基于宏程序的梯形螺纹加工程序编制
2018-12-21 06:52陈国奇刘一波
机械工程与自动化 2018年6期
陈国奇,刘一波
(辽宁轨道交通职业学院,辽宁 沈阳 110023)
0 引言
梯形螺纹的牙型角一般为30°,按旋向可分为右旋螺纹和左旋螺纹两种,一般大型的机械设备上的传动都会用到梯形螺纹。在数控车加工指令中一般采用G76来实现梯形螺纹的加工,除了第一刀切深和精加工可以控制外,切削循环过程的背吃刀量是由机床根据参数进行内部运算得到的,这样容易产生扎刀现象。因此,本文运用宏程序来进行梯形螺纹加工程序的编制,为梯形螺纹确定一个合理的加工方案。
1 梯形螺纹的加工工艺分析
1.1 零件图分析
梯形螺纹零件如图1所示。该零件为Tr38×6的单线米制梯形螺纹,材料为45钢,其两端直径为Φ20 mm;在对梯形螺纹编程加工前,其外径和轴向尺寸都已加工完成,在这里只需要加工梯形螺纹部分。
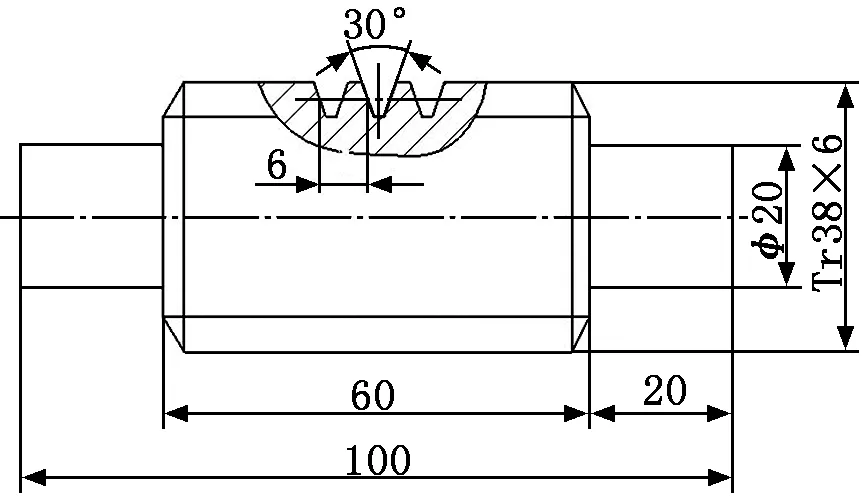
图1 梯形螺纹零件图
1.2 工艺路线分析
该零件装夹时,利用三爪自定心卡盘采用一夹一顶方式,用百分表进行找正。刀具选用30°梯形螺纹刀,刀尖宽度小于螺纹小径的宽度,为了减小螺纹加工误差,刀具数量为2把,分别用于粗、精加工。量具选用0 mm~150 mm卡尺、25 mm~50 mm外径千分尺、25 mm~50 mm公法线千分尺配带三针。同时三针测量需要计算测量时的理论数值,其计算公式为:
M=d+4.864D-1.866P.
