软质切削钴铬合金与铸造钴铬合金冠边缘适合性的比较
2018-11-09 03:56王思钱黄盛斌张大风刘劲松麻健丰
实用口腔医学杂志 2018年5期
王思钱 黄盛斌 张大风 刘劲松 麻健丰
随着人们美学要求的提高和生物安全性认识的深入及关注,越来越多的患者要求医师选用全瓷材料来制作自己的修复体。但是传统的金属烤瓷冠在目前的中国国情下还是不能被完全取代。此类修复体材料中以不含铍的钴铬合金应用最为普遍,不含铍的钴铬合金因其具有良好的生物相容性,使用其制作的烤瓷修复体兼具金属的强度和瓷的美观,因此备受一些患者和医师青睐。
钴铬合金烤瓷冠其内冠金属的制作方法目前主要有铸造法、选择性激光熔融技术(selective laser melting,SLM)法及CAD/CAM切削法[1],而近期,阿曼吉尔巴赫公司结合其自己的CAD/CAM切削系统推出了一款软质的切削钴铬合金,其切削后需像氧化锆一样结晶致密形成烤瓷冠的内冠,从而为钴铬合金烤瓷冠内冠的制作提供了一种新的方式。
本实验为了比较采用传统的失蜡铸造法和切削软质钴铬合金法制作的烤瓷冠内冠,它们与基牙间的密合度,从而为临床开展应用提供指导。
1 材料与方法
1.1 材料和仪器
钴铬合金(Wirobond 280)、包埋料(Bellavest SH)(BEGO,德国);真空压力铸造机(松风ARGONCASTER-AE,日本);铸造蜡、喷砂机(仁福,德国);CAD/CAM系统、软质钴铬合金(阿曼吉尔巴赫,德国);体式显微镜(尼康,SMZ1500,日本);黄色轻体硅橡胶(DMG,德国);蓝色轻体硅橡胶(3M,美国);SC-20G型数控车床(上海西格码机床有限公司)。
1.2 试验方法
1.2.1 制备不锈钢备牙件 采用SC-20G数控机床制备10 个标准的牙备件,为高10 mm、1 mm台阶,底部直径8 mm,聚合度6、 点线角清晰圆顿、截面为梯形的标准牙件,并在肩台处制备一小的定位槽(图 1)。

图 1 不锈钢备牙试件
1.2.2 实验分组 采用2 种制作工艺各制作10 个对应的内冠,A组:铸造金属基底组,采用失蜡铸造法;B组:切削软质钴铬合金组,采用CAM/CAM切割软质钴铬合金并结晶。
A组:采用失蜡铸造法制作铸造金属基底。由一名经验最丰富的技师完成,具体的操作步骤如下,先在10 个不锈钢牙备件表面按蜡型制作要求涂布间隙漆,然后用Crowax制作内冠蜡型, 厚度尽量控制在0.6 mm左右,按操作说明书用Bellavest精密铸造包埋材料,按厂商操作步骤和粉液比要求进行真空搅拌后,将10 个内冠蜡型进行震荡包埋,包埋15~20 min后,去除铸圈并自然冷却10~15 min,然后进行常规焙烧和铸造, 敲圈、喷砂、切铸道,最后细打磨,喷砂,在基底冠就位后,检查冠边缘,使每个内冠都在代型上完全就位。
