
铜板带轧辊弹性变形对板形的影响分析
2018-11-12 08:04:44韩子东刘晓波袁光前
机械设计与制造 2018年11期
韩子东,刘晓波,袁光前
1 引言
影响冷轧铜板带板形的因素很多,包括轧制力、来料板凸度、板宽、张力、弯辊力、轧辊外形、初始轧辊凸度等,都会对板形产生影响[1-4]。实际上在轧制轧件时,只要是对辊缝形状产生影响的因素,都是板形的影响因素。为了解轧制过程中工作辊辊间的辊缝形状,必须了解轧辊受力时的负荷分布规律。轧辊受力时,会由于弯曲力和剪切力而变形,同时辊面接触会引起局部表面变形,它们的变形均会造成辊缝形状的变形。现在从轧辊弹性挠曲、辊间弹性压扁、轧辊与轧件间弹性压扁等几个方面来分析。
1.1 轧辊弹性挠度的影响
轧制铜板带时,轧辊压力使铜板带产生塑形变形,同时铜板带对轧辊产生反作用力—轧制力,使轧辊产生弯曲变形。轧制力越大,轧辊的挠曲就越大,中间辊缝凸度与边部辊缝凸度之差就越大,从而造成出口处铜板带横截面凸度就越大,造成板形不良。在工作辊和支撑辊之间施加液压弯辊力可以减少轧辊的弹性挠曲,从而影响板形,改善出口铜板带的板形分布。
1.2 辊间弹性压扁的影响
辊间接触负荷是不均匀分布的,中部负荷较大,而边部负荷较小,导致轧辊中部压扁增大,使得轧件中部的厚度势必大于轧件边部的厚度,造成板形厚度分布不均。
1.3 轧辊与轧件弹性压扁的影响
由弹性理论可知,弹性压扁量和单元与作用力距离成反比,且随作用力与单元的距离增加,弹性压扁量迅速下降。因此在轧件的边缘部位,轧辊的压扁量明显减小,轧件出现明显的边部减薄现象。在轧制较窄的铜板带时,压扁分布与轧辊弹性挠曲变形结合起来,造成辊缝凸度的增大,使带材横断面板凸度增大,造成板形不良。而随着铜板带宽度的增加,情况将向有利的趋势发展。