统计过程控制(SPC)在职业技能大赛备赛过程中的应用
2018-11-29 11:34:16展跃平
襄阳职业技术学院学报 2018年6期
张 伟, 姚 悦, 展跃平
(江苏农牧科技职业学院, 江苏 泰州 225300)
在高职职业技能大赛备赛过程中,指导老师通常通过观察备赛选手操作过程来主观判断选手的好坏。因缺乏客观的评判指标,在评价中难免带有一些指导教师的主观偏见。[1]如何规避指导老师的主观偏见,在备赛过程中挑选出合适的参赛选手,并科学评价参赛选手试验质量的稳定性是带队老师亟待解决的问题。本文将统计过程控制(SPC)应用于职业技能大赛备赛过程,通过数据和图表分析试验过程中是否存在系统性风险、是否符合质量控制的要求,取得了良好的效果。
一、统计过程控制(SPC)技术的原理
统计过程控制(SPC)技术的原理是通过对受控过程产品质量特性值波动的研究,建立有效的分析用控制图,并计算出受控状态下的过程能力,再将有效的分析用控制图转化为生产过程控制用控制图,对日常生产过程进行监控。[2]具体工作流程见图1。
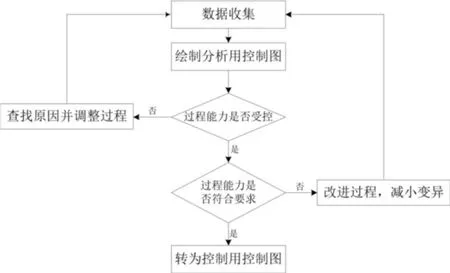
图1 统计过程控制技术的工作流程图
二、统计数据的采集及控制图的绘制与分析
高职技能大赛集训过程中产生的数据属于计量型数据,一般情况下,计量型数据的采集个数应不少于25组,个别可查明原因的异常点剔除后应不少于20组,[3]以保证有足够的点能客观反应操作过程的稳定程度。本过程采集了技能集训过程中连续25天产生的试验数据,相关系数R2反应了实验过程的稳定程度。本文选取实验数据中相关系数R2进行分析,采集到相关系数R2值见表1。

表1 改进前收集到试验数据(相关系数R2)
用Mintab17软件中的统计/控制图/单值的变量控制图/单值命令对收集到的数据绘制单值(X-R)控制图,结果见图2。
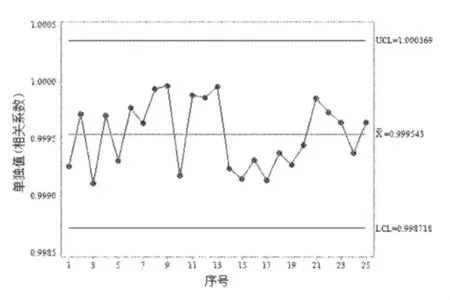
图2 改进前相关系数R2单值控制图
参考陈旭东[4]提出的X-R控制图判异准则对图2进行判定。图2中第14至21点均在中心线下侧,满足连续7点以上出现在中心线一侧的判异准则,属于异常波动,说明这一时间段内的试验过程失控。利用鱼刺图对失控原因进行分析后发现:第14点之前,均是裸手移取四氯化碳;按照要求佩戴乳胶手套后,移取过程不能很好地控制四氯化碳,导致相关系数R2的结果整体偏低,出现异常波动。该波动由系统误差导致,属于人为的、不可接受的误差,必须去除。
指导老师调整了训练方案,专项练习佩戴乳胶手套移取四氯化碳。一周后,备赛选手佩戴乳胶手套移取四氯化碳基本达到与不佩戴乳胶手套移取四氯化碳同样的熟练程度。过程改进后,再连续收集25天的试验数据,见表2。
用Mintab17软件中的统计/控制图/单值的变量控制图/单值命令对收集到的数据绘制单值(X-R)控制图,结果见图3。

表2 改进后收集到试验数据表(相关系数R2)