B组:10 个不锈钢牙备件清洗干净后,喷粉,采用Cerami Mikro CAD/CAM系统扫描,设计并制作内冠,间隙电脑设计20 μm,设计后切削软质钴铬合金,结晶、切铸道得到对应的10 个内冠,最后细打磨,喷砂,在基底冠就位后,检查冠边缘,使每个内冠都在代型上完全就位。

1.2.4 内冠间隙的测量 将取出的硅橡胶(表面覆盖间隙指示硅橡胶)对半纵剖,截面每个样本测量14 个点(图 2),测量橙黄色硅橡胶膜的厚度,得到各组各样本间隙的大小。使用体式显微镜采集A组、B组每个样本界面的14 个测量数据点的数码图像并测量间隙的大小。每个测量点测量3 次取平均值。
1.3 统计学分析
采用SPSS 19.0 软件将各组样本的间隙大小分别进行统计学分析(P<0.05为差异具有显著性)。
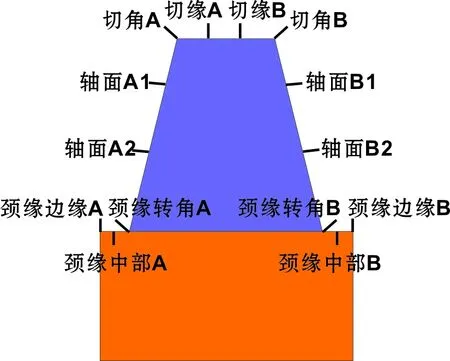
图 2 间隙厚度测量点示意图
2 结 果
由表 1可知,吉尔巴赫公司生产的软质钴铬合金,经CAD/CAM切削结晶后,其在颈部的最边缘处(颈缘边缘A及颈缘边缘B)具有最小的间隙,10 个样本的平均间隙为19 μm左右,而铸造组为57 μm左右,且两者比较具有统计学意义(P<0.05);表 1同时提示CAD/CAM切削组其在颈缘的转角处的间隙厚度明显大于铸造组;铸造组在肩台处的间隙比较均匀一致,而CAD/CAM切削组呈现明显的外边缘间隙小,颈缘转角处间隙大的现象。轴壁处和基牙顶端的间隙2 组差别不具有统计学意义(P>0.05)(图 3)。
3 讨 论
良好的边缘适合性是固定修复体获得远期成功的重要因素之一。无论是烤瓷修复体,还是全瓷修复体,
表 1 各组各检测点间隙的大小及两两比较结果
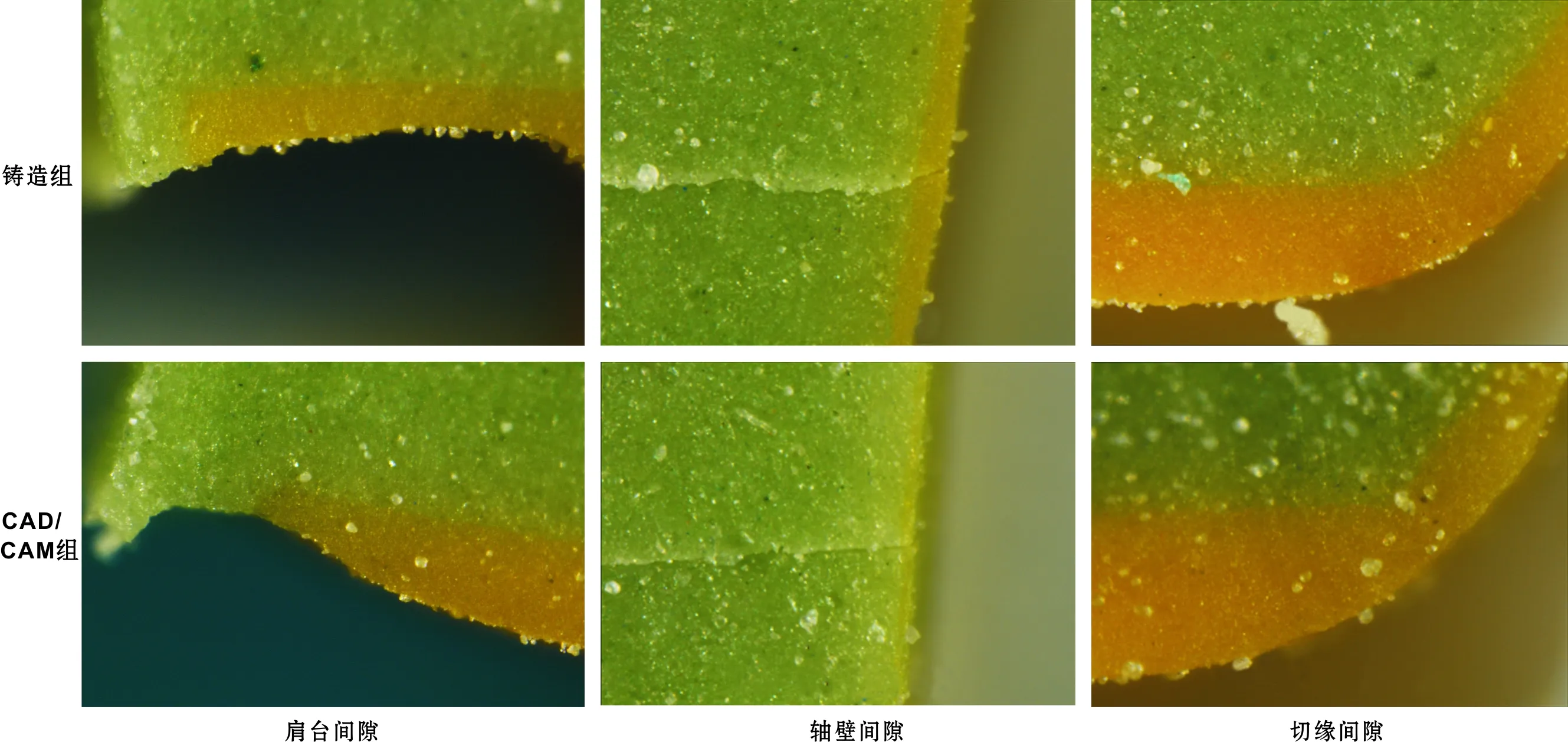
图 3 各组体式显微镜图
在制作的过程中金属材料及陶瓷材料的冷却收缩都可导致修复体边缘的变形,加之其制作工艺上的误差,使得修复体边缘与牙体不密合。边缘适合性不良是易导致菌斑聚集,导致微渗漏、继发龋的发生。
边缘适合性表示修复体边缘与牙体接触面的密合程度或二者间缝隙的大小。在牙体和修复体之间有很多不同的部位可以测量,临床上可接受的最大边缘缝隙值尚有争议:ADA 建议金合金修复体粘固薄膜厚度应低于40 μm,一些学者认为100 μm是保证修复体寿命的在临床可接受范围[2],Mclean等[3]推荐 120 μm 作为临床接受的最大间隙。