因为随着带宽增加,带宽与辊身长之比达到一定值时,轧辊压扁最大值将出现在端部,这样就有利于轧件凸度沿带宽方向均匀分布。将从采用影响函数法求解轧辊的弹性变形(轧辊压扁、轧辊挠曲)的角度着重分析板宽和弯辊力对板形的影响。
2 影响函数法
影响函数法是一种离散化的方法,其基本思路是将轧辊离散成若干单元,并将轧辊所承受的载荷及轧辊弹性变形也按相同单元离散化,应用数学物理方程中关于影响函数的概念,先确定对各个单元施加单位载荷时在辊身各单元处引起的变形,然后将全部载荷作用时在各单元引起的变形叠加,就得出各单元的实际变形值,从而确定出口处的铜板带的厚度分布和张力分布以及轧辊间的压力分布等[5-6]。采用了离散化方法后,不需要像研究轧辊弹性变形的解析方法那样对轧制力的分布、工作辊和支承辊的凸度、辊间接触压力与工作辊在支承辊上的沉陷值等做出假定,这样能够更加方便真实的反映与解决各类复杂的实际工程问题。
2.1 辊系的受力分析以及离散化过程
在一般的对称轧制中,轧辊的受力及其弹性变形都是左右对称分布的。据此可知,辊系的载荷分布、变形分布以及轧件轧后断面形状的分布都是以O点为中心的点对称。轧辊与铜板带的离散化,如图1所示。
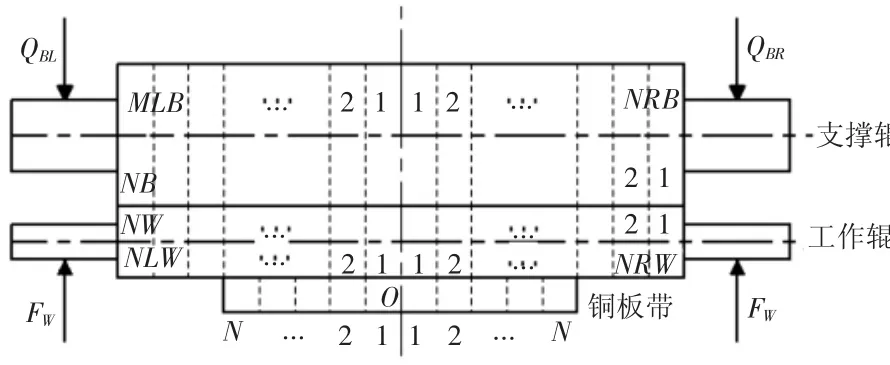
图1 轧辊与铜板带的离散化Fig.1 Discretization of Roll and Strip
2.2 影响函数的确定
工作辊弹性弯曲影响函数
工作辊弹性弯曲影响函数可用卡氏定理[7-8]求出。轧辊离散后,任取两个单元i和j,设这两个单元的中点坐标分别为xi和xj,得到 j对 i的弹性弯曲影响函数 g(i,j)为:

