
一种高速数控转台
2018-12-20 06:28刁静林王桂东
现代制造技术与装备 2018年11期
刁静林 王桂东
(1.烟台环球机床装备股份有限公司,烟台 264000;2.山东省机械设计研究院,济南 250031)
1 数控转台基本概述
数控转台是拓展机床加工功能的重要附件,尤其是立式加工中心,如果能配上性能优良的数控转台,其性能将和复合加工中心性能水准相同。目前,配在机床上的转台主要分为三种,即蜗轮蜗杆传动驱动式、圆柱直齿轮减速驱动式和力矩电机直驱式。
蜗轮蜗杆减速驱动式和圆柱直齿轮减速驱动式数控转台,通常以机械端齿盘作为定位元件实现分度,这种分度方式存在结构复杂、分度运行慢以及最小分度单位大等缺陷;而力矩电机直驱式数控转台,虽然具有结构简化、运行快、可以任意分度等优点,但定位稳定性较前两者差距较大,难以承担重大载荷。本文所述高速数控转台,在利用力矩电机直驱优势的状况下,采用了多片叠层摩擦式制动系统,不但克服了上述缺陷,而且具有车削功能,外形如图1所示。

图1 外形示意图
2 高速数控转台结构简介
本设计高速数控转台结构如图2所示,其刹车片构成如图3所示,高速数控转台由转台体、转台、制动器和传感器等四部分构成。
2.1 转台体
转台体包括躯壳1、定子17、转台盖19、屏蔽壳20和定位键28等。定子17固嵌在躯壳1内,定子17与壳体1之间设有屏蔽壳20,转台盖19通过螺钉18紧固在壳体1上,定位键28紧固在躯壳1上;当转台与机床安装时由定位键28定位、通过T形螺钉紧固。
2.2 转台
转台包括工作台2、上压圈4、轴承5、下压圈13和转子16等。工作台2通过轴承5装在躯壳1上,上压圈4和下压圈13将轴承5的外圈、内圈分别紧固在躯壳1和工作台2上,使工作台2与躯壳1形成转动副。
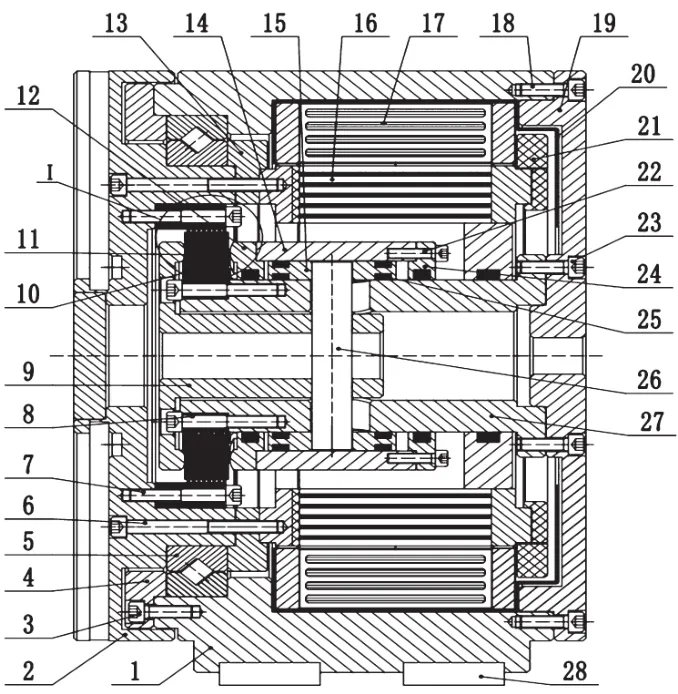
图2 结构示意图

