澳门银河娱乐度假城3期工程中的组合柱施工技术
2018-11-09 08:38周屹东
建筑施工 2018年7期
周屹东
上海建工集团(澳门)有限公司 上海 200120
1 工程概况
澳门银河娱乐度假城3期位于澳门路凼填海区,原银河1期南侧,占地超过35 000 m2,地库2层,有一个体育中心6层、高40 m,一个展览中心6层、高40 m。在展览中心上部坐落2座分别为14层、6层的豪华酒店,共由733个客房组成。银河3期项目总建筑面积超过180 000 m2。2017年7月开工,计划于2019年底完工。合约金额约40亿澳门元。目前体育馆(MFH)已施工到GF,展览馆(CONVEX)位置正在进行地库结构施工。
2 结构简介
澳门银河娱乐度假城裙楼和上盖酒店二者有不同的混凝土结构设计,如裙楼为大跨度框架结构,酒店则为剪力墙结构,故其在7楼位置设计有大型转换梁,在14层酒店位置,竖向设计有16根大型钢结构劲性柱,以满足其结构要求。
3 施工总体安排
3.1 工程特点与难点
1)原材料特殊,有厚达90 mm的钢厚板,钢筋连接器要求高。
2)根据设计图纸,加工要求高,工期紧,现场没有条件可满足其加工要求。
3)工程建筑面积大,单件多,且存在部分构件质量大、既有的大面积地下室又造成大型机械难以进入安装区域内吊装的矛盾。
4)现场交叉施工多,土建与钢结构搭接作业,施工协调组织难度大。
3.2 对策
根据设计及现场实际,我们及时提出对策并制订施工方案,即把钢结构劲性柱施工分成2个部分:工厂加工和现场安装施工[1-4]。
首先,按设计要求对组合柱进行编号,共分16组。同时,根据组合柱的质量和澳门市场上现有的起重设备以及施工现场的条件进行设计深化,决定把组合柱分成3种类型。
种类一: 共3组组合柱,LG2至GF共分为上下2段(图1右),先完成下段吊装再进行上段吊装,使用塔机吊装。
种类二:共2组组合柱,LG2至GF共分为上下2段(图1中),先完成下段吊装再进行上段吊装,使用90 t轮胎吊机吊装。
种类三:共11组组合柱,LG2至GF为一段式(图1左),使用90 t轮胎吊机吊装。

图1 钢组合柱分类示意
其中,种类一、种类二仅是吊装方法不同,单件质量控制在8 t以内,吊装方法可行。种类三的单件质量略大,最重12.7 t,经验算,仍在吊重安全范围内,吊装方法亦可行。
4 工厂加工
由于施工现场条件和加工机械的限制,我们依据澳门银河娱乐度假酒店的结构图纸及相关文件要求,将钢柱交由专业生产工厂加工,由项目部抽调相关技术人员驻厂检验。
4.1 原材料采购
根据设计要求,劲性柱材料为S355J0,厚度种类比较多,难以采购齐全,经与设计沟通,部分用现有厚度的钢材替代。同时完成钢筋连接器的采购。
对于进场材料的材质证明等相关文件原件,检查无误后归档备查。
4.2 质量控制
特别是对进厂中厚板进行分层测试,通过拉伸、冲击测试其机械性能。同时,还需对其进行100%的UT(超声波)探伤,检验其Z向性能,确保其材质符合设计文件的要求。
焊材:检查品种、规格、型号、牌号、生产批号以及外观质量。核对质量证明书,按规定对焊材进行复验,报批合格后才能使用。对保管的环境、存放的条件每天检查。
4.3 图纸深化
依据相关图纸和施工策划中确定的3种类型,以及吊装的先后顺序,进一步进行加工图深化,平均每组组合柱需分割成近30个规格的零部件。能直接用型材的,直接使用,以节约加工时间。
考虑到工期和质量要求,在劲性柱加工的同时将钢筋连接器、销钉也同步安装。对每根立柱、每个部件(包括其数量)及尺寸均进行编号和标注,这将对后续加工非常有利。
4.4 加工
根据加工图纸,采用数控技术进行切割开料,保证每个零件的平整度和坡口符合设计要求。待切割、锯割与铣削检验合格并经第三方检测合格才能使用。