式中:Ew—工作辊的弹性模量,MPa;vw—工作辊的泊松比;Iw—工作辊的抗弯截面系数,mm4;Dw—工作辊直径,mm。
支撑辊的弹性弯曲影响函数:
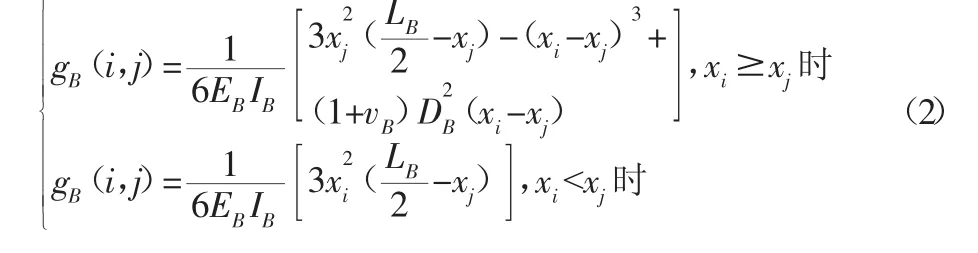
式中:EB—支撑辊的弹性模量,MPa;vB—支撑辊的泊松比;DB—支撑辊直径,mm;IB—支撑辊抗弯截面系数,mm4;LB—压下液压缸中心距,mm。
工作辊弯辊力影响函数:

式中:LW—工作辊弯辊液压缸中心距,mm;vw—工作辊泊松比;
Ew—工作辊弹性模量,MPa;Dw—工作辊直径,mm。

轧辊的辊间压扁影响函数和工作辊的弹性压扁影响函数采用文献[9]中的理论模型,并且运用中岛修正理论[10]进行修正。计算流程,如图2所示。在计算过程中,轧制力的选取计算对轧件的最终板形有较大影响,采用文献[11]的公式计算轧制力,用指数平滑法对轧辊辊间接触压力和铜板带出口断面的分布进行修正。迭代计算的收敛精度包括:相连两次迭代轧辊辊间单元压力的最大差值ε1=10-4kN;轧辊辊间总压力与目标的差值ε2=10-3kN;铜板带出口断面厚度的最大差值ε3=10-4mm。
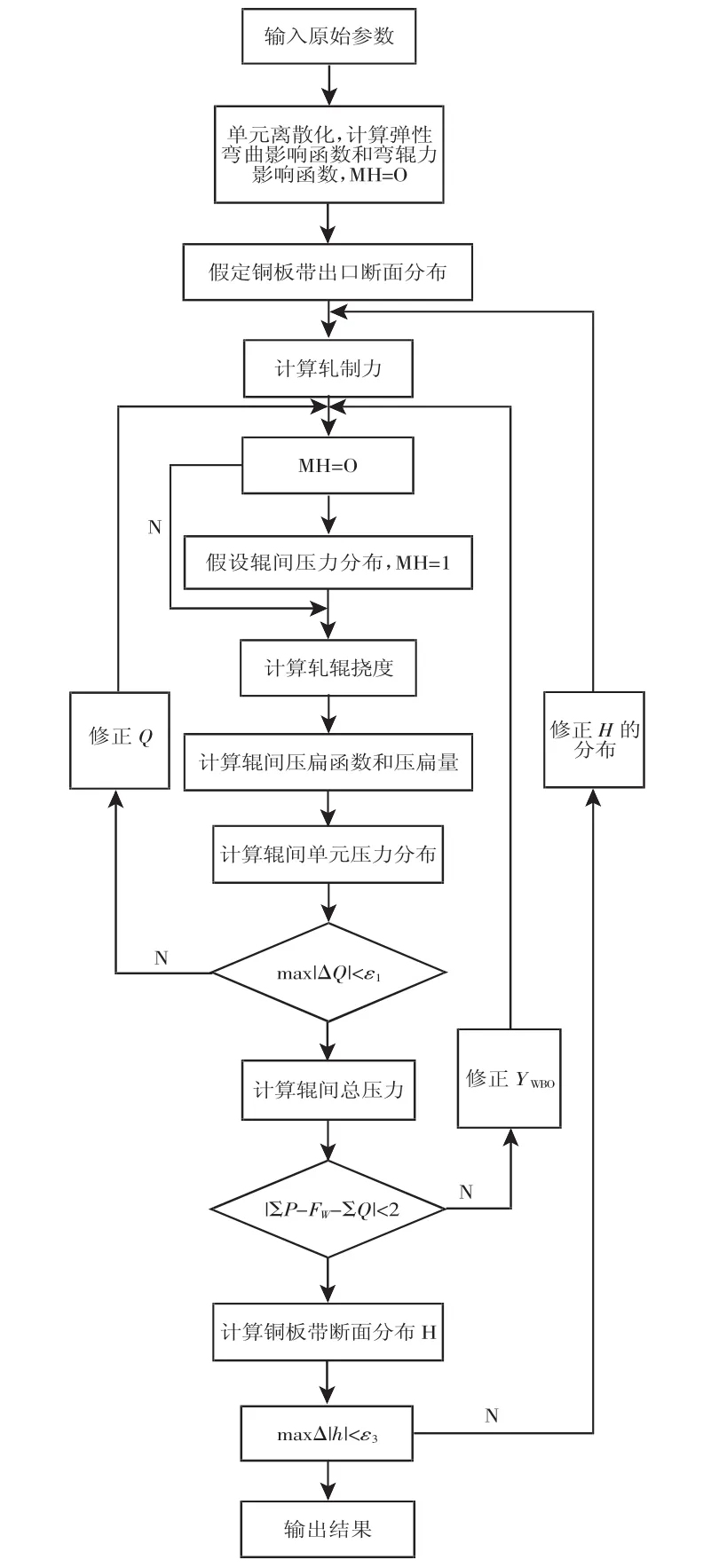
图2 计算流程图Fig.2 Calculation Flow Chart
3 结果与分析
采用影响函数法计算时的轧机参数及轧制数据如下:(1)轧机主要参数;(2)现场采集带材及轧制数据数据。
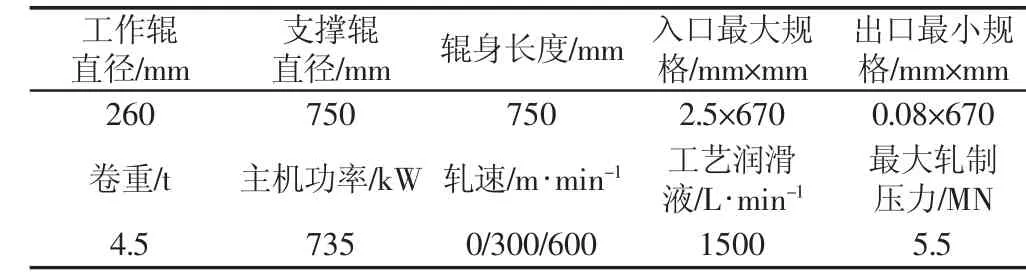
表1 轧机主要参数Tab.1 Main Parameters of Rolling Mill
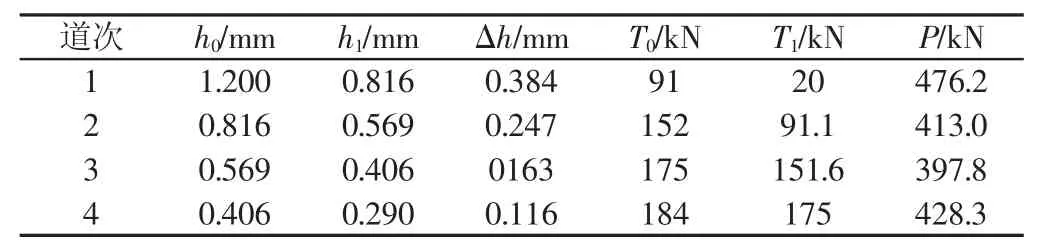
