装卸料机抓取燃料组件套筒更换技术分析
2018-11-06 10:01:06李俊
中小企业管理与科技 2018年9期
李俊
(中广核核电运营有限公司,广东深圳518000)
1 背景
某核电站在堆芯进行装卸料机定位试验时,发现装卸料机在H08位置需要向前方向偏移19mm才能使组件就位,而程序要求最大偏移量≤12mm,连续偏移试验结果不合格。
通过对装卸料机伸缩套筒的垂直度及圆周度进行测量,分析造成组件下插偏移量大的原因是伸缩套筒下法兰面与夹爪连接法兰面不平整,存在0.5mm偏差。当夹爪抓取燃料组件时,长度约4m的燃料组件把此偏差放大,导致了需要偏移19mm后才能将燃料组件就位于堆芯。为保证装卸料机的定位精准度,须更换套筒。
套筒作为装卸料机的主体部分,其拆除及回装涉及多个相关联的部件[1],如装卸料机转塔及部件、ZTV部件、在线啜吸装置部件、套筒水下灯等。
限于篇幅,本技术总结主要阐述套筒及转塔的拆卸、安装、套筒圆周度和垂直度测量调整过程,重点分析套筒圆周度和垂直度的测量及调整部分。
2 装卸料机套筒拆除及安装
2.1 转塔拆除
装卸料机转塔是通过20颗螺栓与固定套筒一起固定在球轴承环上,转塔里有主提升电机、齿轮箱等提升机构,ZTV相关提升机构、供气管线、电缆等,在吊运转塔前,必须先把这些部件梳理清楚。拆除了与转塔连接的外部管线后,对称松开80%的固定螺栓(共20颗,松开前以1~20序号标记),用环吊吊钩带手拉葫芦挂在转塔吊耳上,先手动把葫芦拉紧,然后把所有固定螺栓松开,确认无干涉后,环吊把转塔吊起。
吊起转塔后,呈现转塔下法兰面与固定套筒上法兰面,两法兰面通过U型组合垫片来调整间隙及水平。
2.2 固定套筒拆除
固定套筒是靠套筒上法兰面“挂”在球轴承环上,吊运前确认伸缩套筒已用专用工具固定,啜吸管线、ZTV连接杆、水下灯等已经拆除。确认无干涉后,使用环吊带手拉葫芦等专用吊具把固定套筒和伸缩套筒整体吊走。拆除后的套筒放到在专用支架上。
2.3 新装卸料机套筒安装
新套筒安装即可视为拆卸的逆过程,具体参考上述套筒拆卸过程。新套筒起吊时候需要注意的是,因为套筒长度较大,起吊时候需要环吊的双吊钩配合,主吊钩挂在套筒顶部,小吊钩挂在套筒下部1/3处,两钩相互配合,实现套筒由横放到竖立的过程。
3 套筒相关测量及试验
固定套筒(含伸缩套筒)和转塔回装到装卸料机上后,20颗固定螺栓按照拆卸时标号回装但不紧固。然后安装伸缩套筒悬挂头,使伸缩套筒与钢丝绳连接;提升电缆及管线回装,使伸缩套筒能电动提升下降,然后就进入套筒测量及调整环节。
3.1 套筒参数调整PID法
装卸料机伸缩套筒能实现安全可靠并有高精度地抓取燃料组件,主要涉及三个重要参数:圆周度、垂直度、控制导轮摩擦力,伸缩套筒的圆周度/垂直度调整需要涉及控制导轮的调整,而导轮间隙变化必然引起其摩擦力的变化,所以这三个参数的测量及调整需要按照一定的逻辑进行,并且是一个反复调整的PID过程,具体如图1:
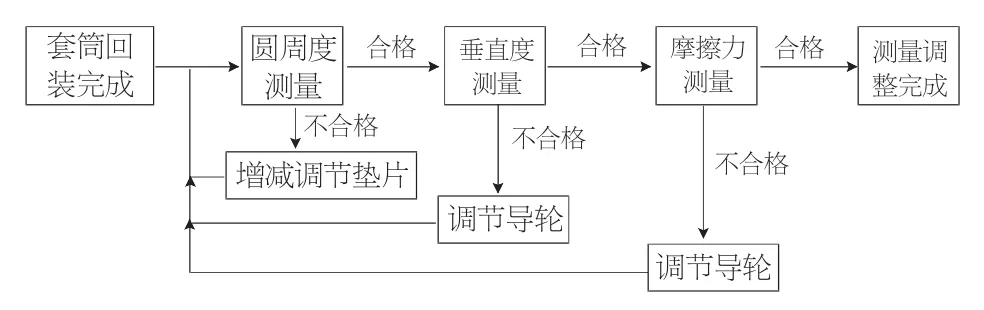
图1 套筒参数调整PID流程
3.2 套筒圆周度测量及调整
在测量套筒圆周度前,先用顶丝螺栓把套筒顶起,然后在套筒上法兰面与球轴承环之间垫3mm的U型调节垫片,后面通过增减调节垫片的厚度来实现套筒圆周度的调整。