所有的钢板的对接,钢板与型材的对接,柱底板,钢板组立H型钢,加劲肋及其外分板等均采用全熔透焊缝。柱脚筋板、钢筋连接器、栓钉为角焊。
根据设计要求,还需在组合柱上焊接直螺纹套筒,以用于梁钢筋的连接。这些直螺纹套筒需检测合格后才能运到工厂使用。
由于在转角部位有部分梁钢筋与劲性柱并非90°连接,故决定采用加焊一块斜钢板后再焊接直螺纹套筒,并进行拉拔试验。套筒须用专用的盖子封盖,便于以后钢筋的连接。
4.5 焊接检查
焊接检查分焊接前、焊接中和焊接后检验三种形态。主要检验焊材、焊接工艺和焊接质量,一旦发现质量问题即行补焊或重焊,若同一部位的焊缝两次检查不合格,坚决退回作报废处理。
4.6 构件检验质保措施
图号、构件号、中心线、一节柱的1 m标高线、坐标中心点、柱底板四边中心线等钢印标记及其它们的方向与位置,都必须遵照制造工艺执行。
构件的总长、断面尺寸、弯曲度、扭曲度及两端的倾斜度、构件端面的对角线、垂直线等几何尺寸应重点保证精度,严格按图纸及验收标准进行验收。
各构件腹板与翼板的垂直度、翼板的倾斜及折弯、腹板的中心偏移及局部不平度、底板及劲板的平整度均应符合规范。
各构件上的牛腿及节点板的角度,各节点板与牛腿的间距以及它们至轴线的尺寸应符合图纸和技术要求。
构件大样、拱高及分段处坡口、间隙及连接部平整度应确保图纸及技术要求。
构件加工完成后,出厂前须对焊缝进行UT(超声波)、MPI(磁粉)、VI(外观)以及锤击测试。经加工方、第三方、顾问等三方检查合格后才能出厂,根据施工先后运到工地,有序堆放。
5 现场吊装
钢结构施工平面布置遵循以下原则:注意最大限度避免影响其他专业的施工;满足施工平面布置要求,分阶段合理布置;在满足施工的条件下,尽量节约施工用地;在保证场内交通运输畅通和满足钢结构安装对构件配套要求的前提下,最大限度的减少场内运输,特别是减少场内二次搬运[5-9]。
经计算,利用现有的钢栈桥(挖土用),用90 t汽车吊能够满足调运和吊装要求。
5.1 临时堆场
由于本工程受局部地下室的影响,采用分区域分块安装的方式进行施工,各施工阶段场地条件均不相同,因此必须针对性地合理布置场地。
根据施工进度安排,构件分批运输至施工现场,构件运输车辆按照规划线路行驶,构件卸车后分散放置于吊装区域附近,避免集中堆载。
5.2 支座安装
设计要求采用预埋螺杆的方法,有效长度不小于1 350 mm,混凝土强度B45。
柱脚预埋螺杆在地下室基础底板施工时进行(螺栓用套板相对固定),用全站仪、水平仪进行精确定位,精确校正并固定。在混凝土浇筑过程中,应由专人监督,防止其移位。
混凝土浇筑完成后,再次进行轴线和标高的复核。
5.3 柱体吊装
5.3.1 吊装流程
所有下层螺帽定位于预定水平位置→组合柱吊装→检查水平,同时调整下层螺帽定位→安装上层螺帽,并锁紧→检查垂直度(测量点为组合柱顶部的中心位置),同时调整底板的螺丝帽以确定垂直度→于底板与承台之间进行灌浆(使用SIKA 214,配比为每25 kg加入3.60~3.75 L水拌匀使用)→灌浆材料强度满足要求后即可拆除临时固定(图2)

图2 柱体底座灌浆示意
5.3.2 劲性柱水平及垂直度控制
1)水平控制。于柱身靠底部位置测放一条水平借线,借线根据楼板的预留钢筋连接器来计算出水平,安装组合柱时即利用借线检查水平,依靠调整底板的螺帽来确定水平。
2)垂直度控制。利用经纬仪于柱身侧部测放垂线,垂线的放样依据柱顶及柱底的十字线为基础,确保安装组合柱后顶部及底部的坐标正确。
6 焊接施工
6.1 钢结构焊接特点
受起重质量的限制,2个劲性柱之间的连接板须采用现场焊接的方法。由于构件截面大、钢板厚,钢板厚度的增加一方面会加大焊缝金属熔敷量,造成焊接变形及应力的增大,另一方面也会使焊缝裂纹敏感性相应加大。