表2 实测数据Tab.2 Measured Data型号:ZR33C-18 铜带宽度:480 铜带型号:C521
3.1 轧辊弹性挠度分析
3.1.1 弯辊力对轧辊挠度的影响
不同弯辊力作用对支撑辊挠度的影响,如图3(a)所示。图中可以看出,弯辊力对支撑辊中部的挠度影响较小,对边部挠度影响较大,整体呈对称V型分布。且随着弯辊力由负弯到正弯的改变,支撑辊的挠度变化并不大,说明不同弯辊力对支撑辊的挠度影响不大。分析了不同弯辊力作用对工作辊挠度的影响,如图3(b)所示。图中可以看出,在距板宽中心线处50mm范围内,工作辊挠度变化不明显,而距板宽中心线范围50mm以外,随着弯辊力由负弯到正弯,弯辊力逐渐增大时,工作辊的挠度明显降低。
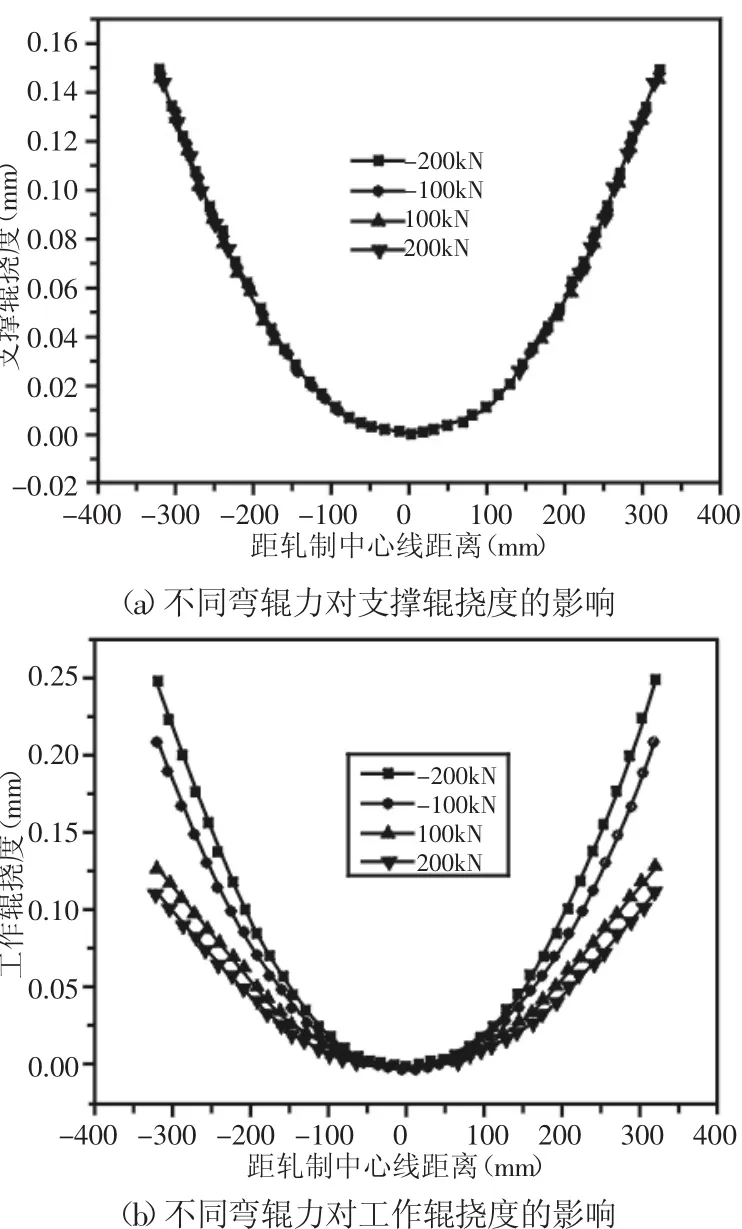
图3 不同弯辊力对支撑辊和工作辊的影响Fig.3 The Influence of Different Bending Roll Force on Rolls
3.1.2 铜板带宽度对轧辊挠度的影响
不同铜板带宽度:400mm,480mm,560mm,640mm 下工作辊和支撑辊的挠度曲线图,如图4所示。图中可以看出在离轧制中心线较近处,工作辊和支撑辊挠度变化都不大,随着距离轧制中心越远,工作辊和支撑辊的挠度都明显增大。图中还可以看出,随着铜板带宽度由400mm增加到640mm,工作辊的挠度逐渐减小,而支撑辊的挠度则逐渐增加。
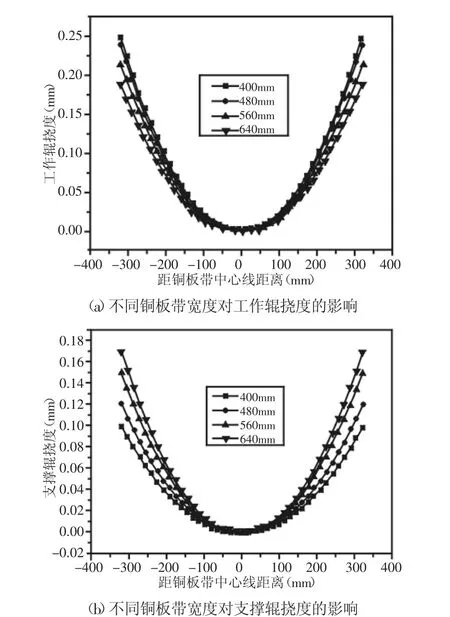
图4 不同铜板带宽度对工作辊和支撑辊挠度的影响Fig.4 The Influence of Different Bandwidth on Elastic Deflection of Rolls
