
索拉压缩机组动力透平转速低故障分析与处理
2018-12-11 06:48:18孙志广侯大立
设备管理与维修 2018年21期
孙志广,侯大立
(1.中国石油天然气销售东部公司,上海 200120;2.上海应用技术大学机械工程学院,上海 201418)
0 引言
随着国内天然气长输管道的迅速发展,作为管道心脏的压缩机越来越多的安装到管线上。燃气轮机驱动压缩机组是国外长输天然气管线上的主要增压方式,广泛应用在国内的天然气管道上。索拉燃驱机组由于性能稳定、安全可靠等优点在国内油气管道应用较多。燃驱机组的出力直接决定了压气站的出口压力,影响管输量,从而影响到下游用户的用气和管输企业的经济效益。以中国石油西气东输某站索拉机组为例,对出现的动力涡轮转速低、出力不足问题进行故障分析与处理。
1 动力透平转速低的故障分析
西气东输某站压缩机组燃气轮机型号Solar TAURUS 60,压缩机型号Dresser-Rand CDP-416。某次启机点火过程中发现,最终燃气发生器转速达到了设计值的95%,但动力涡轮转速仅仅达到设计值的49.3%,造成机组出力严重不足。故障处理应从运行数据和故障现象开始查起。经过调取各种参数分析,认为造成该问题的可能原因:淤可调导叶未打开;于放气阀关闭不严;盂燃气发生器叶片灰尘较多;榆进气滤芯堵塞;虞联轴器脱扣。
为了彻底解决该问题,对造成该问题的可能性进行详细排查。通过之前对放气阀和进气滤芯的拆卸检查,首先排除了放气阀关闭不严和进气滤芯堵塞的可能。原因重点针对可调导叶、燃气发生器叶片脏、联轴器脱扣等展开调查。
2 故障诊断与排除
2.1 燃气发生器的检测与故障排查
(1)孔探检测
孔探检测是机械故障诊断的重要技术,对于正确评估机械的内部损伤,适时进行修理具有重要意义。但是孔探图像的损伤评估往往依赖丰富的专家知识。由于燃气发生器的叶轮处于不可见位置,所以对其进行孔探检测。孔探照片如图1所示。
对燃气发生器孔探检测发现部分叶片存在磨损,且表面较脏,分析原因为机组运行时间较长,总共运行25 954 h,且未进行过返厂大修,部分叶片锈蚀严重。分析原因为机组停用时间较长,长时间未运行,且长期处于潮湿环境中。
通过对燃气发生器的孔探检查发现了燃气发生器的叶轮存在磨损与腐蚀现象,在一定程度上降低了机组效率,影响动力透平转速。
(2)制作专用工具清洗燃气发生器
经过分析可知,当燃气发生器的叶轮表面存在大量灰尘时,在一定程度上阻碍叶轮的转动,为了排除燃气发生器叶片脏污的原因,需对叶片进行清洗。为了便于操作制作专用工具。
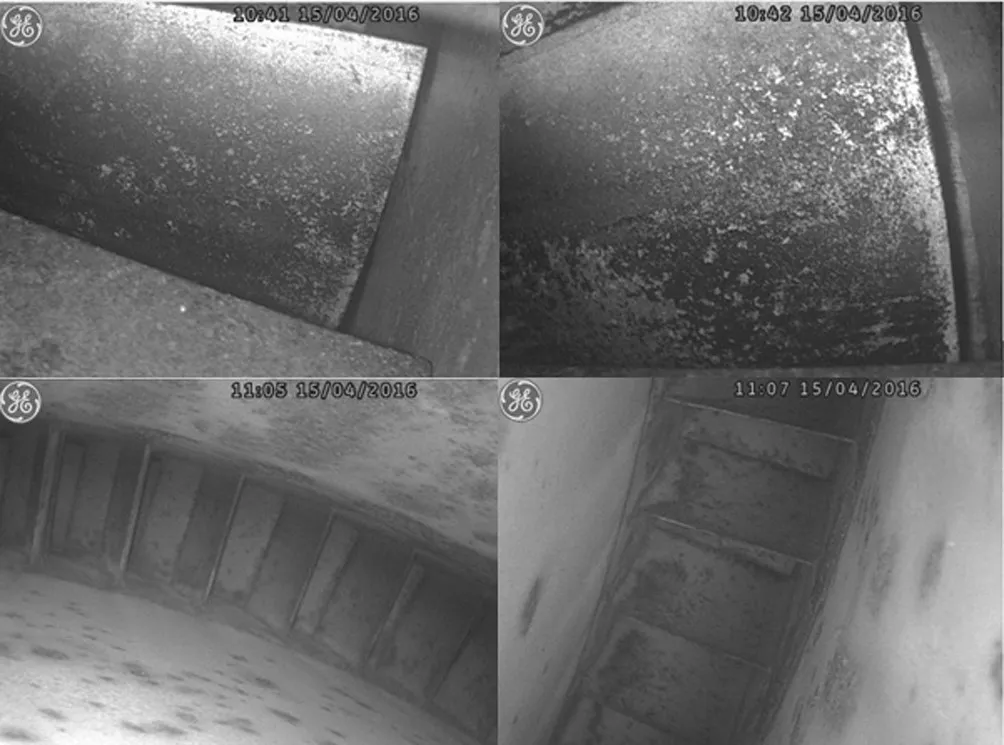
图1 孔探照片
水洗专用设备(图2):1个水桶,用于配比清洗液;1根硬质蛇皮管,一端连接水桶,一端连接1 m长的1/2英寸白钢管;1根软管,一端连接仪表风,另一端连接20 cm长的1/4英寸白钢管,且白钢管深入到硬质蛇皮管靠近长白钢管侧。
清洗原理:通过压缩空气使清洗液(或水)雾化成小水滴,在气流带动下喷射到燃气发生器入口。
清洗过程:打开排污阀门,拆除相关管线。拆下主燃料气管线、压气机后端扩压器上密封气(Pcd)排气管线、压气机后端扩压器上到燃料控制阀的排气压力管线、燃烧室下方排污管线等。使用ZOK27清洗液,与水按1:4的比例配比清洗液30 L。
从监视画面MAINTENANCE(维修保养)界面启动“TEST CRANK”,当启动马达拖动压气机旋转后对压气机进行拖动清洗。用配比好的清洗液清洗一次,然后静置30 min,使清洗液与叶片充分的浸泡。注意在拖动清洗前,一定要将发动机停机并先将发动机冷却,待温度降下来后再启动马达。