现场搭设有临时的防风、防雨、保温措施以保证焊接质量。
6.2 厚板焊接要点
1)选用合理的接头坡口形式。在保证焊透的情况下采用小坡口,以降低熔敷金属量,减少焊接收缩,从而减小焊接变形及残余应力。
2)选用低氢的焊接材料。由于低合金高强钢对氢致裂纹敏感性较强,应优先选用低氢(或超低氢)焊条。CO2气体只要达到规范要求,所得熔敷金属的含氢量极低,具有较好的抗氢裂性。
3)焊接热输入的控制。正火或正火加回火的钢材对焊接热输入较敏感,为确保焊接接头的韧性,不宜采用过大的焊接热输入。焊接操作上尽量不用横向摆动和挑弧焊接,可采用多层窄焊道焊接。如是热轧钢则相对可以适应较大的焊接热输入。
4)预热及层间温度控制。随着碳当量、板厚、结构拘束度、焊接材料含氢量的增加和环境温度的降低,可相应提高焊前预热温度。为了促进焊接区氢的逸出,防止焊接过程中氢致裂纹的产生,应控制层间温度不低于预热温度,必要时进行中间消氢热处理。
5)焊后处理。焊后处理包括后热及消氢处理,后热温度一般为150~250 ℃,消氢温度则是在300~400 ℃,加热好后保温一段时间,目的是加速焊接中氢的扩散逸出。根据我们以往的厚板焊接经验,对于一般的拘束接头都可采用焊后缓冷措施,不会产生氢致延迟裂纹[10-12]。
6.3 焊接质量检查及焊接缺陷返修
1)焊接质量检查。焊接质量检查包括外观和无损检测,要求100%进行,并且在焊后24 h内检测。
2)焊接缺陷返修。焊缝表面的气孔、夹渣等缺陷,需用碳刨清除后重焊。焊缝内部的缺陷,根据UT探伤仪对缺陷的定位,用碳刨清除。对裂纹,碳刨区域两端要向外延伸各50 mm的焊缝金属。返修焊接时,对于厚板,必须按原有工艺进行预热、后热处理。预热温度应在前面基础上再提高20 K。焊缝同一部位的返修不宜超过两次。如若超过两次,则要制定专门的返修工艺并报请顾问工程师批准。
7 安全注意事项
吊车自重48 t+配重20 t,最大吊重为13 t。为了吊运安全,应做到:
1)吊运时支腿要伸出至最大距离。
2)吊运时吊车需设置在栈桥中间,且吊运时不允许其他车辆在同一跨栈桥上通过。
3)支腿下最少要放置一块1 200 mm×1 200 mm×25 mm钢板,且最少要覆盖栈桥上4条钢闸板。
4)支腿中心位置需设置在距离主梁中心1.75 m范围。
5)吊运前对吊具进行专业检查,合格后才能使用,吊运当天查看风速,若超过规定风速则不能起吊。
8 效果
通过实践训练,吊装技术日臻娴熟,基本上一天内可以完成1个组合柱、4根劲性柱的吊装、矫正、固定。然后进行连接板的焊接工作。
因为材料要求的特殊性,钢材是从香港采购,钢筋连接器则是从台湾采购,加工厂在珠海,项目在澳门。通过本工程的实践,极大地提高了我们在采购时的整合能力。
整个图纸深化、材料采购、工厂加工、运输、吊装、现场焊接、固定、灌浆等工作非常顺利。钢柱安装效果很好,保证了工程的顺利进行(图3、图4)。
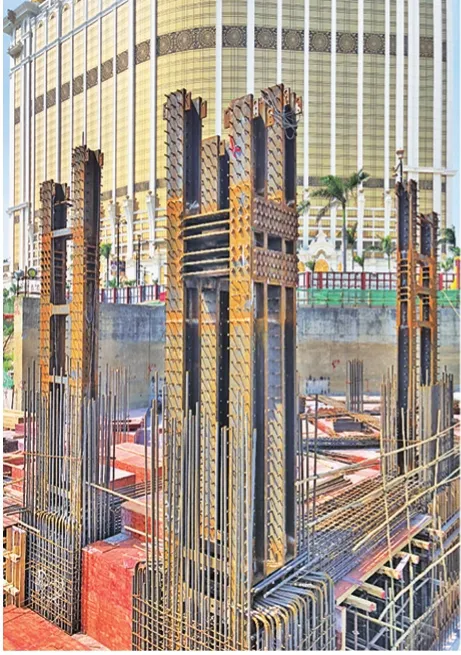
图3 连接板焊接完成,完工后的劲性柱

图4 钢柱与钢筋的连接
猜你喜欢
安徽建筑(2022年6期)2022-07-10
建材发展导向(2020年13期)2020-11-26
汽车实用技术(2020年16期)2020-09-06
石油化工建设(2020年1期)2020-08-24
当代工人(2019年20期)2019-12-13
中华建设(2019年8期)2019-09-25
铁道建筑(2018年11期)2018-12-06
中国公路(2017年19期)2018-01-23
制造技术与机床(2017年9期)2017-11-27
中国核电(2017年2期)2017-08-11