3.2 辊间压扁量分析
3.2.1 铜板带宽度对辊间压扁量的影响
分析了不同铜板带宽度下辊间压扁量沿横向分布分布情况,如图5(a)所示。图中可以看出铜板带宽度对于辊间压扁量影响很大。随着铜板带宽度的增加,轧辊辊间压扁量明显增加。同时可以看出,640mm铜板带的辊间压扁量明显比400mm铜板带的辊间压扁量分布更为均匀,这表明随着铜板带宽度与轧机辊身长度比增加,因辊间压扁量而引起的铜板带厚度不均匀分布将逐渐趋于平缓。
3.2.2 铜板带宽对工作辊与轧件间压扁量的影响
分析了不同铜板带宽度对工作辊与轧件间压扁量的影响,如图5(b)所示。从图中可以看出,不同铜板带宽度对工作辊与轧件间压扁量数值差别不大,说明不同的铜板带宽度对工作辊压扁量影响较小。图中还可以看到,工作辊与轧件的压扁量主要集中在轧件的中部区域,而在靠近轧件的边缘区域,工作辊压扁量迅速减小,这就是铜板带容易出现边部减薄的原因。同时还可以看到,在轧制相对较窄的400mm和480mm带材时,工作辊的最大压扁量出现在轧制中心线处,而在轧制较宽的560mm和640mm铜板带时,工作辊的最大压扁量出现在靠近带材的边缘区域。
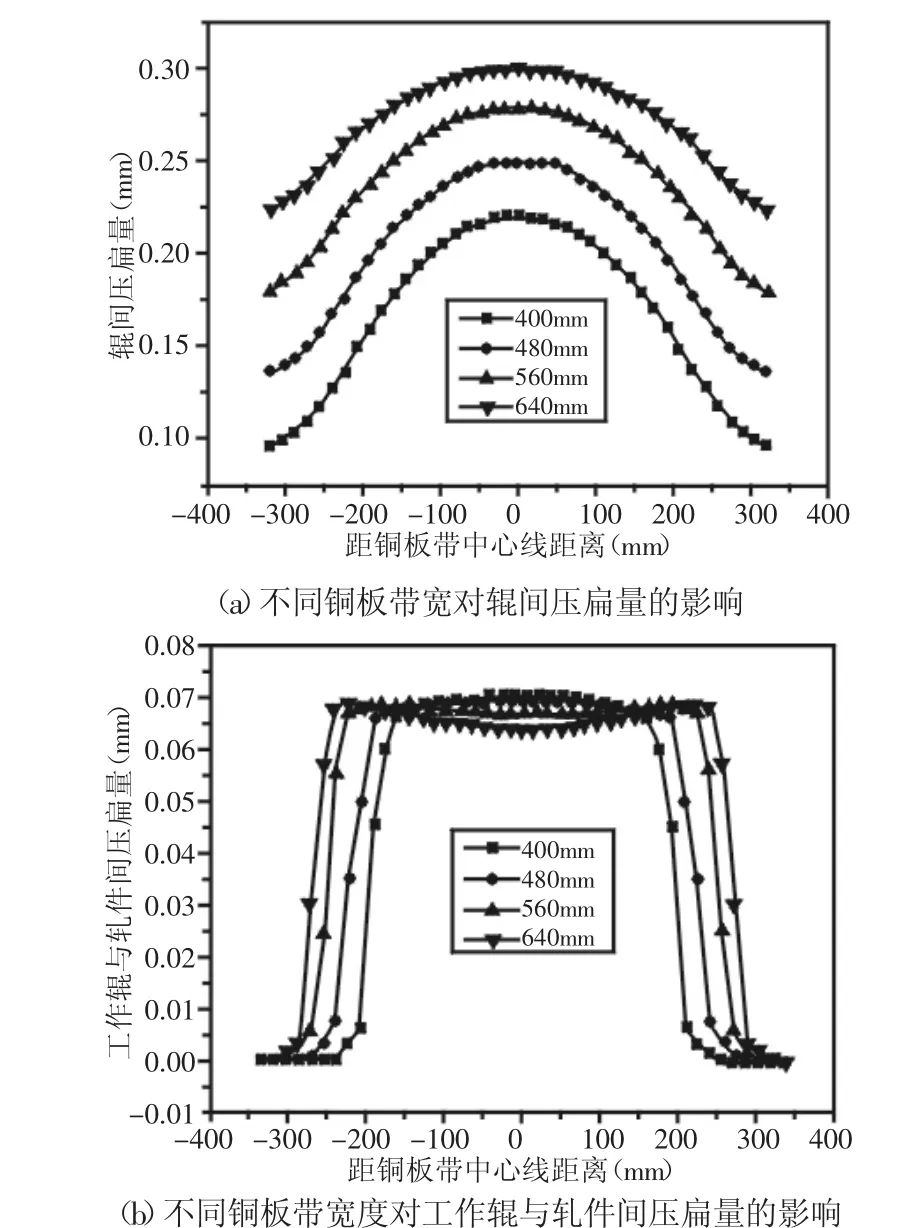
图5 不同铜板带宽度对辊间压扁量和工作辊与轧件压扁量的影响Fig.5 The Influence of Different Bandwidth on the Value of Flattening Between Rolls and Between Work Roll and Rolled Piece
3.2.3 弯辊力对辊间压扁量的影响