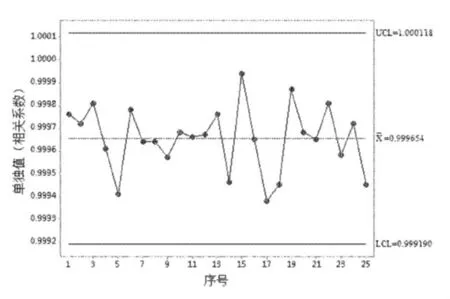
图3 改进后相关系数R2单值控制图
参考陈旭东[4]提出的X-R控制图判异准则对图3进行判定。图3中数据点的分布没有明显的规律性,大部分数据点在中心线上下波动,说明波动正常,试验过程受控,试验数据稳定,符合职业技能大赛的要求。
三、过程能力分析
试验过程控制能力越强,产品质量波动越小,比赛结果越稳定,越容易取得好成绩。利用Mintab17软件中的统计/质量工具/能力分析/正态命令对改进后收集到试验数据进行分析,结果见图4。
过程能力(Process Cabability index,PC)是用来度量一个过程满足要求的程度,通常用过程能力指数来表示。过程能力指数分为潜在过程能力指数Cp和实际过程能力指数Cpk,实际能力指数又分为单侧下限过程能力指数CPL和单侧上限过程能力指数CPU。由于相关系数R2越接近上限越好,所以技能集训过程通常用单侧下限过程能力指数CPL来评价过程的真实控制能力。当Cp、CPL≥1时,说明过程控制能够满足要求,Cp和CPL愈大,过程能力愈充足,质量愈高。由图4可知,得到的实验数据基本呈正态分布。潜在过程能力指数Cp大于1,说明受控的过程能够满足技能竞赛的要求。CPL值达到1.41,实际过程能力充足,能够很好地满足技能比赛对质量的要求。改进后相关系数R2单值控制图(图3)有效,可以延长作为控制用控制图,用于分析过程是否处于稳定状态,预报过程中出现的质量异常现象及其原因。[5]
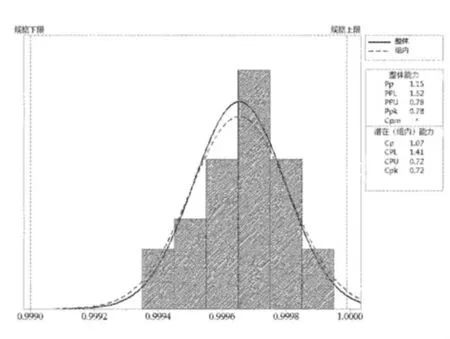
图4 过程能力分析图
四、结束语
随着越来越多的高职院校重视职业技能大赛工作,比赛的激烈程度日趋白热化。而技能比赛成绩的好坏,直接取决于操作过程是否可控、质量结果是否可靠。统计过程控制(SPC)是一种有效的质量管理工具,在职业技能大赛备赛过程中导入统计过程控制(SPC),能依靠数据判定备赛选手操作过程是否稳定、质量控制能力是否满足要求,并能够起到有效预防异常波动的作用,从而提高技能质量,取得优异的成绩。
猜你喜欢
中国发展观察(2022年1期)2022-03-05 02:06:26
太原科技大学学报(2021年4期)2021-08-30 07:27:00
四川劳动保障(2021年5期)2021-07-19 06:09:44
数学年刊A辑(中文版)(2021年2期)2021-07-17 08:38:06
工会信息(2020年21期)2020-02-28 07:19:36
神州·中旬刊(2018年6期)2018-06-27 16:20:22
课程教育研究·新教师教学(2015年13期)2017-09-27 02:34:28
山西大同大学学报(自然科学版)(2016年4期)2016-11-27 02:20:52
学习月刊(2016年14期)2016-07-11 01:54:48
广东教育·职教版(2014年4期)2014-07-24 02:32:46