其中:M为三针实测的螺纹中径理论值;d为螺纹的中径;D为钢针的直径,D=0.518P,P为螺距。
1.3 编程思路规划及切削参数设定
在车削梯形螺纹时可以参照加工普通三角螺纹的走刀动作来完成定位、进刀、加工螺纹、退刀这几个动作。首先选用粗加工梯形螺纹刀,对刀点为刀尖的位置,由零件图可知要加工的是螺距为6 mm的梯形螺纹,宏程序编制采用左右交替分层切削方法。程序的大概思路为:刀具快速定位到X=38、Z=-15的位置设定第一刀螺纹起始点,把0赋值给#101为背吃刀量的初始值,-15赋值给#102为螺纹加工Z向起点,0.5赋值给#104为第一层背吃刀量,0.144赋值给#105为Z轴进刀量。设#101=#101-#104为径向车削的每次背吃刀量,#106为X方向退刀量。经过G0X[#106]使X方向进刀,Z[#102-#105]为Z轴进刀量,运用G32螺纹指令加工螺纹螺距为6 mm,进行第一刀螺纹加工,Z轴到达螺纹终点之后使用G00X[#106+10]进行X方向退刀,经过运行Z[#102+#105]确定Z向定位,然后进行第二刀X定位,在第一刀的基础上递减0.5 mm距离进行G32螺纹切削,以此类推,直至满足条件IF[#101GT-3]GOTO10(如果#101大于-3,则程序跳转到N10程序段)。条件语句一共使用4个,分别为第一层切削吃刀量0.5 mm,第二层切削吃刀量0.3 mm,第三层切削吃刀量0.1 mm,第四层切削吃刀量0.05精加工;当加工到第三层,加工之后程序暂停,换精加工刀具,其对刀点与粗加工对刀点重合。继续运行程序,当条件语句不满足时跳出循环体外,运行IF[#101GT-7]GOTO10以下程序,最后M30程序结束。
2 梯形螺纹加工程序
梯形螺纹加工程序如下:
O1234 //程序名
T505M3S300 //刀具,主轴正转300 r/min
G0 X38Z1 //G00快速定位
G0Z-15 //快速移到螺纹切削起点位置
#101=0 //螺纹背吃刀量的初始值
#102=-15 //螺纹加工Z向的起点
#104=0.5 //第一层螺纹背吃刀量0.5 mm
#105=0.144 //Z轴进刀量
N10#101=#101-#104 //螺纹深度每次减去背吃刀量
#106=#101+38 //X方向退刀位置
G0X[#106] //径向进刀量
Z[#102-#105] //轴向进刀量
G32Z-85F6 //螺纹车削
G00 X[#106+10] //径向退刀
Z[#102+#105] //轴向进刀
X[#106] //返回到上次螺纹加工进刀起点
G32 Z-85F6 //螺纹车削
G00 X[#106+10] //径向退刀
Z[#102-#105] //轴向进刀
IF[#101GT-3]GOTO10 //如果#101大于-3,则跳转到N10
#104=0.3 //第二层螺纹背吃刀量
IF[#101GT-6]GOTO10 //如果#101大于-6,则跳转到N10
#104=0.1 //第三层螺纹背吃刀量
IF[#101GT-6.8]GOTO10 //如果#101大于-6.8,则跳转到
N10
GO X100 //径向退刀
Z100 //轴向退刀
M05
M09
M00 //程序暂停
T505 M3S300 //刀具,主轴正转300 r/min
G0X42Z1 //快速定位
Z-15 //定位到螺纹起点位置
#104=0.05 //第四层螺纹背吃刀量
IF[#101GT-7]GOTO10 //如果#101大于-7,则跳转到N10
G0 X100 //X方向快速退刀
Z100 //Z方向快速退刀
M05 //主轴停止
M30 //程序结束
3 梯形螺纹加工仿真
梯形螺纹加工程序编制完成后,利用VERICUT仿真软件进行切削仿真模拟,以校验加工程序的准确性,这样可以清晰地观察刀具的运行路径,直观地发现错误或不符合加工梯形螺纹的走刀方法,避免在机床上运行导致撞机或不必要的错误。程序的验证结果如图2所示。
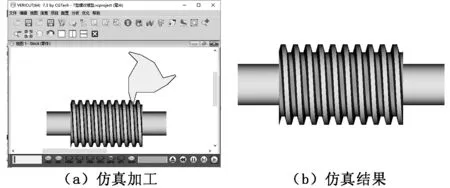
图2 梯形螺纹仿真加工
4 结束语
运用宏程序加工梯形螺纹实现了左右交替分层切削方法,该方法是加工梯形螺纹一个较为典型的方法。灵活地使用#104变量重新赋值来控制每层的背吃刀量变化,解决了螺纹加工后期吃刀量大的问题,使整个梯形螺纹加工的效率、精度均有所提高。
猜你喜欢
数学小灵通·3-4年级(2022年11期)2022-11-19
机床与液压(2022年4期)2022-09-21
金属加工(冷加工)(2022年4期)2022-06-21
数学小灵通·3-4年级(2020年11期)2020-12-14
计算机与生活(2018年8期)2018-08-15
制造技术与机床(2017年9期)2017-11-27
中学生数理化·高一版(2017年1期)2017-04-25
理科考试研究·高中(2016年9期)2016-05-14
数学教学(2013年9期)2013-12-12
兵工学报(2013年4期)2013-02-28