U型调节垫片增减计算:增减垫片后对套筒圆周度的贡献,可以简化为杠杆原理计算,当偏差数据较大时候,可以认为垫片厚度的增减与圆周度偏差关系呈线性。套筒上法兰面固定螺栓位置到套筒轴线距离约1.0m,上法兰面到测量圆周度位置(夹爪下降到8000左右)距离约为12.0m,因此增减垫片厚度X,对于圆周度(最大值-最小值)贡献为Y,计算为X/1.0=Y/12.0,Y=12X。
后续垂直度测量结果若不合格需调整导轮后,圆周度结果将会发生变化,需要重新测量,不合格需要继续调整。(注:通过调整垫片调整圆周度或垂直度,属粗调,若偏差范围较小,则可通过调整导轮间隙来实现。)
3.3 套筒垂直度测量及调整
圆周度调整合格后,需测量伸缩套筒垂直度。测量仪器是使用经纬仪,采取多组数据采样,测量与调整并行方法。
①两根标尺分别固定在夹爪的0°和90°方向位置。
②分别在0°和90°方向测量伸缩套筒垂直度,期间每提升500mm测量一个数据。
③根据测量数据,分析套筒垂直偏移方向及发生偏移的高度位置;适当调整导轮间隙,通过松开或逼进导轮,调整垂直度。
④调整导轮后,再次测量套筒圆周度,圆周度合格后,再测量垂直度,然后根据测量数据再次调整导轮,直至最后圆周度和垂直度均合格。
3.4 摩擦力测量及调整
摩擦力试验是在套筒圆周度、垂直度测量合格后进行,目的是检查是否存在导轮与伸缩套筒之间摩擦力过大的情况。
摩擦力测量方法:通过分别提升下降伸缩套筒,每200mm记录一次载荷,计算出下降(或提升)过程载荷最大值与最小值之差,要求差值≤40daN。
根据测量数据分析出提升和下降的载荷变化发生突变的高度,判断此区间影响载荷突变的导轮层数,并对该导轮间隙进行调整,直至摩擦力合格。
3.5 带假组件测量垂直度
为了避免出现像旧套筒那样在圆周度、垂直度均合格时候,带假组件做连续偏移法不合格的情况,新套筒更换且圆周度、垂直度测量合格后,增加带假组件测量垂直度项目。
测量过程:
①装卸料机夹爪抓取假组件后,在假组件的180°和270°方向分别固定一根标尺;
②使用经纬仪分别测量假组件180°和270°方向的垂直度;
③分析垂直度偏差结果,两个方向的偏差结果需±3.0mm之内。
4 结论
通过对装卸料燃料组件抓取套筒的更换流程和相关参数测量调整分析及实践,形成一套逻辑高效的流程控制方法;在套筒圆周度、垂直度及导轮摩擦力测量方面除了传统的调整控制导轮间隙方法外,引入了调整固定套筒上法兰面与支撑法兰面间隙来调整垂直度/圆周度的方法,现场实施证明两种方法结合使套筒精度调整效率有较大的提高。
猜你喜欢
电站辅机(2021年2期)2021-08-19 00:33:16
激光与红外(2021年3期)2021-04-07 12:22:06
造船技术(2020年2期)2020-05-18 06:53:28
轨道交通装备与技术(2019年3期)2019-07-29 00:41:28
工业设计(2016年7期)2016-05-04 04:01:49
中国自行车·骑行风尚(2015年6期)2016-01-28 02:49:20
金属加工(热加工)(2015年11期)2015-11-16 06:04:26
橡胶工业(2015年8期)2015-07-29 09:22:46
锻压装备与制造技术(2015年2期)2015-06-26 09:00:24
制造技术与机床(2014年11期)2014-04-23 12:44:16