
钢桥正交异性桥面板U肋嵌补对接焊缝射线检测
2018-12-21 12:47周一亮蒋虎斌宋平
中小企业管理与科技·上旬刊 2018年8期
关键词:射线
周一亮 蒋虎斌 宋平
【摘 要】介绍用X射线机通过选择适合透照的方向,合理布片,对U肋嵌补对接焊缝射线检测,其结果满足检测标准要求。
【Abstract】The paper introduces the use of X-ray machine to select suitable penetration direction, reasonable cloth sheet, and the U ribs embedding of radiographic inspection of butt-jointed seam. The results of it can meet the requirements of the test standard.
【關键词】U肋嵌补;对接焊缝;射线
【Keywords】 U ribs embedding; butt-jointed seam; ray
【中图分类号】U443.32 【文献标志码】A 【文章编号】1673-1069(2018)08-0163-02
1 引言
国外某钢桥正交异性桥面板U肋嵌补其焊接形式是:顶板节段与节段间环焊缝焊接完成后,在顶板下U肋内贴6mm钢衬垫,装配完成后,覆一块U肋嵌补件,首先焊接U肋嵌补对接焊缝,然后焊接U肋与顶板角焊缝,见图1。此类对接焊缝不同于一般对接缝,其焊缝的根部处于密封的空间内,是无法通过外观检测评判的。在此有两种检测方法,一是超声波检测,二是射线检测。国外NDT专业人员认为超声的人为因素较多,为了直观地评判此类焊缝是否符合设计和规范要求,他们提出所有正交异性桥面板U肋嵌补对接焊缝均采用射线检测控制焊缝质量。使用标准为EN1435-2002,标准图十五圆筒体源在外侧直线焊缝双壁透视的拍照安置方法,而对于U肋这种不规则双壁透视将如何进行射线检测呢?为此,本文通过对正交异性桥面板U肋嵌补对接焊缝的射线检测研究,按EN1435-2002 B级检测要求,就如何选择合适的透照方向,成像角度选择等方面进行详细的阐述。
2 射线检测
2.1 U肋嵌补对接焊缝结构
正交异性顶板U肋嵌补件结构见图1,带钢衬垫的对接焊缝结构见图3。
2.2 射线检测设备选择
U肋材质是355R,衬垫材质是355R。通过作图,计算出透照厚度为25mm,根据其材料厚度,查标准见图4可知,最高管电压要求是300KV,在此选用XXQ-3005射线机。
2.3 射线检测布置
为有效地检出焊接缺陷,特别是未熔合这类焊接缺陷,透照方向选择是关键,射线机机头尽可能保证垂直于嵌补对接焊缝,现场工况,需将射线机紧顶在顶板下表面。见图5,计算得中间透照厚度25mm,下边缘透照厚度24.3mm,透照厚度比1.03,基本满足B级检测要求。
2.4 透照工艺
2.4.1 射线能量的选择
X射线能量的首选条件是具有足够的穿透力。X射线的穿透力取决于管电压,在保证曝光量的前提下尽可能选用低电压,在此选择电压280KV。
2.4.2 射线焦距的选择
由于顶板下两个U肋间距为292mm,射线机上升到顶板面,其焦点到顶板的距离是150mm,计算得源到胶片的距离是410mm。XXQ3005射线机其额定辐射角度是40°+5°,计算得一次透照长度为303mm,而焊缝长度为279,能满足一次透照。一次选用焦距410mm。
2.4.3 检测结果
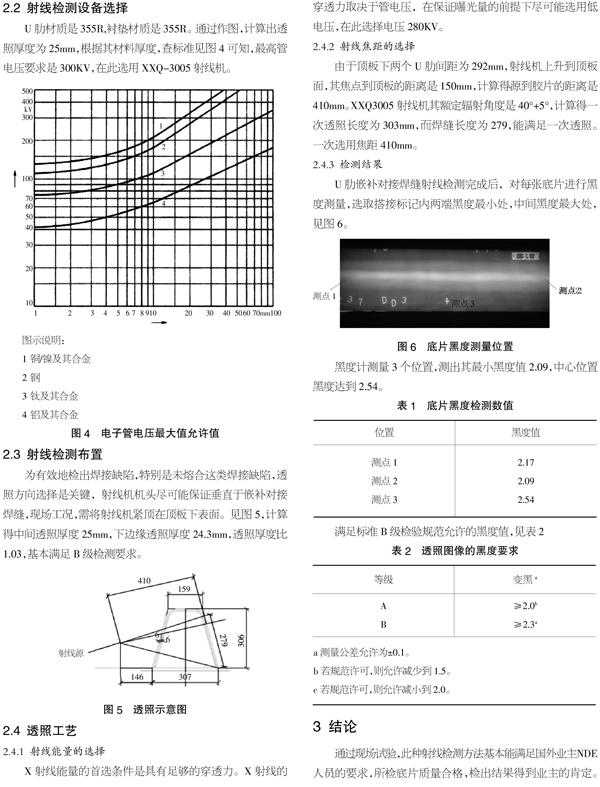
U肋嵌补对接焊缝射线检测完成后,对每张底片进行黑度测量,选取搭接标记内两端黑度最小处,中间黑度最大处,见图6。
黑度计测量3个位置,测出其最小黑度值2.09,中心位置黑度达到2.54。
满足标准B级检验规范允许的黑度值,见表2
3 结论
通过现场试验,此种射线检测方法基本能满足国外业主NDE人员的要求,所检底片质量合格,检出结果得到业主的肯定。
猜你喜欢
学校教育研究(2021年21期)2021-05-24
农家科技(2017年12期)2018-02-26
科技创新导报(2017年18期)2017-09-09
科技创新与应用(2016年35期)2017-02-21
初中生世界·七年级(2016年2期)2016-03-03
中学生数理化·七年级数学人教版(2008年11期)2008-12-24
中学生数理化·七年级数学人教版(2008年11期)2008-12-24
中学生数理化·七年级数学北师大版(2008年10期)2008-11-11
中学生数理化·高二版(2008年10期)2008-06-17
初中生学习·高(2006年1期)2006-06-02