国内外已有许多学者对使用不同系统或不同材料的嵌体、高嵌体、部分冠、烤瓷冠、全瓷冠修复体的边缘间隙进行研究。Denissen等[4]进行了瓷嵌体边缘适合性的研究,周团锋等[5]用解剖显微镜和图像采集的方法测得金沉积、高金合金和镍镉合金边缘间隙分别为:(42±5) μm,(57±4) μm,(80±10) μm。Hertlein等[6]研究Lava系统切削部分烧结的氧化锆陶瓷,其边缘缝隙即修复体边缘到基牙表面的垂直距离为40 μm,绝对边缘缝隙即修复体边缘到基牙颈部肩台边缘的距离为70 μm。Bindl等[7]研究显示,CAD/CAM制作的全瓷桥比CAM和传统粉浆涂塑技术具有更好的边缘适合性和内冠密合性。Beschnidt等[8]模拟口腔环境比较了五种全瓷冠(IPS Empress、In-Ceram、涂层IPS Empress、Celay In-Ceram、Celay长瓷石冠)及金瓷冠在人造口腔环境中的边缘适合性,结果为上色IPS Empress冠边缘微隙为47 μm,In-Ceram冠均值60 μm,涂层IPS Empress为62 μm,Celay In-Ceram冠为78 μm,Celay长瓷石冠为99 μm,而金瓷冠为64 μm。本实验研究结果显示CAD/CAM切削软质钴铬合金,切削结晶后,其在颈部肩台的最边缘处(颈缘边缘A及颈缘边缘B)具有最小的间隙,10 个样本的平均间隙为19 μm左右,而铸造组为57 μm左右,且两者比较具有统计学意义,P<0.05。其中铸造组颈部肩台颈缘边缘间隙厚度与国内外的多数学者研究和报道的基本一致,而CAD/CAM切削软质钴铬合金颈缘边缘间隙厚度明显小于铸造组,且小于上述学者研究的CAD/CAM氧化锆切削结果,说明其具有优良的边缘适合性,此类钴铬合金修复体能为医师患者带来更好的封闭效果和修复效果。表1同时提示CAD/CAM切削组其在颈缘的转角处的间隙厚度明显大于铸造组,分析原因主要是由于目前CAD/CAM切削设备的切削车针一般细的常用的直径为1 mm或0.6 mm, 且其尖端截面一般为圆锥状,因此当肩台的厚度达1 mm时,在其最外缘,车针可以根据程序制备出非常精准的边缘,而在肩台与轴面的转角处,CAD/CAM设备会指令车针出现过车的现象,导致间隙增大。铸造组在肩台处的间隙比较均匀一致,其间隙的产生主要还是微小的铸造收缩所致。
对于边缘适合性的测量方法多样。目前临床上常用的方法有:临床探查及肉眼观察法、显微镜直接测量法、片切法、印模法。本实验采用的是双色硅橡胶印模法,利用双色硅橡胶获得全冠内表面与离体牙外表面二者间的间隙薄膜,再通过测量硅橡胶薄膜的厚度而获得间隙的大小。该法与临床探查法相比,精度好,有具体的量化数据;与显微镜直接测量法相比,可以重现全冠内表面与基牙外表面二者间间隙;与片切法相比,操作简便、费用低廉、不需要特殊的片切工具、对基牙不需要粘结固位及不破坏基牙,且可以重复测量[9]是测量边缘间隙的一种可靠方法。因此本实验采用双色硅橡胶印模法。从实验的结果与其他学者研究的结论比较来看,此种方法技术切实准确可行。
