
中大型不锈钢杀菌锅焊接工艺改进
2018-11-29 08:23张本朋张春鹏
金属加工(热加工) 2018年11期
■ 张本朋,吕 勇,张春鹏,李 庚
杀菌锅主要应用于食品、医药、饮料、化工等行业,是食品加工企业、研究所和大专院校开发新产品或进行杀菌工艺所必须的设备。随着现代社会的高速发展,人们对食品的卫生、口感要求越来越多。传统碳钢材料已不能满足人们需要,不锈钢材料已逐渐代替了碳钢材料。近年来,公司制作了多台不同规格不锈钢杀菌锅,主要出口美国以及南美市场。
1.杀菌锅制造情况
(1)杀菌锅规格及技术要求 杀菌锅筒身参数φ2000mm×5000mm×12mm;材料SA-240-304;设计压力0.35MPa;设计温度147℃ ;水压试验压力0.455MPa;介质为水蒸汽。杀菌锅外观及焊缝编号如图1所示。设备两端安装传动装置与旋转臂装置,设备内部安装杀菌篮及蒸汽装置。
杀菌锅密封采用齿啮式卡箍连接密封,中小直径杀菌锅密封结构由筒体齿、封头齿、卡箍齿和密封圈组成,开门时卡箍转动,封头齿不动,封头齿与密封垫之间没有相对摩擦,因此密封垫使用寿命长,卡箍旋转一般采用手动。中大直径的杀菌锅密封结构由封头齿、卡箍齿和密封圈组成,开门时封头齿转动,封头齿与密封垫之间有相对摩擦,对密封齿使用寿命有影响,封头转动一般采用机械传动,本文设备就是使用这种密封结构。
(2)杀菌锅焊接重点 杀菌锅在焊接过程中共有两个重点,一是控制焊接变形,保证密封结构密封性以及防止设备两端变形收缩;二是控制筒体中下部四个大接管的位置与角度,由于每个接管里面都有一个托轮结构,要求四个托轮结构联动,所以对于焊接后位置与角度都要求较高。
(3)不锈钢焊接要点 奥氏体不锈钢焊接工艺要点: 其焊接一定要合理控制焊接参数,奥氏体钢热导率小,热量不容易散失,一般焊接所需的热输入比碳钢要低20%~30%。过高会造成焊缝开裂,变形严重。一般采用较小的热输入和较快的焊速。焊接要有引弧板(纵缝),不得在材料表面引弧,运条要稳定,短弧焊接,不摆动,直线运行,快速焊接。为防止在450~850℃之间因停留时间长而出现晶间腐蚀,应严格控制层间温度,必要时采取强制冷却措施。多层焊时,每层要清渣,严格控制层间温度,等前道焊缝冷却后,再焊接下层。
