剃齿机顶尖优化改造
2018-12-18 13:24邓陶曹伟
中国设备工程 2018年23期
邓陶,曹伟
(1.四川信息职业技术学院,四川 广元 628000;2.四川长江液压件有限责任公司,四川 成都 611130)
我公司大规模的生产齿轮,齿轮加工采用的是滚、剃、珩工艺,拥有数台剃齿机。在生产过程中,剃齿机顶尖60°的圆锥面经常出现磨损现象。因此,需要对60°圆锥面进行修磨。而剃齿机顶尖的装拆非常麻烦,并且频繁的装拆容易损坏轴承和轴承孔的精度。因而对剃齿机的顶尖安进行结构改造。
1 改造前状态
改造前,顶尖柄部外圆直接与轴承配合,轴承安装在顶尖座内(如图1所示),对顶尖进行修磨时,必须先停机将顶尖座整体取出,放置在机修钳工平台上,依次取下轴承和顶尖;待顶尖修磨完成后再原样复装,然后再将顶尖座吊装在剃齿机工作台上进行校正。由于修磨顶尖的整个过程工序繁多,而且操作者不能独立进行,需要机修人员配合才能完成,同时需要用到众多装备、工具(如吊装设备、推车、机修钳台、拆装工具、工具磨床等),顶尖修磨时间长,严重影响公司生产进度。另外,由于加工的齿轮精度高,切削速度大,因此顶尖的磨损非常快(每月至少修磨二次)。轴承和顶尖的频繁装拆容易损伤轴承,破坏轴承孔精度,造成顶尖跳动过大,无法满足定位精度。

图1 改造前顶尖结构
2 改造原理
借鉴外圆磨床顶尖配合结构,将顶尖拆分为顶尖套和顶尖两个零件,两个零件之间采用莫氏锥度配合,实现自动定心。顶尖套外圆与轴承配合后固定安装在顶尖座内(如图2)。当需要进行顶尖修磨时,仅需取下顶尖交到工具磨床处修磨即可。顶尖装拆方便快捷,并且可制作备用顶尖,在顶尖修磨时,换上备用顶尖便可继续生产,提高了设备的利用率。同时,更改结构后,修磨顶尖不再需要拆卸轴承,提高了轴承的使用寿命。

图2 改造后结构
因为我公司生产的齿轮模数均在7mm以内,核对顶尖座的轴承孔大小以及轴承型号样本,确定采用莫氏4#锥度作为顶尖与顶尖套的配合锥度,这样可以不改变顶尖座的原有尺寸;另外,因剃齿机采用的是液压夹紧夹紧装置,因此在顶尖前部设计拆卸螺纹孔(如图3),以方便顶尖能够轻松取下。
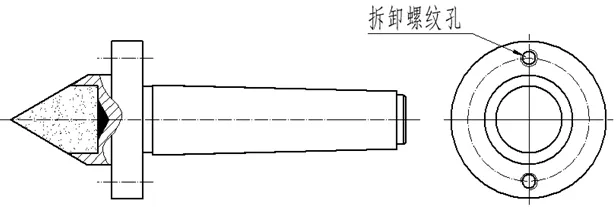
图3 顶尖
本次设备改造难点主要集中在顶尖及顶尖套的配合精度上。要求顶尖和顶尖套的配合锥度粗糙度小于Ra0.63,必须采用磨削加工;而且配合好后的组件需保证顶尖60°锥面的跳动小于0.005mm,就必须保证零件具有非常高尺寸精度及表面粗糙度(图4)。
3 组装要点
(1)顶尖与顶尖套组装时,在顶尖莫氏4#锥面上均匀涂抹红丹粉,保证所有锥面全覆盖,厚度3~5微米(即颜色与未涂抹的地方能区分即可);将顶尖装入顶尖套内,轻轻旋转30°,取出观察顶尖配合痕迹,需保证配合痕迹大于75%。

图4 顶尖套
(2)将顶尖轻轻装入顶尖套内,到位后对顶尖作多方位扳动检查,要求不能出现晃动。
(3)将C2268109双向推力向心球轴承和C3182109双列向心短圆柱滚子轴承内圈装在顶尖套上,并将C3182109双列向心短圆柱滚子轴承外圈装入顶尖座上的轴承孔内,装入顶尖组件,再将两个D36108单列向心推力球轴承从后部装入,装配好后,采用杠杆千分表检测顶尖跳动,要求跳动值小于0.005。
4 操作要求及保养
(1)在工件加工过程中若出现齿轮径向跳动超差时,应检测剃齿机顶尖跳动,看其是否满足小于0.005mm的跳动要求,若超出,则需对顶尖进行修磨处理。
(2)当发现顶尖60°锥面出现磨损时,应取下顶尖对该锥面进行修磨。
(3)在取下顶尖重新安装时,应保证顶尖锥面无碰伤、无毛刺,锥面表面清洁、无异物(包括内锥面和外锥面)。
(4)顶尖在取下后需保护好莫氏4#锥面,不能出现碰伤、锈蚀等现象。
5 结语
经过改造,剃齿机的顶尖修磨问题已明显得到改善,大大的降低了工作强度,提升了工作效率,目前已开始在我公司其余剃齿机进行推广使用。
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨工业大学学报(2020年1期)2020-12-21
中国设备工程(2020年3期)2020-03-27
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年11期)2019-12-04
汽车实用技术(2019年21期)2019-11-22
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年9期)2019-09-10
汽车实用技术(2019年7期)2019-04-18
铁道学报(2018年11期)2018-12-13