
机械零部件在设计制造中工艺尺寸链计算方法及应用
2018-12-15 07:00
新教育时代电子杂志(学生版) 2018年10期
(重庆市江南职业学校 重庆 402283)
一、尺寸链的概念
2.封闭环—在尺寸链中在装配过程中或加工过程中最后形成的一环叫封闭环,常用A0表示。[1]
3.组成环—尺寸链中对封闭环有影响的全部环叫组成环,用A1、A2表示。组成环又分为减环和增环。[2]
4.增/减环—若该组成环的变动引起封闭环同向变动为增环。同向变动是指该环增大时封闭环也增大,该环减小时封闭环也减小。若该组成环的变动引起封闭环反向变动为减环,反向变动是指该环增大时封闭环也减大,该环减小时封闭环也增大。
二、尺寸链的分类
1.按应用场合分:工艺尺寸链、装配尺寸链、零件尺寸链。
2.按环的空间位置分:线性尺寸链、平面尺寸链、空间尺寸链。
3.按环的几何特征分:长度尺寸链、角度尺寸链。
通过计算机辅助工程中的数值模拟系统,来构建钢轨轨道高度的曲线补偿模型,要将钢轨尾部轨道波动控制在0.2 mm内。在整个钢轨中不存在拐点,100 m内上下钢轨的对称补偿差值曲线如图4所示。从图4可以看出,钢轨端点与正常钢轨高度的差值由原始模型的3.0 mm下降为1.2 mm左右,轨道底部的头尾差值被控制在0.8 mm的范围内,使用数值模拟系统能够完成125%的精度补偿。在补偿完成的钢轨端点15 m范围内,尚未出现断面或甩尾的突变情况。因此,使用计算机辅助工程的数值模拟系统,能够有效地完成钢轨高度的偏差控制活动。
三、尺寸链的计算方法
尺寸链的计算依据零件机构或工艺上的要求,确定尺寸链中各环的基本尺寸及公差或偏差。概率法—多用于装配尺寸链的计算。2.极值法—多用于工艺尺寸链的计算。
1.封闭环的基本尺寸等于各增环尺寸之和减去各减环尺寸之和。

式中:A0—封闭环的基本尺寸;Ai—增环的基本尺寸;Aj—减环的基本尺寸; m—增环的数量;n—组成环的总数(不包括封闭环)。
2.封闭环的最大极限尺寸等于所有增环最大极限尺寸之和,减去所有减环最小极限尺寸之和;而封闭环的最小极限尺寸等于所有增环最小极限尺寸之和,减去所有减环最大极限尺寸之和。

3.封闭环的上偏差等于所有增环上偏差之和减去所有减环下偏差之和,封闭环的下偏差等于所有增环下偏差之和减去所有减环上偏差之和。

4.封闭环的公差等于各组成环的公差和。

四、计算工艺尺寸链的步骤
1.绘制尺寸链—根据零件图,按照零件各表面间相互联系,绘制尺寸链。
2.确定封闭环—尺寸链中间接的到的尺寸,既不是前到工序形成的,也不是本到工序加工出的,而是由其他尺寸确定后自然形成的尺寸就封闭环。
3.确定增/减环—(1)利用增/减环定义确定。(2)回路法(标箭头法):在封闭环上任意设定一个方向,然后循环方向由封闭环发出经过各组成环作一环线直至回到封闭环。若该环线前进的方向与设定的封闭环方向相同,该组成环为减环,若两者相反,该环为增环。
4.求未知尺寸及验算,利用公式求未知尺寸,并分析验算。
五、工艺尺寸链的应用
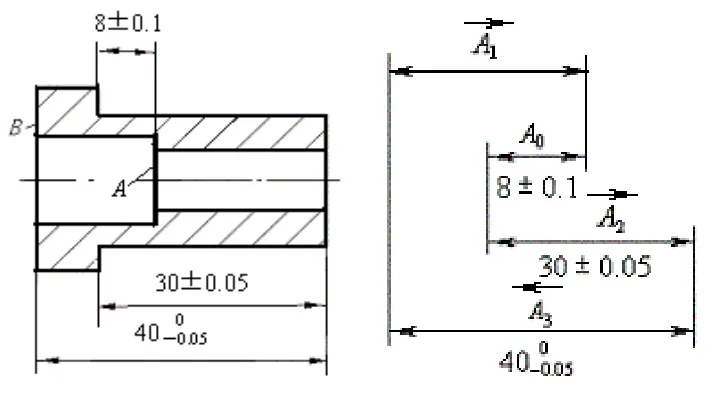
1.测量基准与设计基准不重合时工序尺寸的计算如图所示工件外圆、内孔及端面均已加工完毕,本序加工A面,保证设计尺寸8±0.1 mm。由于不便测量,现已B面作为测量基准,试求测量尺寸及其偏差。
解题步骤:
(1)建立尺寸链设计尺寸8±0.1 mm是封闭环,A1、 A2、A3是组成环。
(2)根据公式:

2.多尺寸同时保持工艺尺寸链的计算
一带有键槽的内孔要淬火及磨削,其设计尺寸如图所示。
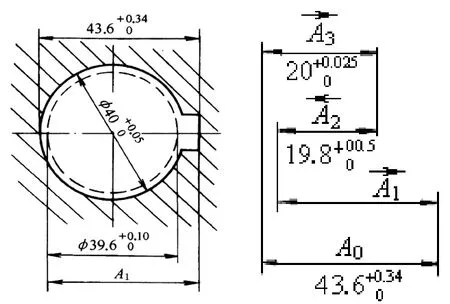

(2)插键槽至尺寸A1;
(3)淬火(变形忽略不计);
要求确定工序尺寸A1及其公差。
(2)根据公式计算:


结语
机械零部件在设计制造过程中,尺寸链相关知识能否掌握,将直接影响所制订工艺规程的科学性、合理性、经济性。并且每一个环节都对保证零件加工质量具有至关重要的作用。
猜你喜欢
湘潭大学自然科学学报(2022年2期)2022-07-28
重型机械(2020年3期)2020-08-24
股市动态分析(2020年6期)2020-04-26
股市动态分析(2020年1期)2020-02-10
股市动态分析(2020年1期)2020-02-10
故事作文·低年级(2018年3期)2018-04-08
电子制作(2018年1期)2018-04-04
电子制作(2017年23期)2017-02-02
综合智慧能源(2017年10期)2017-01-18
综合智慧能源(2016年1期)2016-02-03