(4)国内外焊接要求对比 杀菌锅制造过程中国内外对设备A类、B类焊缝要求一样,都要求全焊透,主要差别在C类和D类焊缝上。由于杀菌锅在实际应用中工作压力较小,国内杀菌锅经过长时间的实践证明,大部分C类和D类焊缝对于坡口和焊缝余高要求不大,尤其是封头与封头法兰,筒体与榫槽法兰,筒体与盲板,盲板板厚70mm。其中封头法兰,筒体与榫槽法兰为密封装置,对于焊接变形要求最为严格,国内杀菌锅制作过程中基本以不开坡口或开小坡口为主,并且角焊缝部分焊脚较小,且焊后经机加工圆滑过渡,基本没有焊缝高度;筒体与盲板焊接也是如此。这样做的好处是将焊接变形量控制在最小值,不仅保证了杀菌锅的密封性,还大大提高了杀菌锅的美观。但是,ASME对焊缝坡口与焊缝余高要求都很严格,尤其是上述三个焊接位置,余高都要求大于等于板厚。我公司生产第一批国外杀菌锅时由于经验不足,焊完之后变形严重,密封装置密封性不好,经过长时间修磨才达到要求。另外,应注意盲板与筒体焊接时筒体也收缩严重。
(5)焊接工艺改进 经过第一次失败之后,对焊接工艺进行了改进。为防止焊接变形严重,增加了水冷系统。杀菌锅制作过程中采用了SMAW、GTAW、SAW多种焊接方法,但是水冷过程差别不大,都是在打底焊完成后,后面焊接操作均在焊缝背面利用水冷系统喷水冷却。水冷系统外置,单独使用,主要包括一件小型循环泵,一个长方形水箱,一端封闭且长度可以增减的无缝钢管,钢管上的数根金属软管,以及每根金属软管上的水量调节阀。系统虽然简单,但是想要控制好不易。首先水的回收主要根据水往低处流的特点,合理轻微改变杀菌锅高度差。其次是金属软管出水量一定要控制在水流既不能过多形成飞溅,又不能过少失去冷却作用,这都需要实际工作中的经验摸索。
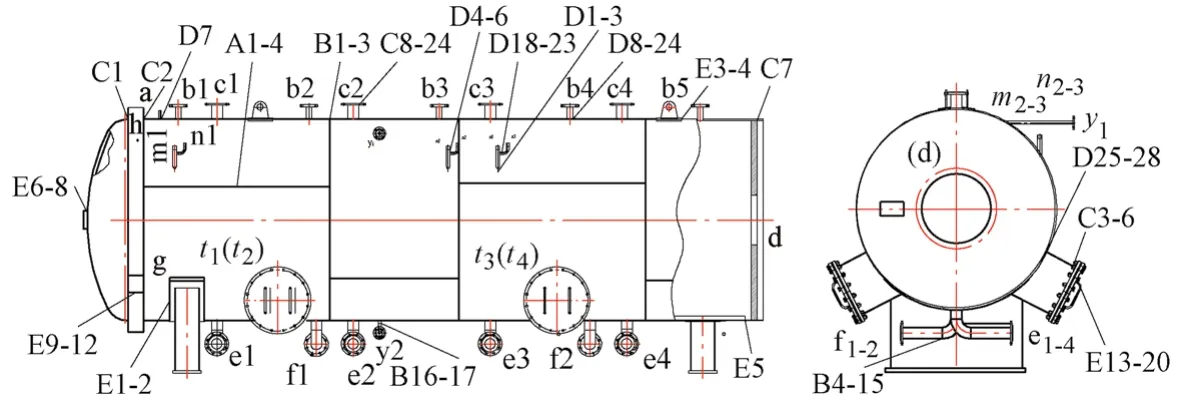
图1 杀菌锅
水冷焊工艺特点:①提高施焊效率。水冷焊时焊接电流可比非水冷焊时提高10%~30%,并且由于冷速很快,电弧过后熔池很快冷凝,接头温度很快下降,所以可连续进行焊接,不必考虑道间温度过热的影响。②提高焊接质量。由于冷速较大,熔池过热程度小,使得晶粒细密,同时焊接残余应力小,从而提高了焊接接头的力学性能和耐腐蚀能力,保证了设备的使用寿命。③施焊时操作难度较大,由于冷速较大,熔池很快冷凝,所以在操作上与一般焊接有所不同,焊工在正式焊接前必须经过严格训练。另外,对于水温以及水量也有一定要求,水温一般控制在10~40℃。
2.焊接试验参数
由于杀菌锅使用焊接方法较多,不能全部试验,故选取较为重要的A类焊缝试验,焊接工艺为SMAW打底,SAW填充盖面,背面等离子气刨后自动焊盖面的工艺。均选用φ3.2mm的焊条、焊丝。具体焊接参数如附表所示。
3.试验结果及分析
(1)外观检测 焊缝外观成形美观,焊缝宽度及高度合适,无表面裂纹、咬边、表面气孔等焊接缺陷。