在实验过程中,为了保证间隙模型的精确复制,需注意冠修复体在离体牙就位时需施加的力量,国内外对于就位力的大小没有一致的报道。有学者认为就位力的大小对于冠修复体的边缘间隙没有显著性影响[10],在边缘间隙的研究过程中,一些学者在使用拇指、食指、中指和无名指就位时,施加约8 N的力量,也有一些学者在冠修复体在离体牙就位时,使用拇指与食指施加20 N的力量[11],本实验施加约15 N的力量,这与口内粘接时所施加的力量相近。
已有的报道中,测量位点数各不相同。有的仅测量几个点,有的需测量 20~50 个点。对于测量位点的分布,Groten等[12]认为随机选取测量点可能较均分间隙选点有误差,但二者的实验结果无显著差异。另有一些学者也得出相同结论,并认为第一个测量点位置对于测量结果无重要影响。此外,与测量位点数相比,在一个切开的剖面使用体式显微镜采集间隙模型的图像过程中保证所测量位点在同一平面上更为重要。本实验采用的是将双色硅橡胶印模沿直径平均分为2 份,在每个剖面上使用体式显微镜选择14 个点进行边缘间隙的测量。
在全冠修复体的制作过程中,是否留有粘接剂的缓冲间隙也是影响全冠适合性的重要因素,一定的黏固前间隙对于修复体的就位和适合性是非常重要的。Holmes等[13]认为适当增加隙料的厚度,可获得较好的适合性,但隙料过厚则粘接剂厚度增加,会影响修复体固位。一些学者认为31~38 μm的隙料厚度较为合适,隙料的厚度应当适当而均匀,技工操作时常涂2~3层代型隙料,厚度约为40~50 μm,但由于技工手法和隙料性能的差异,难以标准化,这也是目前临床测得边缘缝隙的数值变异较大的原因之一。本实验中,铸造组间隙漆的涂布由同一经验丰富的技师完成,减少人为误差。其次,粘接压力对全瓷冠的适合性也有一定影响,在一定范围内,随着施加在修复体上的就位力越大,粘接剂的厚度则逐步减少,全冠就位就越好。总之,在临床上我们尽量的减小粘固介质层厚度,操作上须重视预留冠内缓冲间隙,使铸件内面得以缓冲,从而减少粘固时的液体静压力。但粘接剂厚度过小也会对粘接力造成影响,据Molin等[14]研究表明,粘接剂厚度低于20 μm时其粘接力明显降低。本实验中,2 种钴铬合金, 2 种方法制作的修复体其间隙厚度均大于20 μm,能完全满足临床各项要求,其中CAD/CAM切削的软质钴铬合金具有更高的边缘适合性,为后期的临床开展应用提供了良好指导意义。
猜你喜欢
中国测试(2018年10期)2018-11-17
中国塑料(2016年1期)2016-05-17
中国塑料(2016年11期)2016-04-16
中国继续医学教育(2015年6期)2016-01-07
应用海洋学学报(2015年3期)2015-11-22
橡胶工业(2015年8期)2015-07-29
橡胶工业(2015年6期)2015-07-29
中国医疗美容(2015年2期)2015-07-19
中国医疗美容(2015年1期)2015-07-12
中国医疗美容(2015年1期)2015-07-12