不同弯辊力对辊间压扁量的影响,如图6(a)所示。图中可以看出轧辊的辊间压扁量主要集中在轧制中心线附近区域,在压扁量集中区域,辊间压扁量随着弯辊力的增加而逐渐减小。同时可以看出,弯辊力为负弯时,辊间压扁量曲线凸度明显大于弯辊力为正弯时,说明当弯辊力由负弯变为正弯时,轧辊辊间压扁量分布趋于均匀化分布。所以,减小负弯辊力增大正弯辊力有利于减小板形正凸度,对板形的均匀化分布有重要影响。同时,轧辊间的辊间压扁对辊间的轴向磨损有相当影响,辊间压扁量大的地方,其轧辊磨损量自然也越大,磨损越严重,而压扁量小的地方磨损越轻,而轧辊的磨损对于产生板形缺陷也具有不可低估的影响,所以可以通过适当减小负弯辊力增加正弯辊力来减小辊间压扁的分布不均匀性,从而减轻轧辊磨损。
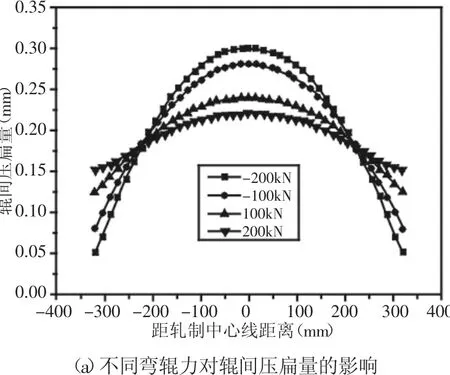
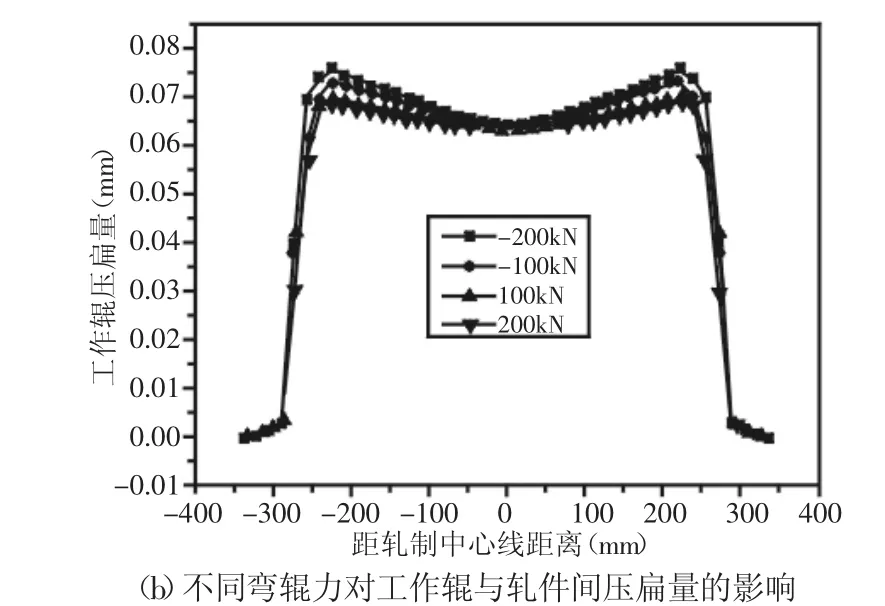
图6 不同弯辊力对辊间压扁量和工作辊与轧件间压扁量的影响Fig.6 The Influence of Different Bending Roll Force on the Value of Flattening Between Rolls and Between Work Roll and Rolled Piece
3.2.4 弯辊力对工作辊与轧件间压扁量的影响
不同弯辊力对工作辊与轧件间压扁量的影响,如图6(b)所示。图中可以看出弯辊力对工作辊的压扁量影响较小。工作辊压扁量主要集中在中部区域,且压扁量最大值出现在铜板带的边缘区域。同时可以看出,随着弯辊力由负弯到正弯,工作辊的压扁量逐渐减小,但是并不明显,且随着弯辊力的增加,压扁量趋于均匀化分布。
4 结论