(2)无损检测 根据ASME BPVC-V-2015《无损检测》。经检验焊件全部合格。
(3)力学性能检测 根据标准ASME BPVC-IX-2015《焊接、钎接和粘接评定》切取两个拉伸试样、两个面弯试样和两个背弯试样。结果显示断裂位置全部位于母材,塑性断裂,抗拉强度平均值分别为800MPa和820MPa,满足ASME BPVCII-2015 A篇技术要求(抗拉强度≥515MPa),相比较同等焊接参数下不用水冷焊接试样抗拉强度平均值分别为700MPa和680 MPa,抗拉强度增加。弯曲结果表明在焊缝及热影响区均未产生任何裂纹,全部合格。
(4)其他检测 金相检测:从图2焊缝组织金相照片可以看出,无论是水冷焊接还是空冷焊接,焊缝组织基体均为奥氏体,同时有少量的铁素体析出。水冷焊缝晶粒相对细密,这也是水冷拉伸试验比空冷拉伸试验拉伸强度高的原因。
晶间腐蚀试验:试样在硫酸-硫酸铜溶液中微沸16h,弯曲角度180°,弯曲后的试样在10倍放大镜下观察,没有发现因晶间腐蚀而产生的裂纹。
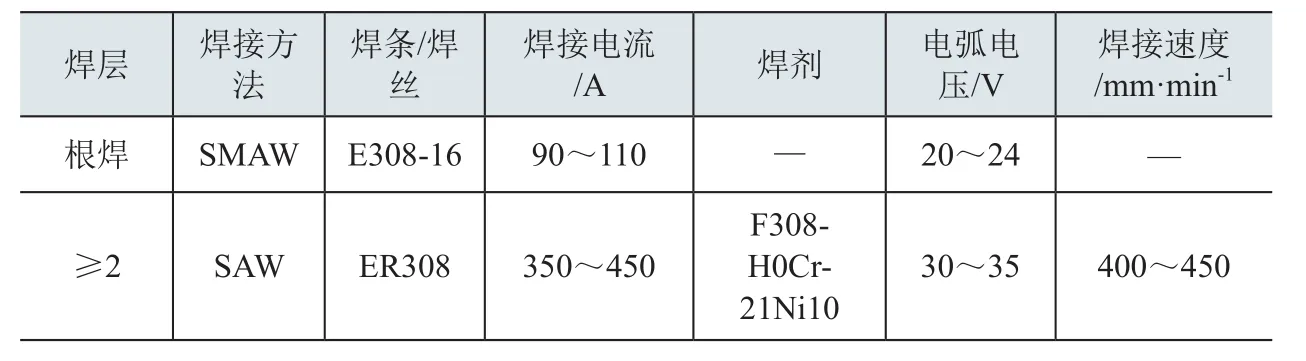
焊接参数表
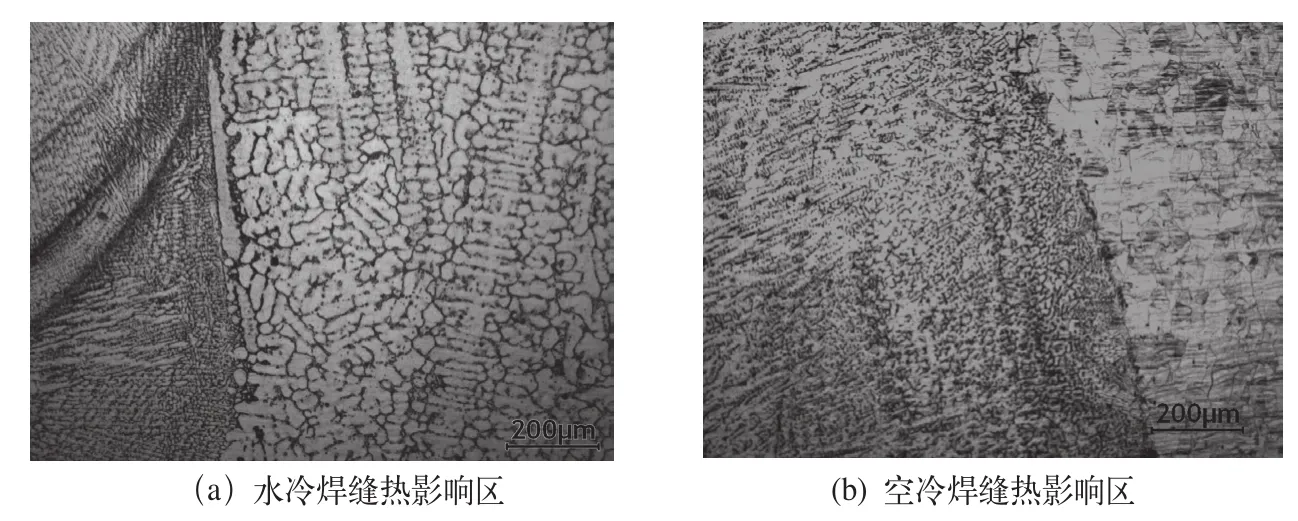
图2 焊缝组织金相照片
4.结语
(1)采用水冷焊接方式可以完美解决杀菌锅焊接变形问题,保证了杀菌锅的密封性与外观美观。
(2)通过大量的试验和工程应用实践证实,奥氏体不锈钢的水冷焊是一种确保焊接接头质量比较好的焊接工艺方法,为公司取得了良好的经济效益和社会效益。
(3)杀菌锅水冷焊焊接效率大大提高,原来每个焊缝都要等到道间温度冷却到150℃以内再进行后续焊接工作,焊接效率极低。
(4)金相试验结果表明:焊缝组织基体为奥氏体,同时有少量的铁素体析出;但是水冷焊晶粒相对细密,力学性能更加优异。
(5)无论是国内杀菌锅还是ASME杀菌锅,水冷焊接都可以保证焊缝质量。
猜你喜欢
交通科技与管理(2021年13期)2021-09-10
石油化工设备(2021年4期)2021-07-21
装备制造技术(2020年4期)2020-12-25
装备制造技术(2019年12期)2019-12-25
中国海洋平台(2019年5期)2019-11-01
电子制作(2018年23期)2018-12-26
制造业自动化(2017年3期)2017-05-02
中国三峡(2016年11期)2017-01-15
中国特种设备安全(2016年10期)2016-11-18
智能系统学报(2015年4期)2015-12-27
