
基于LS_DYNA铝合金切削毛刺仿真分析
2018-11-30 02:54中信戴卡股份有限公司河北秦皇岛066011蔡卫民刘鸣华于志远王亚军
金属加工(冷加工) 2018年11期
■ 中信戴卡股份有限公司 (河北秦皇岛 066011) 蔡卫民 刘鸣华 于志远 王亚军
铝合金轮毂是汽车的重要零部件,铝车轮是汽车轻量化非常理想的选择之一。在铝车轮正面切削加工过程中,极易产生毛刺,去除毛刺耗费大量的人力物力,影响加工效率,且毛刺去除不净,边角处易产生漆膜腐蚀,影响外观质量。因此有必要对毛刺产生机理进行分析并探寻解决方案。
1.铝合金切削有限元模型
(1)几何模型:在L S_DYNA中建立铝合金样块及刀具的切削模型,如图1所示。其中铝合金样块长a=5mm、高b=2.5mm、宽c=2.5mm,终边角度α=45°,刀具切削深度h=0.3mm。刀具前角为8°,后角为7°,刀具切削速度v=25m/s。

图1 铝合金切削模型
(2)材料模型:由于所用刀具为钻石刀片,其硬度远大于铝合金,所以刀具采用刚体模型020-rigid,其材料参数如表1所示。

表1 刀具材料参数
由于切削过程金属一般要发生大应变和高温升,发生弹塑性流动,所以本文铝合金样块采用015-Johnson cook模型,该材料模型是一个能反映应变率强化效应和温升软化效应的理想刚塑性强化模型,其应力表达式如下:
σ=[A+B(εpl)n][1+Cln(εpl/ε0)](1-Tm)
式中,σ为等效应力;A、B分别为材料的初始屈服应力和应变硬化常数;C、n、m分别为材料特征因数、加工硬化指数、热软化因数;εpl为等效塑性应变;ε0为等效塑性应变率;T为温度。
铝合金材料参数如表2所示。

表2 铝合金材料参数
(3)边界条件:为模拟真实切削过程,对铝合金样块底部进行全约束,限制其所有自由度。利用刚体边界条件,设置刀具沿切削方向的速度为25m/s,持续时间为0.3ms。
(4)摩擦接触模型:侵蚀接触用于当一个或两个表面的单元在接触时发生材料失效,接触依旧在剩余的单元进行的情况。在切削过程中,铝合金被切削部分单元失效,产生切屑被移除,刀具与铝合金样块之间设置节点对面的侵蚀接触,刀具与切屑之间设置单面的侵蚀接触。
(5)热力耦合模型:本文采用热力耦合分析模型,考虑切削过程刀具、铝合金样块及切屑之间的热量产生及热量传导,保证能量的稳定性。
2.铝合金切削毛刺形成过程分析
在刀具切削过程中,刀具前刀面对切削层金属产生挤压和摩擦作用,当产生的切应力达到铝合金材料的屈服强度时,金属材料发生剪切滑移,并沿前刀面逐渐流出,形成切屑。由图2可以看出,仿真产生的切屑呈连绵不断的带状,称之为带状切屑,这与铝合金的材料性质和实际加工状况一致。切削层从开始变形到形成切屑有一个过渡平面,称之为剪切面,剪切面与切削速度方向的夹角为剪切角。
终边角度为65°时,毛刺形成过程如图2所示,在刀具切入铝合金样块的过程中,毛刺极其微小,与现场加工状态相符,对于铝车轮表面质量没有显著影响,故可以忽略不计。当刀具临近样块终端时,由于终端没有约束作用,样块塑性变形逐渐增大,切削层沿滑移线开始滑移,如图2a所示。
随着刀具继续切削,切削层沿滑移线继续滑移,剪切角逐渐变小,且切削层绕样块终端某支点开始旋转,如图2b所示。随着刀具继续切削,切削层继续旋转,且切削层与刀具接触部位开始产生裂纹,发生断裂,如图2c所示。