(1)弯辊力变化对支持辊的挠度影响不大。弯辊力变化对工作辊的挠度影响在距板宽中心线处50mm范围内,工作辊挠度变化不明显,而距板宽中心线范围50mm以外,随着弯辊力逐渐增大时,工作辊的挠度明显降低。辊间压扁量随着弯辊力的增加而逐渐减小。当弯辊力由负弯变为正弯时,轧辊辊间压扁量分布趋于均匀化分布。弯辊力对工作辊的压扁量影响较小。随着弯辊力由负弯到正弯,工作辊的压扁量逐渐减小,且随着弯辊力的增加,压扁量趋于均匀化分布。(2)铜板带宽度变化对在离轧制中心线较近处,工作辊和支撑辊挠度变化都不大,随着距离轧制中心越远,工作辊和支撑辊的挠度都明显增大。并且随着铜板带宽度由400mm增加到640mm,工作辊的挠度逐渐减小,而支撑辊的挠度则逐渐增加。铜板带宽度对于辊间压扁量影响很大。随着铜板带宽度的增加,轧辊辊间压扁量明显增加。随着铜板带宽度与轧机辊身长度比增加,因辊间压扁量而引起的铜板带厚度不均匀分布将逐渐趋于平缓。铜板带宽度对工作辊压扁量影响较小。
猜你喜欢
橡塑技术与装备(2023年10期)2023-10-06 13:39:46
煤气与热力(2023年1期)2023-02-10 02:53:54
上海金属(2022年6期)2022-11-25 12:20:38
机械工程材料(2021年2期)2021-03-01 08:25:36
山西冶金(2020年5期)2020-11-13 07:28:18
阅读与作文(英语初中版)(2020年10期)2020-11-06 05:50:11
商品与质量(2020年23期)2020-10-09 08:29:04
中小企业管理与科技(2018年7期)2018-11-06 09:11:34
汽车实用技术(2018年19期)2018-10-22 08:39:32
中国重型装备(2016年4期)2016-12-19 10:33:21
