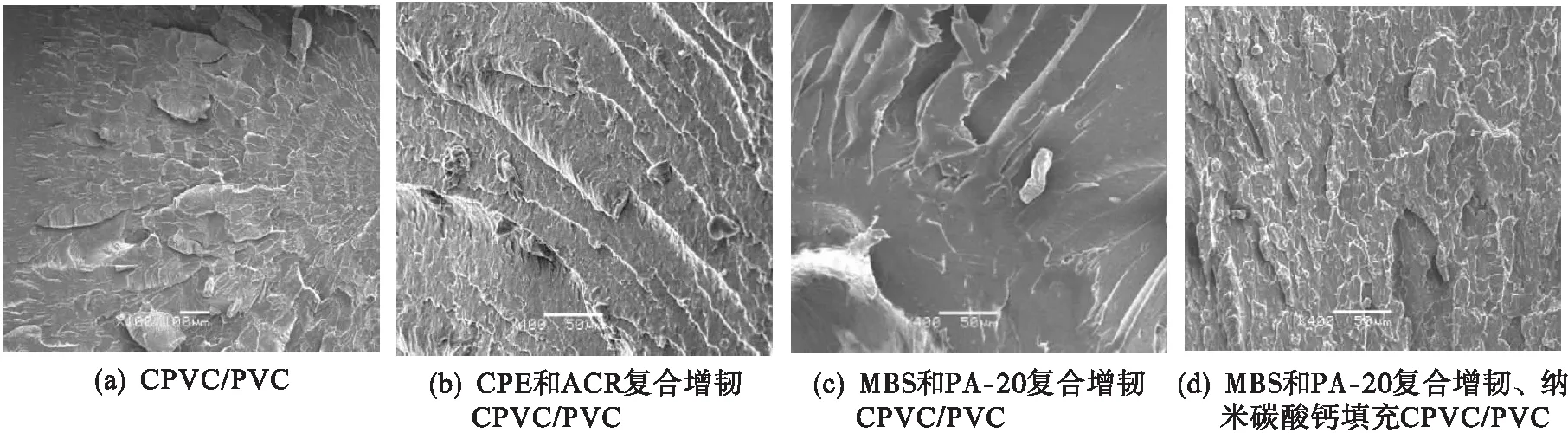
图2 共混物断口形貌扫描电镜分析Fig.2 SEM images of the blend′s fracture morphology
3 结 论
(1) 将CPVC树脂与适量的SG-8型PVC树脂共混可显著改善CPVC树脂的成型加工性能,而CPVC树脂的物理机械性能变化不大.
(2) CPE和ACR及MBS和PA-20两个复合增韧体系对CPVC/PVC共混物均有较好的增韧效果,而且加工性能也有较大改善,但前者使共混物的维卡软化温度下降,相比之下,MBS和PA-20复合增韧体系效果更好.
(3) 在CPVC/PVC共混物中填充适量的纳米碳酸钙可以起到降低成本、改善成型加工性能的作用.
(4) DMA分析表明CPVC/PVC共混物具有较好的热力学相容性.
猜你喜欢
无机盐工业(2021年1期)2021-01-08
石材(2020年12期)2020-12-31
钻井液与完井液(2019年4期)2019-10-10
中国塑料(2019年6期)2019-06-26
中成药(2018年5期)2018-06-06
中国塑料(2017年2期)2017-05-17
中国塑料(2016年2期)2016-06-15
中国塑料(2016年1期)2016-05-17
中国塑料(2015年2期)2015-10-14
现代纺织技术(2015年2期)2015-02-28