图2 毛刺形成过程(终边角度65°)
随着刀具继续切削,裂纹逐渐扩展,直至切削层与铝合金样块完全分离,同时在样块终端形成毛刺,且由于滑移线与样块终端斜面存在差异,所以毛刺存在一定程度的尖角。毛刺的大小主要采用毛刺高度和毛刺根部厚度进行评价,该毛刺存在尖点,且毛刺根部厚度较大,对漆膜覆盖产生影响,需人工去除。
影响毛刺形成和大小的因素主要有:工件材料和工件结构、切削用量、刀具参数、加工方式等,其中铝合金车轮加工采用车削方式,刀具参数和切削用量已根据铝车轮质量要求调整至较优,所以本文主要通过改变工件结构,验证终边角度和出刀圆弧对于毛刺产生和大小的影响规律。
3.终边角度对于毛刺尺寸的影响
终边角度分别选取25°、45°、65°、90°,不同终边角度下的毛刺形态如图3所示,不同终边角度下的毛刺大小如图4所示。
由图3和图4可以看出,不同终边角度下,毛刺形态及大小均存在明显差异,随着终边角度的增大,毛刺高度和毛刺根部厚度均逐渐增大,且增大不存在相应的线性关系。
当终边角度为25°时,出刀侧毛刺形态较平缓,毛刺的高度和根部厚度分别为0.04mm和0.23mm,毛刺较小且毛刺不存在突起尖角,基本不会对漆膜覆盖及外观状态产生明显影响。
当终边角度为45°时,出刀侧毛刺存在向上翘起的尖角,毛刺的高度和根部厚度分别为0.1mm和0.27mm,影响漆膜覆盖,但毛刺尺寸较小,去除难度不大。
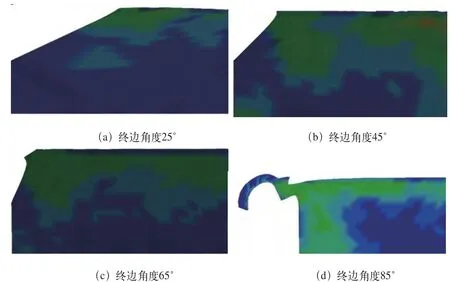
图3 不同终边角度下的毛刺形态
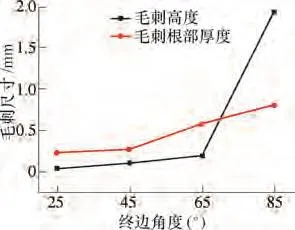
图4 不同终边角度下的毛刺大小
当终边角度为65°时,出刀侧存在较为明显的挤压变形,毛刺基本呈三角形状态,毛刺最高点与出刀点存在一定距离,毛刺的高度和根部厚度分别为0.19mm和0.59mm,对漆膜覆盖产生明显影响,且由于毛刺根部尺寸较大,毛刺去除较难。
当终边角度为85°时,毛刺与切屑粘连在一起,并未完全分离,毛刺的高度和根部厚度分别为1.95mm和0.8mm,由于该毛刺根部很大,用普通毛刺刀去除不便,且对毛刺刀寿命产生严重影响,在实际的生产实践中应尽量避免该种造型。
4.结语
本文建立了铝合金切削毛刺的有限元模型,对毛刺产生机理进行分析,并探寻出刀处终边角度对于毛刺大小的影响规律。研究结果表明,终边角度会对毛刺的形态及大小产生重要影响,因此在造型的设计阶段应重点考虑造型对毛刺的影响,在可能的情况下对产品出刀侧进行倒角,且倒角≤45°为宜。
猜你喜欢
中国金属通报(2021年6期)2021-07-01
汽车维护与修理(2021年2期)2021-02-03
装备制造技术(2020年4期)2020-12-25
山东化工(2020年20期)2020-11-25
润滑油(2020年1期)2020-03-09
金属加工(热加工)(2020年12期)2020-02-06
装备制造技术(2019年12期)2019-12-25
汽车实用技术(2019年16期)2019-09-11
制造技术与机床(2017年10期)2017-11-28
腹腔镜外科杂志(2016年11期)2016-06-01