图3 刹车片放大示意图
2.3 制动器
制动器包括内滑套9、静摩擦片10、动摩擦片11、缸上盖12、缸套14、活塞套15、缸下盖24、密封环25、销轴26和固定套27等。固定套27大端固装在转台盖19上,固定套27小端套装着一组静摩擦片10,静摩擦片10通过螺钉8紧固在固定套27上;一组静摩擦片10与另一组动摩擦片11交替叠装,摩擦片与摩擦片之间均保留0.1~0.4mm的间隙,动摩擦片11通过螺钉7固装在工作台2上;内滑套9装在固定套27内,内滑套9左端为法兰盘形,法兰盘内侧的外沿设有环形弧面,环形弧面能够对摩擦片起施力作用,内滑套9右端设有横孔,孔内装有销轴26,销轴26同时穿过固定套27和活塞套15,并与内滑套9、活塞套15为过盈配合,与固定套27为长孔间隙配合;缸上盖12、缸套14、活塞套15、缸下盖24和密封环25等构成液压缸(或气缸),缸上盖12外端外沿设有环形弧面,环形弧面能够对摩擦片起施力作用。
2.4 传感器
传感器21设有动圈和静圈,动圈装在定子17上,静圈装在转子16上。
3 功用及原理
本高速数控转台主要有3项功能,即分度功能、插补功能和车削功能。这些功能的实现主要是基于工作台2的运行,由于工作台2与转子16固装在一起,当力矩电机旋转或停止使,工作台2与转子16一同旋转或停止,对力矩电机的控制就等于对工作台2的控制。力矩电机为伺服电机,装有传感器21,传感器21将转子16的位置反馈给系统,使系统能够更加精确地控制力矩电机。
3.1 分度功能
运用分度功能时,对工作台有三个要求:第一,分度单位小。由于工作台与力矩电机直联,因此,分度单位就是力矩电机的最小进给单位,这点伺服电机能够满足要求。第二,位置准确,即要求定位精度高。由于位置传感器与转子直联,这点伺服电机同样能够满足要求;第三,定位刚度高。由于伺服电机的静态扭矩有限,定位刚度完全靠伺服电机的静态刚度是不够的,所以,本转台通过设置无间隙、大扭矩制动器,满足了工作台高定位刚度的要求。
3.2 插补功能
当所配机床有预先设留的扩轴功能时,将该转台的伺服电机并入机床,与机床的其他轴一起实现插补功能。
3.3 车削功能
本转台的工作台2能够达到较高转速,且具有足够的刚性,如果与立式加工中心配合,立式加工中心的主轴可作为车刀架,实现车削功能,成为“铣车复合”加工中心。
4 关键创新点
本文介绍的高速数控转台制动器由一组静摩擦片10和一组动摩擦片11交替叠装而成,具有无间隙、大扭矩特点,是本高速转台的关键创新点,制动器如图4所示。
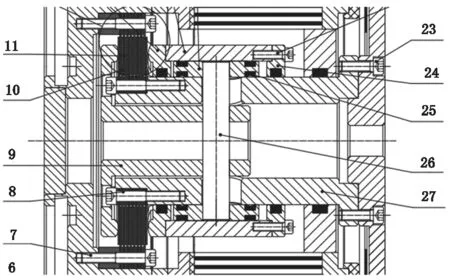
图4 制动器示意图
该制动器的动力由置于转台腹腔内的中空油缸(或气缸)提供,常规状态下,油缸(或气缸)右腔进油(气),缸套14右移,缸上盖12同时右移,活塞套15左移,内滑套9同时左移,此时,静摩擦片10和动摩擦片11处于放松状态,制动器未制动。当油缸(或气缸)左腔进油(气)时,缸套14左移,缸上盖12同时左移,活塞套15右移,内滑套9同时右移,此时,缸上盖12和内滑套9上的两环形弧面对静摩擦片10和动摩擦片11夹压,使制动器制动,制动扭矩如式(1)所示。

式中,TC为制动扭矩;n为动、静摩擦片的总片数;Q为对摩擦片的夹压力;μ为摩擦因数;Dp为摩擦片平均受力直径。
由上式可以看出,制动扭矩TC与摩擦片片数(n-1)成正比,当摩擦片片数增加时,将会产生足够大的制动扭矩,保证工作台的定位刚度。
5 结语
本文介绍的高速数控转台,去除了蜗轮蜗杆副、齿轮副,结构布局紧凑,并且转台电机可以与工作台直联,刚性好,精度高,具有车削功能。但由于该设备为机电一体化产品,其操作技术含量及制造成本都比较高。
在高速数控转台设计中,需要注意摩擦片须选用具有弹性的耐磨材料,厚度控制在0.5~2mm,且摩擦片间隙主要以线速度确定,线速度高是需要提高,但总体应控制在0.1~1范围内。最后,力矩电机设计须与控制系统和驱动器要协调。
猜你喜欢
北京汽车(2022年6期)2022-12-30
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
汽车零部件(2017年2期)2017-04-07
汽车维护与修理(2016年1期)2016-11-27
天津科技大学学报(2015年6期)2015-04-16