使用清洗液清洗后静置30 min,再用蒸馏水进行冲洗,每次冲洗后都要保存一定清洗废液用以判断是否清洗干净。不断重复以上过程,直到清洗干净为止。
经过启机测试,发现动力透平仍然存在转速低的问题,排除燃气发生器叶片脏的诱因。

图2 自制清洗设备
2.2 可调导叶系统的检测与分析
可转导叶系统是为了保持压气机在启动、加速和正常运行期间最大机组性能而设计的。该系统是一个电动控制、液压执行机构,通过改变入口导叶、第一级静叶和第二级静叶的入口角,以使压气机的低压级和高压级在空气动力方面相互匹配,从而达到保持压气机最大性能的目的。叶片有开和关2个位置,叶片位置的变化影响空气流过旋转叶片的入口角,对于任一具体的压气机而言,叶片入口角决定级的压气特性。通过改变叶片的位置,使处于临界状态的各低压级叶片重新排列组合,以便在启动、加速和正常运行期间能维持一个比较平衡的空气流量和压气机的性能曲线。如图3所示,该系统有4级可调导叶。

图3 可调导叶与自制指针
(1)制作导叶指针便于观察导叶的移动。将铜皮裁剪成三角指针,利用螺栓将其固定。拆卸4级可调导叶连杆,逐一进行活动,发现入口可调导叶卡死,3级可调导叶部分可活动,部分无法活动。4级可调导叶固定在液压作动筒同一连杆上,因入口可调导叶卡死无法活动,故4级可调导叶均无法动作,造成燃气发生器的进风量不足,功率不高,无法使动力涡轮转速达到设计值。
(2)可调导叶卡滞处理措施。对进口导叶叶片轴根部喷洒螺栓松动剂以及除锈剂,每天早晚各一遍。然后用套铜板手和专用工具将摇臂与作动环的连接球头螺栓拆除。利用铜棒铜锤沿着叶片轴向敲打、振动,使其沿轴向滑动。注意敲打的方位及力度,避免力度过大损害叶片。将处理过的叶片利用摇臂与作动环固定,回装摇臂与作动环的球头螺栓。全部恢复完毕后,当用单手整体转动传动环,可以灵活转动则说明可调导叶的恢复到正常状态。
2.3 点火试启机实验
通过对可调导叶一系列的检测,确定故障原因是部分可调导叶的卡滞,维修后再次进行点火启机试验,索拉压缩机组转速达到了设计值,解决了动力透平转速低的问题。
3 结语
(1)可调导叶是影响燃气轮机出力的重要因素,在日常的运行维护中要重点关注可调导叶的工作状态,保证良好运行。
(2)处理可调导叶锈蚀卡滞问题应采取有针对性的合理措施,一方面是高温浸泡,另一方面施加合理的振动,但需注意浸泡溶剂应为中性,避免伤害叶片。
(3)2次点火启机必须要有一定的时间间隙,保障温度值降到正常值时再进行二次启机。
猜你喜欢
中国医学工程(2023年11期)2023-11-30 08:20:10
能源研究与信息(2021年2期)2021-11-14 18:43:08
模具制造(2019年4期)2019-06-24 03:36:50
中国海上油气(2018年2期)2018-05-07 06:12:17
科技视界(2018年3期)2018-04-02 07:29:49
电子测试(2017年23期)2017-04-04 05:06:50
长江大学学报(自科版)(2015年19期)2015-12-04 01:33:54
水利水电科技进展(2014年2期)2014-10-17 03:22:10
水电站机电技术(2014年1期)2014-09-26 11:59:47
大电机技术(2014年3期)2014-09-21 06:10:40
